
基于模型的工艺信息标识方法研究
2012-07-09 01:16:50张祥祥陈兴玉程五四张红旗曾祥宇
图学学报 2012年6期
张祥祥, 陈兴玉, 程五四, 张红旗, 曾祥宇
(1. 中国电子科技集团公司第三十八研究所,安徽 合肥 230088;2. 上海湃睿信息科技有限公司,上海 200072)
在当前产品设计过程中,三维数字化模型可以很好地解决结构形状信息的表达问题,而生产中必需的尺寸公差、表面粗糙度、加工方法等非几何制造信息的表达仍然基于二维工程图和工艺卡片。在当前“三维设计+二维生产”的混合模式下,设计人员除了建立三维模型外,还需要花大量时间和精力用于把三维模型转化为二维工程图;工艺人员基于二维图纸开展工艺设计,提交给制造人员。这种频繁的更改不但增加了工作量,而且还难以保证数据的唯一性。二维工艺设计方法与上游的全三维数字化设计和下游的先进制造工艺及装备已不相适应,存在着无法有效利用设计模型信息、数据共享困难、设计知识获取和管理混乱等问题[1],已成为数字化制造业的瓶颈。
随着MBD(Model Based Definition,基于模型定义)技术的发展和推广应用,在三维环境下开展工艺设计已成为可能。MBD技术是一个用集成的三维实体模型来完整表达产品定义信息的方法体,将产品信息中的几何形状信息与尺寸、公差、工艺信息通过一个完整的三维实体模型来表达[2]。国内技术产品文件标准化技术委员会借鉴MBD先进经验,结合我国制造业实际,组织编写了GB/T 24734-2009《技术产品文件 数字化产品定义数据通则》[3],对产品数字化设计制造三维标注进行了规定。目前,在借鉴MBD技术在波音公司成功应用经验以及结合GB/T 24734-2009基础上,许多学者做了基于MBD模型的三维工艺设计的尝试。但这些研究基本上还处于概念设计阶段,且集中在三维数字化装配工艺规划、装配过程仿真、数据信息管理、数控编程流程等方面[4-7]。现有的研究已经可以在Pro/E、CATIA等主流CAD软件实现尺寸、几何公差、表面粗糙度等非几何信息标识[8-10],而关于工艺信息(如加工方法、设备信息、刀具信息、工艺参数等)在模型上规范标识的研究还未见报道。鉴于此,本文在分析机加工三维工艺设计流程的基础上,研究机加工工艺信息在三维环境下的标识方法,实现工艺信息在模型上的规范标识。
1 机加工三维工艺设计流程
三维数字化工艺开发的显著特点是在三维环境下,工艺设计人员利用各类三维数字化实体模型建立起数字化工艺模型,通过模拟仿真,确定出合理的、可行的制造工艺。同时生成工艺图解和操作动画等多媒体工艺数据,编制成三维数字化制造工艺[2]。在MBD模式下,面向制造过程的零件各道工序模型是生产制造的唯一依据,是加工过程指导信息的载体。
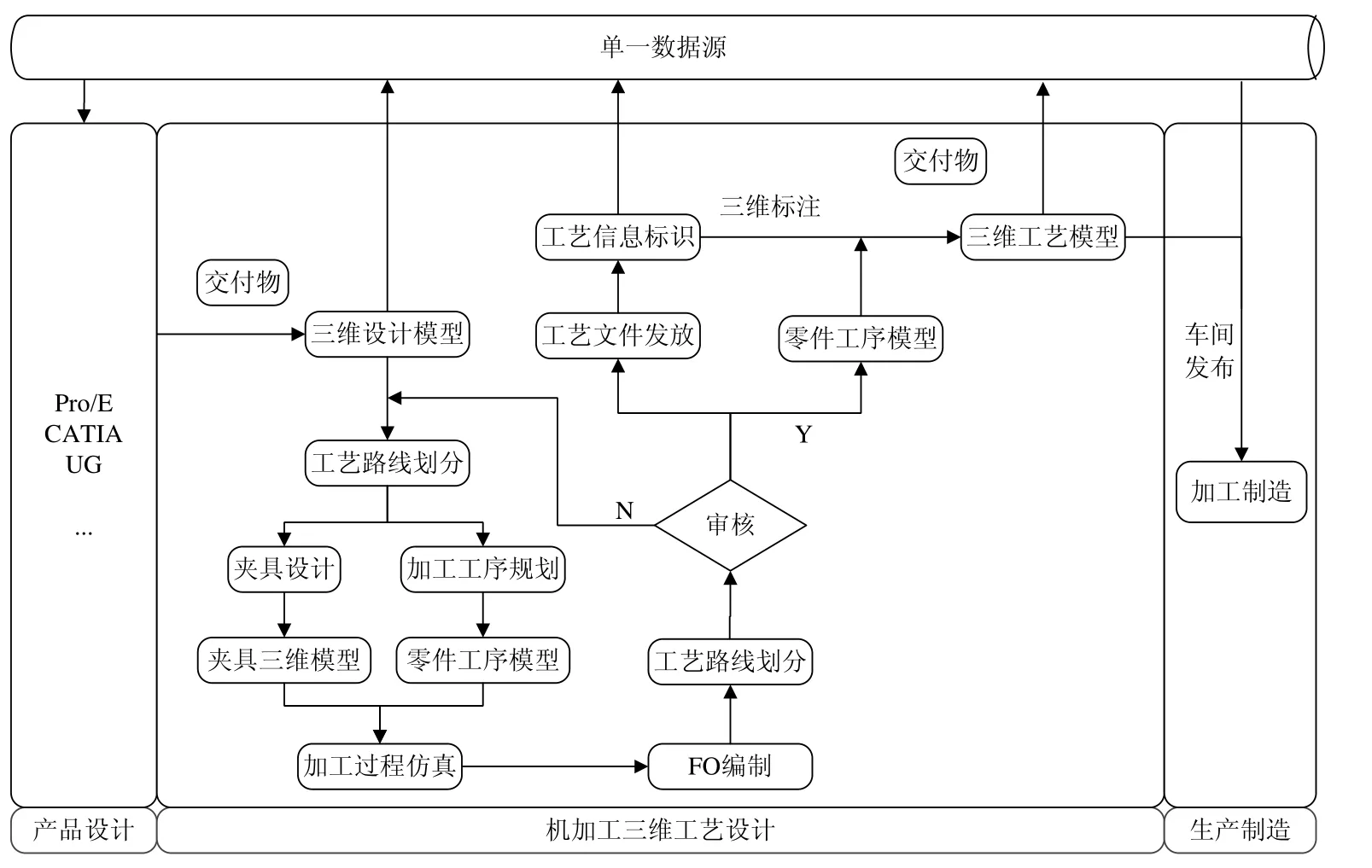
图1 机加工三维工艺设计流程
机加工三维工艺设计设计流程,如图1所示。工艺人员从产品单一数据源中读取零件三维设计模型,进行工艺路线划分。在三维环境下,工艺人员完成对零件的工艺规划,建立零件的工序模型;工装人员确定加工过程所需要的工装数量及种类,同步开展工装设计,建立工装三维模型;在工艺仿真环节,对零件加工过程仿真,编写制造指令(Fabrication Order,FO)并进行工艺审核。审核通过之后,生成生产性工艺文件和零件的各道工序模型,接着对工艺文件内的工艺信息进行标识,并通过三维标注技术构建集成工艺信息的零件工序模型。最后,将零件工序模型下发到车间,将工艺信息直观地反映给工人,指导工人加工。其中,工艺信息标识环节用于实现工艺信息在模型上表达,是三维工艺的关键问题之一。
2 工艺信息标识方法
传统工艺信息表达限于二维形式,离散于工艺卡片和工艺简图等载体,不能与三维模型特征直接关联,制造人员需要花费大量时间去消化图纸和工艺卡片,获取制造信息。这种方式无法直观反映工艺细节,表达方式多样,且纸制文件难以管理,给操作人员理解和使用带来困难。MBD模式下,工艺信息包含在信息模型中,具有统一的表达方法,且与模型特征直接关联;制造人员可以直接在模型上获得对应特征的工艺信息,用于加工制造。可以看到,研究MBD模型上工艺信息统一表达方法可以有效克服二维工艺信息表达不直观、方法各异、数据管理困难等问题。
MBD模型强大的非几何信息描述能力为工艺信息的标识提供了全新的定义方法,采用标注与属性联合表达的方式集成表达所有信息[9]。机加工工艺信息种类繁杂,若以纯文字形式标注工艺模型,将和模型其它标注信息形成庞大的标注信息集,并且覆盖整个设计模型,造成应用的不便与混乱。而采用符号的形式标识工艺信息便于用户理解和记忆,可有效区别于模型上其他标注信息,使用户更形象直观地获取相关工艺信息。为此,本文参照现有标准,提出了以“符号+文本”的形式标识工艺信息,主要包括工艺信息符号制定、组合符号构建和三维标注。
2.1 工艺信息符号制定
2.1.1 工艺信息标识方式
机加工工艺信息种类繁多,主要包括加工方法、定位与装夹方式、工艺参数、切削参数等信息,针对不同类型信息应采用不同类型的标识方式。在MBD模式下,模型的非几何制造信息通常采用属性和(或)标注的方式表达[9]。模型的一些内置非几何信息(如零件管理类信息、建模说明类信息、批准发行类信息、零部件技术要求及材料类信息等)与模型几何特征无关联关系,通常以零件属性的形式表达;而工艺信息与模型几何特征密切相关,应以标注表达法标注在模型上,详细情况如表1所示。

表1 机加工工艺信息分类标识方法
2.1.2 工艺符号制定方法
目前已发布的国内标准中有部分标准零星给出一些工艺符号制定要求,如 GB/T 24740-2009《技术产品文件 机械加工定位、夹紧符号表示法》规定了定位、夹紧方式符号绘制要求;国标GB/T 3167-1993《金属切削机床 操作指示形象化符号》、GB/T 16273.2-1996《设备用图形符号 机床通用符号》规定了常见机加工艺方法符号、刀具指示符号等。这些标准为工艺信息符号制定提供了有力支撑。如图2所示,工艺信息符号制定的方法为:充分利用已经符号化或代码化的标准,作为符号制定的基础;对目前国内标准没有符号规定的工艺信息,考虑工艺实际情况,采用新建符号或文本的方式标识。在确定工艺信息标识方式的基础上,结合基础标准对符号及文本的字体、线宽、比例等细节要素的规定,通过CAD软件模板化定制和扩充,制定工艺信息符号,并存储在工艺符号数据库中。
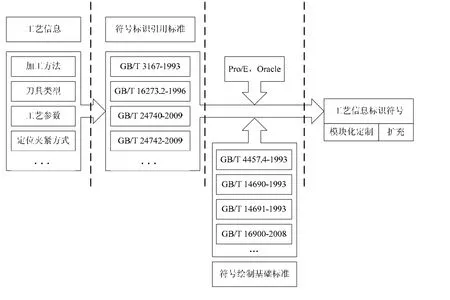
图2 工艺信息符号制定方法
2.1.3 工艺符号制定原则
在工艺符号制定过程中,至少应遵循以下6项原则:
1)符号表述应清楚、明确,能形象直观地反映所代表的工艺信息,且一个符号表达一个含义,在易引起歧义的情况下应附加说明以示区分;
2)符号的尺寸应与模型大小和位置相适应;
3)与符号联用字体的类型、高度和线型应与其他标记的字体相同;
4)符号高度、线宽等应从相应标准的公称尺寸系列中选择;
5)当仅用符号表示不明确时,可以用文字补充说明;
6)工艺符号应存储于数据库中,可以方便的录入、读取及组合使用。
2.2 组合符号构建
在制定工艺信息符号的基础上,研究工艺信息的逻辑关系,通过有序组合形成工艺信息组合符号标识。组合符号标识的关键是清晰、完整、简洁表达零件在各道工序的工艺信息。如图3所示,机加工工艺设计过程一般包括工艺性审查、工艺路线确定、工序设计等阶段,在不同阶段确定相应的工艺信息。在工艺性审查阶段,根据零件的生产特点确定零件生产类型(大批量、小批量等),提取零件加工特征进行加工工艺性分析,确定对应的加工方法;在工艺路线确定阶段,选择零件定位、测量和装配基准,确定零件加工工序序列,确定工序加工余量和毛坯尺寸,根据零件加工精度要求划分加工阶段(粗加工、半精加工、精加工);在工序设计阶段,由加工方法和零件精度要求依次确定各工序的机床设备、刀具、夹具和量具等工艺装备,并由工艺尺寸链计算各工序尺寸及公差;在切削参数确定阶段,根据工序尺寸确定工步序列及对应的切削参数;在辅助信息确定阶段,确定加工过程中切削液、工时定额、经济分析等信息。

图3 机加工工艺信息逻辑关系
基于此,工艺信息组合符号标识应按照工艺信息逻辑关系确定组合符号序列,主要包括数量、设备、加工方法、刀具类型、刀具参数、切削参数和切削液等符号码段等。
其各自含义为:
数量:本道工序/工步加工对象的数量;
设备:本道工序/工步加工选用的机床;
加工方法:本道工序/工步采用的工艺加工方法(车削、铣削、刨削、拉削……);
刀具类型:本道工序/工步使用的刀具类型(车刀、铣刀、刨刀、拉刀……);
刀具参数:本道工序/工步使用刀具的几何参数(前角、后角、主偏角、副偏角……);
切削参数:本道工序/工步加工过程中选用的切削用量参数(切削深度、切削速度、进给量……);
备注:以上信息以外的其他附加说明。
2.3 组合符号三维标注
MBD模式下,工艺信息可以直接在三维模型中标注。参考 GB/T 1182-2008和 GB/T 24734-2009对几何精度标注的相关要求,机加工工艺信息三维标注包括标注线、标注平面、标注框和标注框内的组合符号。标注线和标注平面与三维几何模型关联,同时与标注框和组合符号保持关联。组合符号的三维标注是对工艺信息的三维显示,当模型旋转和缩放时,组合符号应随之旋转、缩放。在进行三维标注时,标注线、标注平面和标注框应满足相应标准的要求,且以易于其他标注信息区分、布局美观为原则。
3 系统实现
在以上分析的基础上,本文基于Pro/E开发了机加工工艺信息标注模块,在操作界面上通过调用工艺符号数据库中的工艺符号及对相应参数进行赋值,即可生成工艺信息组合标识符号。在此基础上,将工艺信息组合符号标注在三维模型上,实现工艺信息与三维模型的有效结合。工艺信息标注在Pro/E标准功能的基础上封装,通过交互式操作界面以所见即所得的形式展示录入数据,直观明了。该模块开发主要分为3个步骤:
1)在Pro/E绘图模块下绘制工艺信息符号,存储于工艺符号库中;
2)对Pro/E进行二次开发,开发工艺符号标注界面,通过选择调用的符号文件及输入相应参数值,生成工艺信息组合符号;
3)借助Pro/E的三维标注功能将工艺信息标注在三维模型。
图4显示了某零件工艺信息组合符号生成及标注过程。该零件本道工序为车外圆(数量为1),采用车削加工,三爪卡盘夹紧,车床代号为CX616A,选用端面车刀(前角45°,后角30°,主偏角5°,负偏角3°),切削深度为 10mm,转速为1000r/min,进给率为0.5mm/min,切削液为非水溶性乳化液。在标注过程中,通过高亮颜色显示待加工面,使制造人员能够直观地理解工件的工艺信息。
4 结 束 语
随着MBD技术的应用推广,基于三维模型的数字化工艺设计已逐渐成为国内研究的热点,而在面向制造过程的零件三维工序模型上如何规范有序地标识工艺信息成为实施该过程的关键支撑技术。本文分析了机加工三维工艺设计流程,提出了 “符合+文本”的工艺信息标识方法,并对工艺信息符号制定和组合符号构建技术进行了研究和突破。该方法能很好的解决三维环境下机加工工艺信息规范标识问题,为三维数字化工艺设计做了有益的探索。
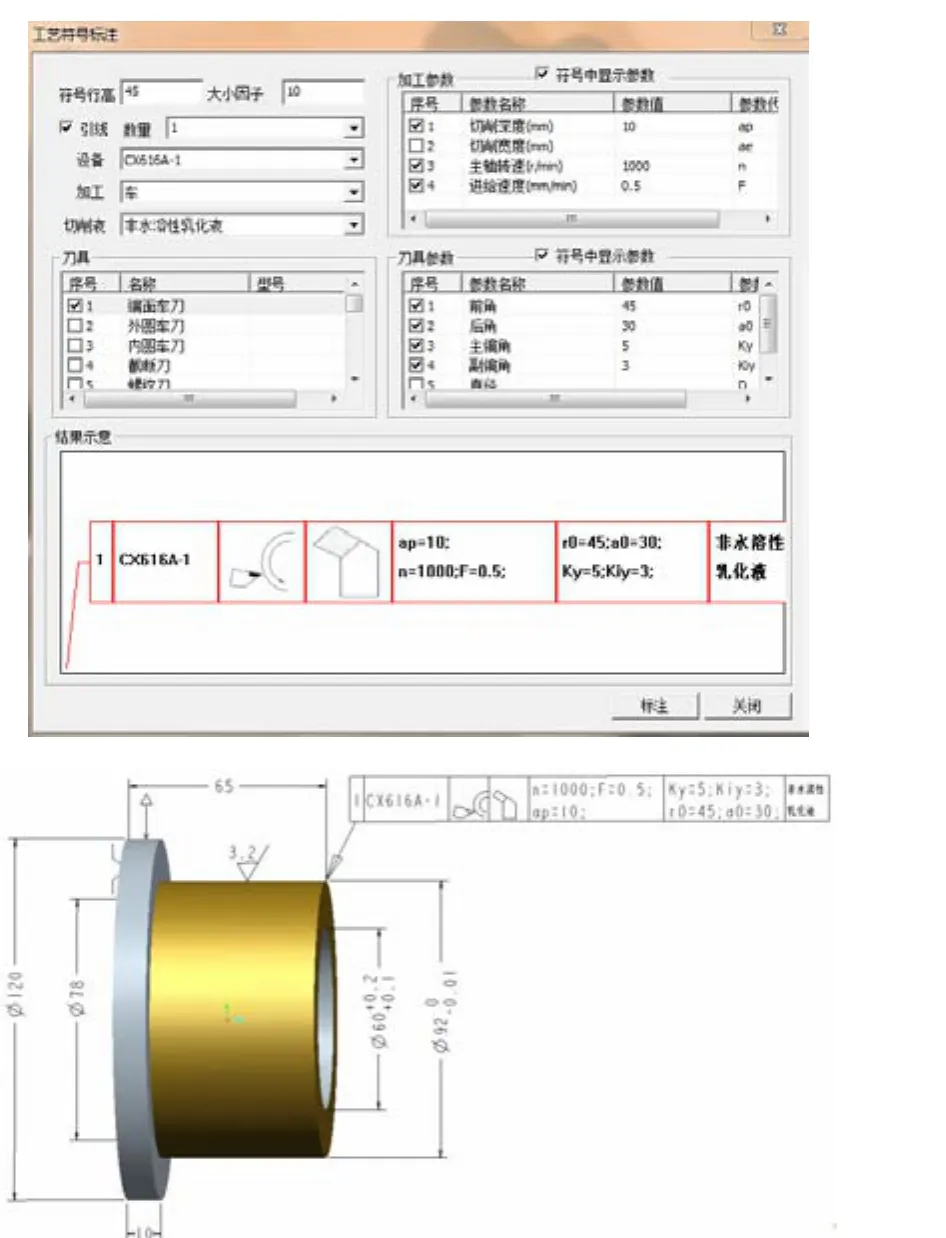
图4 工艺符号标注界面
[1] 陈兴玉,张红旗,陈帝江,等. 复杂机电产品全三维工艺设计方法[J]. 雷达科学与技术,2010,10(5):474-479.
[2] 周忠秋,樊庆春. MBD支持的产品协同设计及协同信息表达[J]. 制造业自动化,2011,1(1): 55-59.
[3] GB/T 24734-2009,技术产品文件 数字化产品定义数据通则[S].
[4] 余志强,陈 嵩,孙 炜,等. 基于MBD的三维数模在飞机制造过程中的应用[J]. 航空制造技术,2009,25(S2): 82-85.
[5] 冯廷廷,金 霞,王 珉,等. 基于MBD的飞机装配工艺模型设计[J]. 航空制造技术,2010,24: 95-98.
[6] 张荣霞,张树生,周竞涛,等. 基于MBD的零件制造模型构建研究[J]. 航空制造技术,2011,(10): 60-63.
[7] 简建帮,洪建胜,李迎光. 基于MBD和特征的飞机结构件数控加工方法[J]. 机械科学与技术,2011,30(5): 756-760.
[8] 丘宏俊,俞文静. 基于产品三维模型的工艺设计及其可视化技术研究[J]. 中国制造业信息化,2009,38(11): 28-31.
[9] 周秋忠,查浩宇. 基于三维标注技术的数字化产品定义方法[J]. 机械设计,2009,28(1): 31-37.
[10] 刘伟东,宁汝新,刘检华,等. 虚拟装配系统中几何精度三维标注技术与方法[J]. 计算机辅助设计与图形学学报,2010,22(8): 1316-1323.
猜你喜欢
中老年保健(2022年5期)2022-08-24 02:36:10
娃娃乐园·综合智能(2022年8期)2022-07-28 05:35:42
幼儿园(2021年6期)2021-07-28 07:42:14
小学生学习指导(低年级)(2019年11期)2019-11-25 07:31:48
电子制作(2018年14期)2018-08-21 01:38:36
小学生导刊(2017年13期)2017-06-15 20:29:38
湖南农业(2016年3期)2016-06-05 09:37:35
少儿科学周刊·少年版(2015年3期)2015-07-07 21:01:29
天津科技大学学报(2015年4期)2015-04-16 04:55:11
钛工业进展(2014年5期)2014-02-28 16:42:29
