
切片机切片模式初探
2012-07-24 09:28段红儒
中国新技术新产品 2012年4期
段红儒
(陕西宝鸡卷烟厂制丝车间,陕西 宝鸡 721013)
秦皇岛烟机有限公司生产的FT64型切片机的切片模式分为四刀五片、三刀四片、二刀三片和一刀二片。目前国内卷烟企业使用该厂切片机切片模式普遍采用的都是三刀四片。宝鸡卷烟厂二车间2005年底投入生产的切片机,也采用的是三刀四片的切片模式。
1 切片机的工作原理
分切机工作,以切完一个烟包并将其运走为一个循环过程。当分切机工作时,如果切片机皮带上有料,则在B3处等待。当分切机完成一个循环过程后,备料皮带向分切机送料,当烟包离开B1时,编码器BM200开始计数,到达B4时,分切机皮带停止,推板开始闭合。托架挡板开始护料,在烟包由B1运行到B4的过程中,PLC内已计算出烟包的长度,同时根据烟包的长度,自动算出所切烟包的切片数,然后,推板电机带动推板向前推料,当挡住托架上的第一个光电管B10时(第二个光电管B11起限位作用,防止烟包推出切片机),经过一段延时后推板电机停止,切刀下切,(可根据所切烟片的实际长度在触摸屏上修改延时时间来增减烟片的长短),当确保出料带上无料(即烟包离开B9),以及出料皮带正在运行时,托架挡板卸料,切刀提起,然后托架挡板又开始护料,推板小车推料,以次类推。切片皮带上无料时,推板小车后退,同时推板打开,然后等待下一个烟包入料。
2 改变切片模式的可行性分析
理论上分析,切片机二刀三片切片模式比三刀四片的切片模式由于少切一刀,因此在降低烟叶消耗上存在可操作性。但由三刀四片的切片模式改为二刀三片切片模式,存在以下几个问题:
2.1 从制丝工艺上,能否保证叶片回潮机的工艺指标?
片烟生产每包为200kg,烟包的长度一般为1100mm左右,按照三刀四片的切片模式,每刀切下的烟块长度为275mm,重量为50kg。实际生产时,根据我们的测试,切下的烟块最大为54.6kg,最小为 48.7kg,长度在 297~266mm。从理论上分析,二刀三片切片模式,每刀切下的烟块长度约为366mm,重量约为66.7kg,在叶片回潮机中能否完全松散?回潮后的烟叶水分能否保证?出口温度能否保证?
2.2 从设备能力上,能否保证叶片回潮机的正常运行?
FT64型切片机的额定生产能力2400kg/h~8000kg/h(切三刀四片时);额定生产能力大于8000 kg/h时,需连续进料。车间的生产能力是3000kg/h,改变为二刀三片的切片模式,生产能力可以说是能够保证的,但叶片回潮机滚筒内耙齿的强度是否能够经受住过大的烟片?
2.3 改变切片模式,对设备的控制系统和设备本身是否要进行大的改造?
2.4 改变切片模式,是否影响片烟线流量的不稳定和水分大的波动。
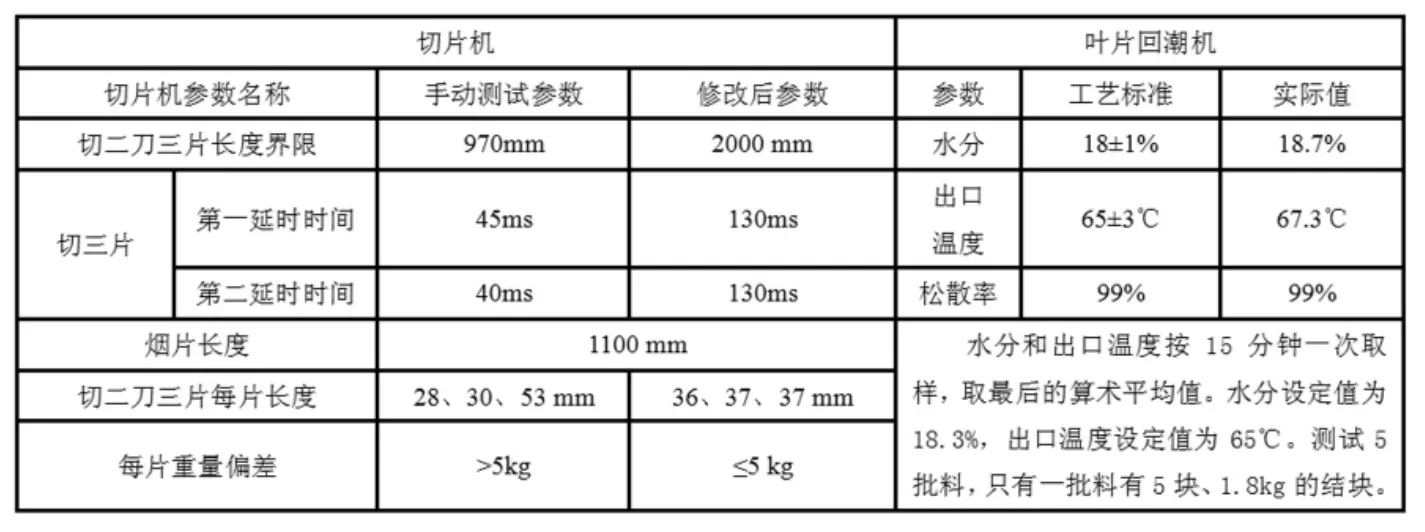
表1 切片机和叶片回潮机二刀三片试验数据
通过我们对切片机五批料的手动测试,更改后二刀三片的切片模式所切烟片,经过叶片回潮机后,水分、温度和松散率均与三刀四片的切片模式基本符合,由于是手动切片,切片大小不一,造成流量不稳,水分有波动,并存在在叶片回潮机入口堵料现象。
我们将切片机的参数进行修改和优化,以自动方式进行二刀三片的切片模式试验,通过一个多月的试验,解决了切片大小不一,流量不稳,水分有波动的问题。以下是试验数据:
切片机二刀三片时的流量为3000kg/h,流量较大,叶片回潮机后的喂料提升机仓储量较多,切片机经常停机,造成流量不稳、水分波动。将流量调整为2800kg/h时,停机现象消除,水分稳定,效果较好。
通过以上分析,我们认为切片机二刀三片的切片模式是可行的,对生产、工艺不会带来不可逆转的破坏性问题。
3 对存在问题的改进
在试验中,存在堵料现象,主要是在振动滑槽与叶片回潮机入口的咽喉处和静态秤与振动滑槽的接口处拔汽罩处堵料。其中还存在的问题就是进料斜皮带输送机皮带打滑,不能输送叶片现象;由于切块的长度增加,有时切块卡在挡板和皮带机处,切块不能落下。
对堵料现象,我们采取对叶片回潮机的入口排潮风管排汽罩进行改造,将入口排潮风管排汽罩提高70mm,解决了叶片回潮机入口堵料问题。对挡板卡切块的现象,通过测试和试验,把原挡板950 mm×604 mm×50mm的长度裁掉近三分之一后,变为660 mm×604 mm×50mm,解决了卡料现象。
由于输送机的速度慢,在输送机上的叶片太多,造成进料斜皮带输送机皮带打滑,不能输送叶片。通过修改输送机电机的频率,由37Hz调整到45Hz后,输送机速度加快,在输送机上的叶片减少,这一问题得到解决。
同时,为了保证入口加水量,对入口喷汽喷水的喷嘴上移100mm,并改变喷嘴的角度。
以上问题解决后,切片机切二刀三片模式正常运行,叶片回潮机对二刀三片模式切出的叶片处理的效果与三刀四片模式切出的效果基本吻合,差异不大,通过二刀三片模式切出的叶片,理论上分析造碎率要比三刀四片模式切出的叶片要小的多,实际测量这一项目,也验证了这一点。以下为2008年4月14日至2008年4月21日改造前和2008年4月25日至2008年5月6日改造后,叶片回潮机出口振筛烟片筛分量统计数据的比较:
2008年4月14日至2008年4月21日,11批软猴王,在叶片回潮机出口振筛筛出小于5mm以下的烟片软猴王平均17.03kg,12批金猴王平均筛出23.1kg。改造后,从2008年4月25日至2008年5月6日,12批软猴王,在叶片回潮机出口振筛筛出小于5mm以下的烟片软猴王平均14.18kg,13批金猴王平均筛出17.73kg。软猴王、金猴王筛出小于5mm以下的烟片每批平均分别减少2.85kg和5.37kg,不考虑生产牌号,平均减少4.11kg。2008年5月份车间共生产卷烟30485.2箱,按平均4.11kg计算,该项目就减少造碎1252.94kg,如果按21.2%的出尘量计算,2008年5月份265.62kg烟叶将变成粉尘。
结束语
通过以上试验和分析,我们认为二刀三片模式切出的叶片可以有效降低烟叶损耗,提升烟丝整丝率,既可降低成本,又可提高产品内在质量。切片模式的改造取得了成功,亦得到了设备生产厂家秦皇岛烟机有限公司的认可,在全国使用该类型切片机的卷烟生产企业具有推广价值。
猜你喜欢
发明与创新(2022年27期)2022-09-16
橡塑技术与装备(2021年16期)2021-08-27
起重运输机械(2021年4期)2021-03-26
锦绣·中旬刊(2020年4期)2020-10-20
印刷工业(2020年5期)2020-03-29
临床与实验病理学杂志(2020年1期)2020-03-05
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
锻压装备与制造技术(2019年4期)2019-08-28
