竹增强环氧集成材的改性研究
2012-08-21 02:53:22谢敏芳黄晓东
世界竹藤通讯 2012年1期
谢敏芳 黄晓东
(1 福建农林大学园林艺术学院 福州金山 350002 2 福建农林大学材料工程学院 福州金山 350002)
竹增强环氧集成材的改性研究
谢敏芳1黄晓东2
(1 福建农林大学园林艺术学院 福州金山 350002 2 福建农林大学材料工程学院 福州金山 350002)
采用高强度玻璃纤维对竹环氧集成材进行改性试验。结果表明:当采用热压压力为1.4 MPa、玻璃纤维均布密度为7.5 mm/根、热压时间为1.0 min/mm(厚)、热压温度为145℃的生产工艺,环氧集成材压缩强度最佳;当采用热压压力为1.4 MPa、玻璃纤维均布密度为5.0 mm/根、热压时间为1.2 min/mm(厚) 、热压温度140℃的生产工艺,环氧集成材层间剪切性能最佳。
环氧集成材; 玻璃纤维; 压缩强度; 层间剪切性能
中国是森林资源贫乏的国家,无论森林的覆盖率还是人均占有量都低于世界的平均水平。但我国的竹类资源十分丰富,其面积和产量均居世界的首位[1-3],这为竹材加工成各种产品满足经济建设和人们生活的需要提供了有利的条件[4]。
竹材集成材由定宽定厚的竹片为基本构成单元,采用双向加压的胶合工艺和胶合设备制备而成。产品用途主要用于替代珍贵树种木材制作竹家具、竹制品、室内装修和铺设地板,是一种尺寸稳定、纹理清晰雅致、结构、性能优良和木材集成材相似的一种产品[5]。
由于竹材的纤维及维管束呈纵向分布,竹材的纵向压缩及剪切性能较高,而横向的相关力学性能就显著降低,由竹材制成的竹环氧层积材也存在这一问题[6-7]。
本研究通过在竹环氧集成材中添加高强度玻璃纤维束,研究玻璃纤维束对竹环氧集成材物理力学性能的影响,最终确定最佳的竹环氧集成材生产工艺,为进一步合理利用竹环氧集成材打下坚实的基础。
1.实验材料和条件
1.1 试样来源
本批次毛竹采至浙江省新昌县,长约15 m左右,端头直径10 cm以上,竹龄约3~5年左右。
玻璃纤维:选择南京玻璃纤维研究院生产的高强度玻璃纤维束。把玻璃纤维剪裁成长度300 mm的若干束,备用。
1.2 仪器设备
恒温恒湿箱,竹材横截锯,竹材破篾机,竹材炭化罐,热压机,INSTRON 5582万能力学试验机等。
1.3 竹青薄板集成材的加工
将采伐来的毛竹,从根部端头1m以上处截断,取长度1.25 m、通直毛竹段若干; 在破蔑机上破蔑,破蔑竹片规格为1 250 mm×16 mm×9 mm(长×宽×厚);在四面刨上加工成规格竹片(留竹青),规格为1 250 mm×12 mm×5 mm;送入炭化罐里对青竹片进行炭化处理;将炭化完成的竹片送入干燥窑干燥,竹片含水率控制在8%以下;竹片涂刷泰尔地板胶,竹青面朝上组坯热压成型(加侧压);将成型后的竹板毛坯送入压刨,定厚加工成竹青薄板。
1.4 试验方案
采用L9(34)正交试验方案(表1),设计热压压力、玻璃纤维均布密度、热压时间、热压温度4个因素。选定试验方案后,在试验用的竹青薄板上分别标注玻璃纤维放置间隙为5 mm、7.5 mm、10 mm的定位线。
1.5 浸渍环氧混合树脂的调制
调制浸渍环氧混合树脂,配比为:618环氧树脂30%,SK3环氧树脂30%,2124酚醛树脂40%;调匀后按GB/T14074.5-93的要求测环氧混和树脂的固含量,再根据实测的树脂固含量用丙酮稀释成40%固含量的树脂备用。将标注好玻璃纤维放置间隙的竹青薄板放入加压浸渍罐内并固定,加压压力为0.8 MPa,时间为60 min,树脂的浸渍量约为10%左右;陈化1~2h左右,把竹青薄板放入烘箱低温(60℃)干燥,待竹青薄板表面胶粘剂不再粘手后取出,备用。

表1 正交试验因素水平
1.6 玻璃纤维增强竹环氧集成材制作
根据竹青薄板上标注的玻璃纤维定位线,把玻璃纤维束布置在竹青薄板上面,再涂刷一遍浸渍环氧混合树脂胶对玻璃纤维束加以固定,然后放在实验室里进行陈放,陈放时间为24 h。
将陈放好的竹青薄板按表1的正交试验方案组合好,然后利用实验室里万能热压机进行压板,按要求制成璃纤维增强竹环氧集成材。
1.7 物理力学性能测试方法
将加工好的玻璃纤维增强竹环氧集成材(500 mm×220 mm×28 mm(长×宽×厚))取出,放置24h后,在压刨上精加工成500 mm×200 mm×25 mm(长×宽×厚)的规格集成材板材。根据国家标准GB/T1448-2005纤维增强塑料压缩性能试验方法的要求制作试件,本次试样中试样高度取(30士0.2 mm),试件的厚度就为板厚;根据国家标准GB/T1450.1-2005纤维增强塑料层间剪切强度试验方法的要求制作试件;试验前,试件应该在实验室标准环境(温度要求为(23士2)℃、相对湿度为(50士10)%)下至少放置24 h。若不具备实验室标准环境条件,试验前试件可在干燥器内至少放置24 h,再进行玻璃纤维增强竹环氧集成材压缩性能和层间剪切性能的检测。
2 结果与分析
2.1 环氧集成材压缩性能结果分析
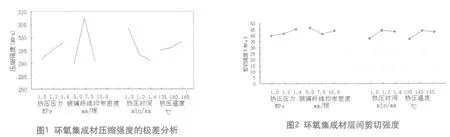
环氧集成材压缩性能测试结果见表2所示,压缩强度的极差分析见图1所示。从表2可知,尽管各因素对环氧集成材压缩性能的影响程度不一,但其强弱趋势明显。对环氧集成材压缩性能的影响强弱依次为:玻璃纤维均布密度>热压时间>热压压力>热压温度。由表2和图1分析得出,压缩强度最佳的环氧集成材最佳生产工艺为:热压压力为1.4 MPa、玻璃纤维均布密度为7.5 mm/根、热压时间为1.0 min/mm、热压温度145℃。
2.2 环氧集成材层间剪切性能结果分析
正交实验压板后,环氧集成材层间剪切性能测试结果见表3所示,层间剪切性能的极差分析见图2所示。从表3可知,尽管各因素对环氧集成材层间剪切性能的影响程度不一,但其强弱趋势明显。对环氧集成材层间剪切性能的影响强弱依次为:热压温度>热压时间>热压压力>玻璃纤维均布密度。由表3和图2分析得出,层间剪切性能最佳的环氧集成材最佳生产工艺为:热压压力为1.4 MPa、玻璃纤维均布密度为5.0mm/根、热压时间为1.2 min/mm、热压温度140℃。
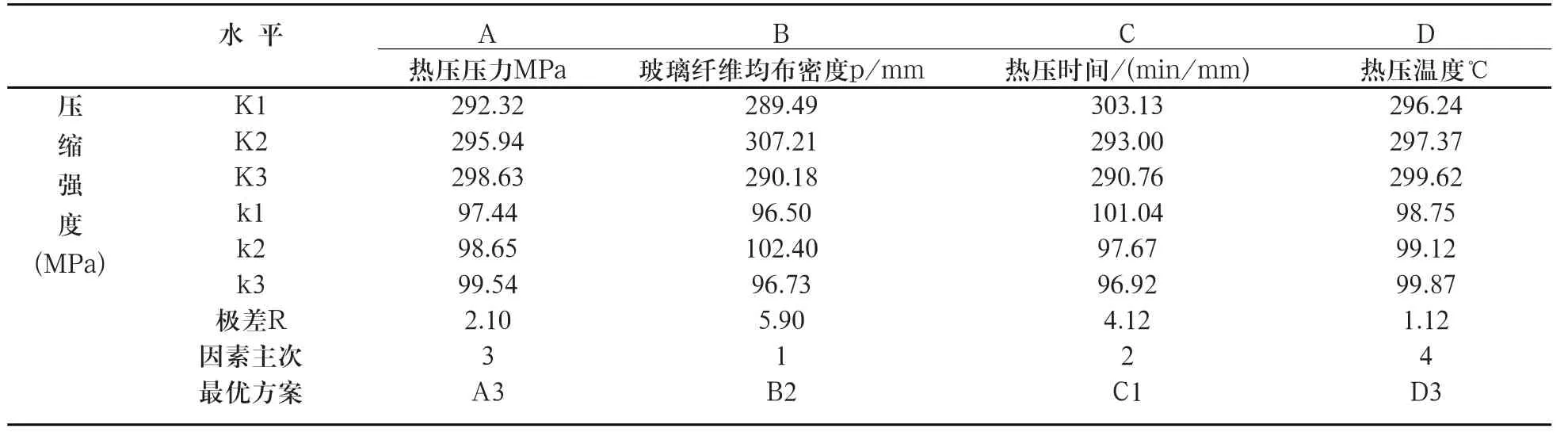
表2 环氧集成材压缩强度
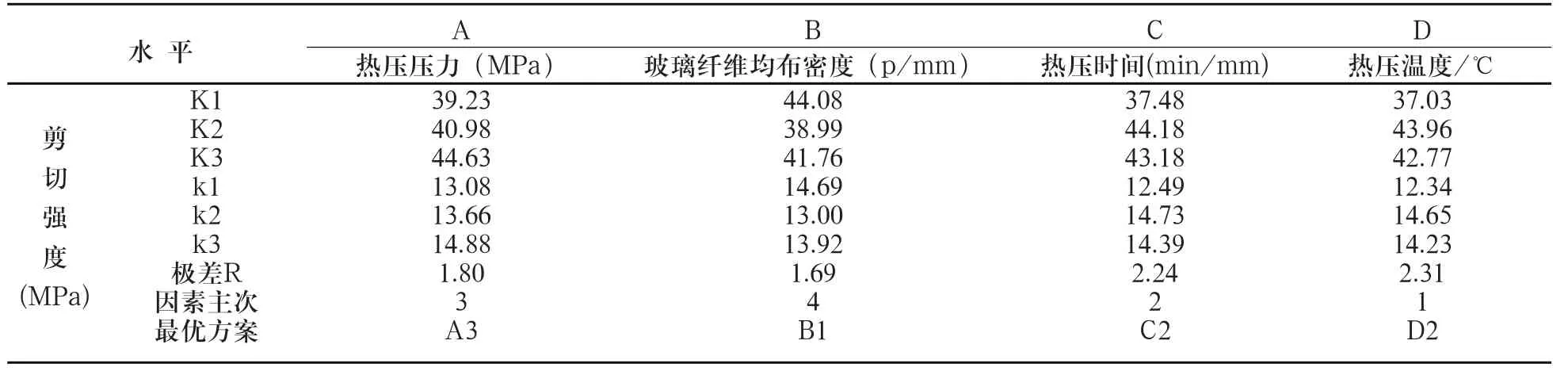
表3 环氧集成材层间剪切强度
3 小 结
(1) 通过在各竹青薄板间横向添加高强度的玻璃纤维的方法,能够明显提高成品竹环氧集成材的压缩强度性能和层间剪切性能。
(2)采用热压压力为1.4 MPa、玻璃纤维均布密度为7.5 mm/根、热压时间为1.0 min/mm、热压温度145℃的优化生产工艺,可以达到提高竹环氧层积材压缩强度性能的目的。
(3)采用热压压力为1.4 MPa、玻璃纤维均布密度为5.0 mm/根、热压时间为1.2 min/mm、热压温度140℃的生产工艺,可以达到提高竹环氧层积材层间剪切性能的目的。
[1]江泽慧.中国林业工程[M].济南:济南出版社,2002:189-196.
[2]雷加富.中国竹资源和竹产业的可持续发展战略[J].中国热带地区竹藤的发展(论文集第6卷).北京:中国林业出版社,2001.
[3]李世东,许传德.中国竹业发展历程与21世纪发展战略[J].竹子研究汇刊,1998,19(1):1-5.
[4]周芳纯.20世纪竹业回顾和21世纪的展望[J].林业科技开发,1999,(1):7-9.
[5]唐永裕.中国竹材加工利用的现状及发展[J].中国热带地区竹藤的发展(论文集第6卷).北京:中国林业出版社,2001.
[6]张齐生,孙丰文.竹木复合结构是科学合理利用竹材资源的有效途径[J].林产工业,1995,22(6):4-6.
[7]江泽慧.世界竹藤[M].辽宁:辽宁科学技术出版社,2002:3-6.
A Study of Modif i ed Performance of Epoxy Glued Laminate Bamboo Timber
Xie Minfang1, Huang Xiaodong2
(1 College of Garden Arts, Fujian Agriculture and Forestry University Jinshan 350002, China 2 College of Material Engineering, Fujian Agriculture and Forestry University, Jinshan 350002, China)
The high strength fiber glass was used for modified performance test of epoxy glued laminate bamboo timber. The results showed that the compressive strength property of epoxy glued laminate bamboo timber was best when the pressure of hot pressing was 1.4 MPa , the average fi berglass distances 7.5mm, the best time of hot pressing 1.0min/mm (thickness)and the temperature of hot pressing 145℃; while the interplay shear properties of epoxy glued laminate bamboo timber was best when the pressure of hot pressing was 1.4 MPa , the average fi berglass distances 5mm, the best time of hot pressing is 1.2 min/mm (thickness) and the temperature of hot pressing 140℃.
epoxy laminate timber, fi ber glass, compressive strength, interplay shear property
福建农林大学校青年教师基金项目---玻璃纤维增强竹环氧集成材的性能评价(项目编号为2010046)。
谢敏芳(1971-),女,福建农林大学园林艺术学院副教授, 从事木材科学与技术、竹质复合材料的研究。
黄晓东(1966-),男,福建农林大学材料工程学院副教授,博士,从事木材科学与技术、竹质复合材料、木材阻燃的研究。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20 02:54:00
湖北农业科学(2022年8期)2022-05-23 02:39:12
竹子学报(2021年1期)2021-10-29 13:24:00
数学物理学报(2021年3期)2021-07-19 06:02:36
重型机械(2020年2期)2020-07-24 08:16:12
制造技术与机床(2019年8期)2019-09-03 01:14:20
模具制造(2019年3期)2019-06-06 02:10:52
世界竹藤通讯(2019年5期)2019-02-11 19:45:39
电站辅机(2017年3期)2018-01-31 01:46:42
工业设计(2016年8期)2016-04-16 02:43:31