高速动车组受电弓绝缘弓角的研制
2012-08-03 11:56:38左小东何跃川傅先荣刘含茂刘建伟陈珍宝许晓勤
铁道机车车辆 2012年2期
左小东,何跃川,傅先荣,周 升,刘含茂,刘建伟,陈珍宝,许晓勤
(1 株洲时代新材料科技股份有限公司,湖南株洲412007;2 中国南车集团 株洲电力机车有限公司,湖南株洲412001)
高速动车组车顶装置的稳定性直接影响列车的正常运行,一旦车顶发生闪络等故障,将直接造成接触网停电,打乱铁路运输秩序,造成经济损失。从大量事故的现场闪络痕迹来看,污闪一般都发生在距车顶最近的受电弓弓角和软连线最低点[1]。传统的钛合金受电弓弓角已不能满足苛刻的绝缘性能要求,迫切要求研制具有高性能的绝缘弓角。
高速动车组受电弓绝缘弓角系列产品在美国、欧洲和日本等发达国家已经形成产业,产品批量生产;而国内目前该领域尚属空白,我国高速动车组使用的受电弓绝缘弓角全部依赖进口。
本文采用异氰酸酯改性环氧树脂为胶黏剂,玻璃纤维布为增强材料,通过模压成型工艺[2]制得的高速动车组受电弓绝缘弓角,经检测,各项性能指标均达到技术规范要求,成功替代进口产品。
1 制备部分
1.1 原材料
TDI-100,工业品;E-51,工业品;DMF,工业品;2-甲基-4-乙基咪唑;丙酮,工业品;7628玻璃纤维布。
1.2 制备
(1)胶粘剂的合成
在装有温度计、搅拌器的反应容器中加入适量的DMF溶剂,然后按(1.5~2.5)∶1的摩尔比加入甲苯二异氰酸酯(TDI-100)和E-51,开动搅拌,升温至100℃~115℃,保温反应2h,然后降温至50℃以下,加入适量丙酮溶剂,再加入适量2-甲基-4-乙基咪唑,调节胶化时间至200~300s(平板小刀法,180±2℃),制得固体含量68%(140±2℃,30min)的异氰酸酯改性环氧树脂溶液[3]。
(2)上胶坯布的制作
用上述改性环氧树脂溶液为浸渍树脂,用7628玻璃布为增强材料,在立式上胶机上制备上胶坯布。上胶温度为150℃~180℃,车速为500~1 600r/min,控制坯布的树脂胶含量在42±2%左右,可溶性控制在85%左右,挥发成分控制在1%左右。
(3)受电弓绝缘弓角模压成型
将上述制得的上胶坯布,按照一定的尺寸要求裁好,再在卷管机上卷制成管状半成品,然后放入特定形状的模具内并放在200t热压机上,逐步升温至180℃~200℃,施加1~4MPa的压力,保温2~3h,冷却至100℃以下,卸压脱模,经修整加工制得绝缘弓角成品。
1.3 压制工艺流程图(见图1)
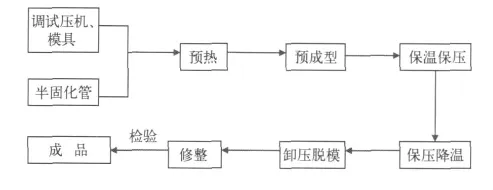
图1 绝缘件制备工艺流程图
1.4 异氰酸酯与环氧树脂反应机理
异氰酸酯改性环氧树脂反应机理如图2所示。

图2 异氰酸酯改性环氧树脂反应机理
2 受电弓绝缘弓角性能要求及测试结果(表1)
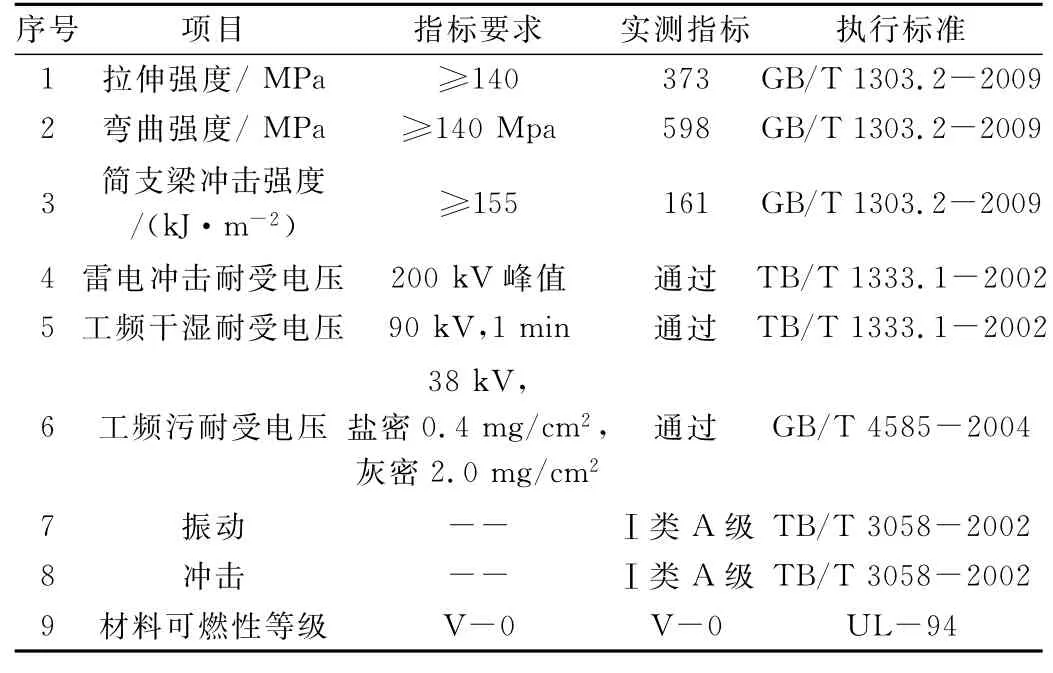
表1 受电弓绝缘弓角性能要求及测试结果
经异氰酸酯改性的环氧树脂固化后,所得固化产物马丁耐热超过185℃,冲击强度147.15N·cm/cm2,温度指数177℃,与H级耐热指标比较接近。该体系制成的玻璃布增强材料还具有优良的耐寒性、耐湿热性、自熄性,在200%湿度下力学性能长期(20 000h)不变化。
3 结束语
绝缘弓角安装于受电弓弓头组件上,保证了受电弓在过道岔的时候能够将接触导线平滑过渡到炭滑板上。经测试,该产品符合高速动车绝缘弓角技术规范,各项性能指标均达到设计要求,成功运用于高速动车组,可以替代同类进口产品。
[1]李泽光.电力机车车顶绝缘装置污闪情况的分析及预防措施[J].电力机车与城轨车辆,2007,30(2).
[2]Otsu Tatsuya,Kjtahata.Sheet Molding Compound for Compression Molding[J].JW2002338712.2002.
[3]王汝敏,陈立新,张双存,等.氰酸酯改性环氧树脂的研究[OL].http:∥www.frponline.com.cn/News/detail_17319.html.2006-11-1.
猜你喜欢
棉纺织技术(2023年2期)2023-03-22 02:16:41
聚氨酯工业(2022年3期)2023-01-16 13:20:54
时代农机(2018年12期)2018-02-14 06:07:22
石家庄铁路职业技术学院学报(2017年4期)2017-05-25 13:26:42
上海铁道增刊(2017年2期)2017-04-18 06:50:30
国际木业(2016年9期)2017-01-15 13:55:42
国际纺织导报(2016年3期)2016-06-15 09:18:19
纺织科技进展(2015年1期)2015-11-28 05:56:37
佳木斯大学学报(自然科学版)(2015年6期)2015-10-30 09:39:42
中国塑料(2015年8期)2015-10-14 01:10:53