
一种基于DSP的PET瓶盖缺陷检测算法的设计
2012-07-02 01:15黄伟基谢云
自动化与信息工程 2012年5期
黄伟基 谢云
(广东工业大学自动化学院)
一种基于DSP的PET瓶盖缺陷检测算法的设计
黄伟基 谢云
(广东工业大学自动化学院)
提出了一种基于DSP的PET瓶盖缺陷检测算法,能快速检测瓶盖内外圆边缘是否有缺陷,密封圈内是否有污点。检测算法主要包括图像预处理、二值化、感兴趣区域提取、瓶盖的边缘提取、缺陷检测等。实验证明:本算法每小时可检测瓶盖数36000个以上,可检测出0.1 mm的缺陷。
嵌入式;瓶盖图像;DSP
0 引言
近年来,随着我国塑料瓶吹塑生产工艺流程的技术提升以及瓶级塑料树脂质量的提高,塑料瓶盖及瓶身的生产量获得了飞速地发展,生产总量已位于世界前列,但瓶盖检测技术发展缓慢。中国急需价格合理、性能可靠、适合我国国情的瓶盖在线检测系统。
瓶盖的缺陷检测主要是检测外盖(即瓶盖的外圆边缘),以及密封圈(即瓶盖的内圆)是否有缺陷,成型是否饱满,结构是否完整,有无明显收缩,瓶内有无污点等。目前国内还没有较为完善的瓶盖检测技术,主要靠人工检测。但现在国内的瓶盖生产速度可达每秒10个以上,人工检测根本无法达到该速度。
针对这一状况,本文提出了基于DSP的聚对苯二甲酸类(polyethylene terephthalate,PET)塑料瓶盖缺陷在线检测系统,并着重讨论缺陷检测的算法。
1 PET瓶盖缺陷机器视觉检测原理
1.1 机器视觉系统硬件组成
机器视觉系统主要由图像采集、图像处理、结果输出三部分组成[1],检测系统的硬件结构框图如图1所示。机器视觉的重要基础和核心是图像处理技术。图像处理技术主要包括图像预处理技术、感兴趣区域提取、二值化分割技术等。图像处理技术为后续的几何特征提取和目标参数计算做了充分地准备,是整个机器视觉检测系统不可缺少的部分。
1.2 缺陷检测算法的功能及流程
PET瓶盖缺陷主要是检测瓶盖内外圆边缘是否有缺陷,瓶盖内部密封圈内是否有污点。本算法先对图像数据进行相应的预处理,并使图像的缺陷特征明显表现出来,然后采用缺陷识别算法对图像的缺陷进行检测。算法功能流程图见图2。
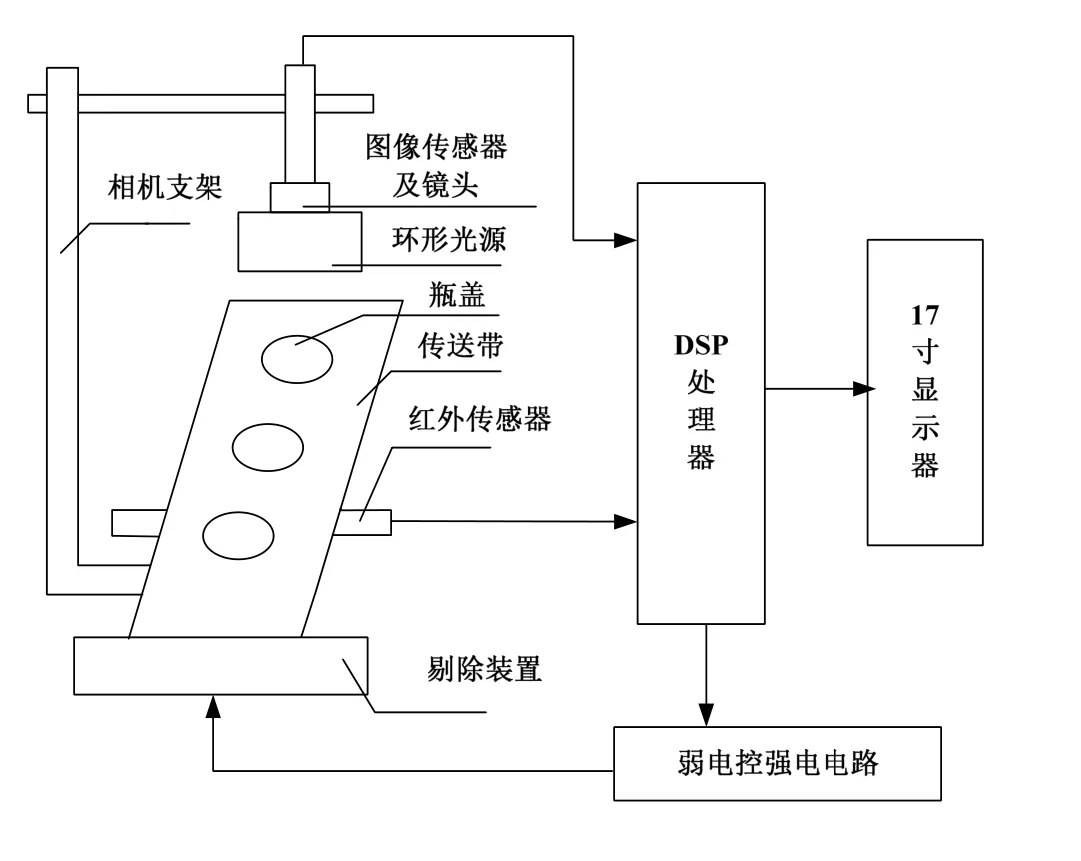
图1 检测系统的硬件结构框图
2 PET瓶盖缺陷检测算法设计
DSP对图像采集卡拍得的图片进行分析,找出缺陷并通知剔除装置剔除不合格产品。一幅图片拍摄后,数据在DSP中进行如下处理。
2.1 中值滤波[2]
任何一幅未经处理的原始图像,都存在着一定程度的噪声干扰。噪声恶化了图像质量,使图像模糊甚至淹没特征,给图像分析处理带来困难。因此,对图像的预处理,首先从滤波开始。
本算法采用3×3中值滤波,其基本思想是用像素点邻域灰度值的中值代替该像素点的灰度值。由于不依赖于邻域内那些与典型值差别很大的值,该方法在去除脉冲噪声的同时又能保留图像的边缘细节。中值滤波器在处理连续图像函数时与线性滤波器的工作方式类似,但是滤波过程却不再是加权运算。
2.2 阈值分割[3]
把一幅灰度图像转换成二值图像是阈值分割的最简单形式。设原始图像为f (x,y),首先以一定准则在f (x,y)中找出一个灰度值T作为阈值,将图像分割为两部分,即把大于该阈值像素点的灰度值置为0,小于或等于该阈值像素点的灰度值置为255,阈值运算后的图像为二值图像g (x,y),数学表达式如下:

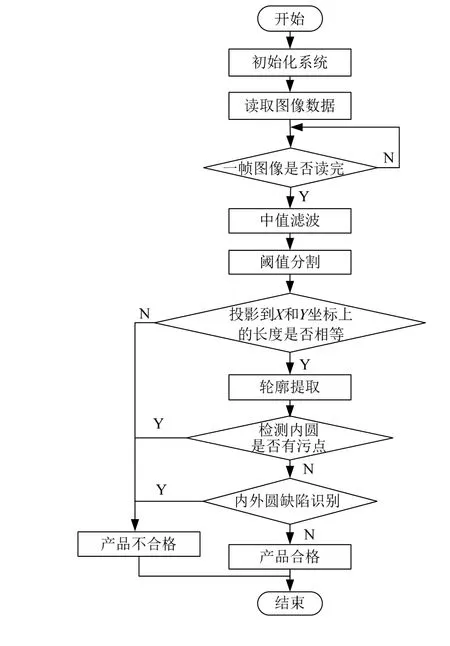
图2 算法功能流程图
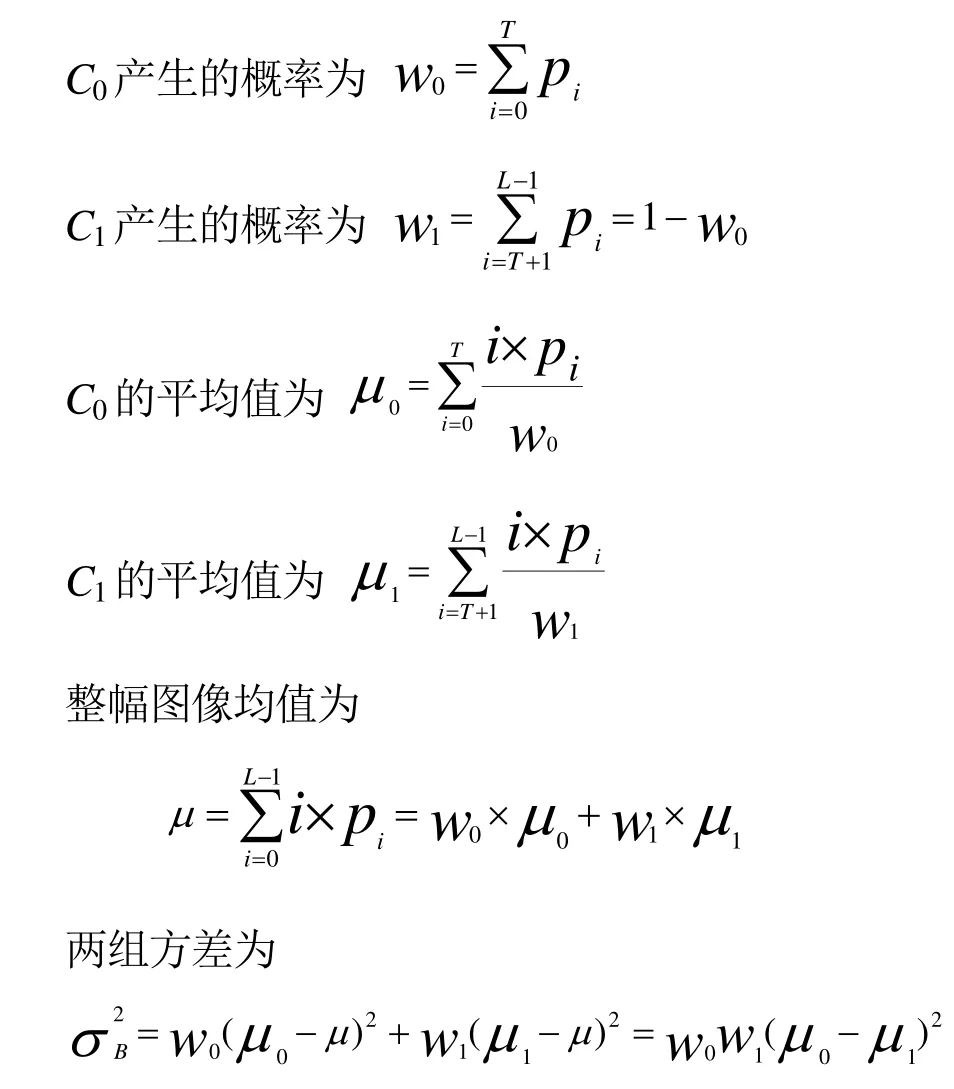
本算法实际使用了最大类间方差阈值分割,该方法简单而快速。方法如下:把直方图在某一阈值处分割成两组,当被分成的两组间方差最大时,确定阈值。图像像素数为N,灰度范围为[0,L-1],对应灰度级i的像素数为ni,则有:

把图像中的像素按阈值T分成两类C0和C1,C0由灰度值在[0,T]之间的像素组成,C1由灰度值在[T+I,L-1]之间的像素组成,各组产生的概率如下:
上述为最大类间方差阈值分割的数学表示过程。在以后的研究中,根据算法的运行速度还将考虑采用局部阈值最大类间方差阈值分割法,这样的阈值分割将能提取更多的有效信息。图3是经过阈值分割后的效果图。
2.3 投影
求圆心是圆缺陷检测的基础。本算法运用简单求圆心的方法:把阈值分割后的图像分别投影到X和Y轴,然后各自求出投影长度的中心坐标,即是圆心坐标。若投影到X和Y坐标的阴影长度相差超过某个理论值,即可断定该瓶盖有缺陷,不用进行下一步算法。只有当投影到X和Y坐标上的阴影基本相等才继续下一步处理。图4为对X及Y轴进行投影后的结果图,求得AB与DC中点即为圆心。

图3 最大类间方差阈值分割后的效果图

图4 对X及Y轴投影后的效果图
2.4 边缘提取
求出圆心后再对阈值分割的图像进行边缘提取,本算法采用Soble算子。
步骤为:① 分别将2个方向模板沿着图像从一个像素移动到另一个像素,并将像素的中心与图像中的某个像素位置重合;② 将模板内的系数与图像上相对应的像素值相乘;③ 将所有相乘的值相加;④将2个卷积的最大值赋给图像中对应模板中心位置的像素,作为像素新的灰度值;⑤ 选取合适阈值T,若新像素灰度值大于或等于T,则判断该像素点为图像边缘点。图5为Soble算子的卷积模板。图6为用Soble算法对瓶盖进行边缘提取的效果图。
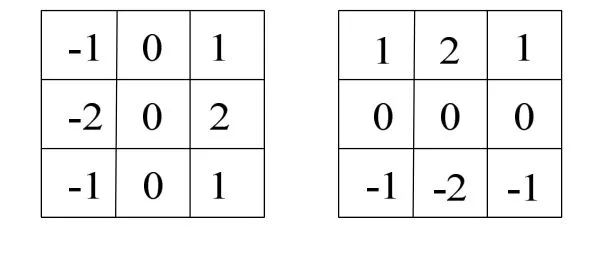
图5 Soble算子的卷积模板
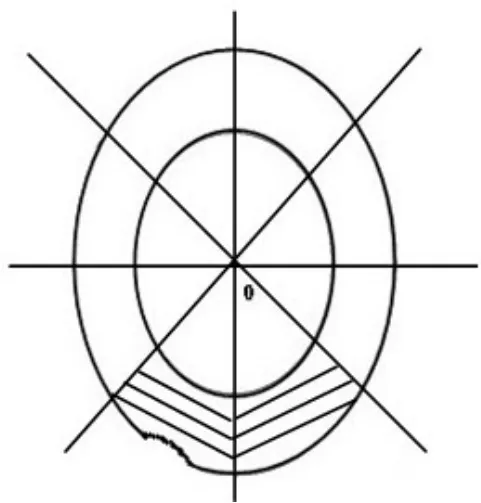
图6 边缘提取后的效果图
2.5 缺陷检测
内外圆缺陷检测:求得圆心和进行边缘提取后,即可通过检测圆每个区域的面积是否大致相等来判断是否有缺陷。如图7所示,从圆心出发,将圆环分成若干等份,计算每个区域的面积。若相差不大,则没有缺陷;若有明显的差别,则说明该瓶口有缺陷,图7所示为明显有缺陷。
污点检测:若某黑像素区域为多连通点,并且该区域到圆心的距离小于半径,则断定内盖内有污点,如图8所示。

图7 瓶盖外圆检测

图8 密封圈内污点检测
3 实验及结果分析
经过试验验证,本算法每帧图像处理时间小于80 ms;数据精度大于76像素/英寸;可检测出0.1 mm的缺陷;系统处理瓶盖速度每小时达36000个以上;准确率达98%,较好地满足了生产线上的要求。
本算法目的是检测瓶盖内外圆边缘是否有缺陷,瓶盖密封圈内是否有污点。图9和图10分别列出了这两种缺陷的情况。

图9 检测出瓶盖边缘有缺陷的效果图

图10 检测出瓶盖密封圈内有污点的效果图
4 结论
本文提出一种基于DSP的瓶盖缺陷检测算法,该算法能快速识别内外圆边缘缺陷和密封圈内污点,可用于生产线上;系统高效实用且安装方便,所用到的软硬件技术若加以改进后可适用于各种制造业的在线缺陷检测,技术推广前景广泛。
[1] 康耐视.药片颗粒的机器视觉检测系统[J].自动化博览,2010,(增1):85.
[2] Khanfir S, Jemni M. Reconfigurable hardware implementations for lifting-based DWT image processing algorithms[C] //IEEE The 2008 International Conference on Embedded Software and Systems, ICESS,2008.
[3] 王成群.基于机器视觉的音膜同心度测量系统系统的研究与设计[D].广东:广东工业大学,2008.
A PET Cap Detecting Algorithm Based on ARM and DSP
Huang Weiji Xie Yun
(Dept. of Automation, Guangdong University of Technology)
The paper describes a rapid algorithm to detect the deficiency of plastic bottle cap and the cap sealing ring if it is stained without touch. The algorithm includes image preprocessing, extraction of the interesting region and cap edge, defect detection and so on. The rationality and stability of the online inspection system are proved by theory and test. The algorithm can detect more than 36,000 caps per hour and 0.1mm defects.
Embedded; PET Cap Image; DSP
黄伟基,男,1987年生,广东工业大学在校硕士研究生,专业为控制理论与控制工程,主要研究方向:机器视觉、嵌入式系统应用。E-Mail:346542854@qq.com。
谢云,女,1964年生,自动化学院副院长,教授,主要研究方向:机器视觉、IC设计、信息与通信技术。
猜你喜欢
幼儿100(2022年23期)2022-12-27
网络安全与数据管理(2022年2期)2022-05-23
学苑创造·A版(2022年5期)2022-05-19
中国设备工程(2022年7期)2022-04-20
南方农机(2021年17期)2021-09-11
阅读(科学探秘)(2019年10期)2019-12-09
中国工程机械学报(2019年5期)2019-10-16
思维与智慧·下半月(2019年4期)2019-05-04
摄影之友(影像视觉)(2017年1期)2017-07-18
中学科技(2014年11期)2014-12-25