500T/D 浮法玻璃熔窑大跨度拱施工技术
2012-06-29 05:50罗建斌
四川建筑 2012年4期
罗建斌
(中国五冶集团有限公司炉窑工程分公司,四川成都 610061)
1 大跨度拱施工简介
500~800 T/D 浮法玻璃熔窑工程是一种生产浮法玻璃的热工设备,此设备熔化池温度1500℃以上,拱长期处于高温状态,承受酸性气体腐蚀、侵蚀、冲刷,使大拱耐材生产条件恶劣。因此,玻璃窑耐火材料既要抗高温下剧烈侵蚀作用,还要满足生产条件使玻璃液不受污染,对其材质要求非常高,否则不仅对玻璃制品质量产生影响,还会对炉体寿命产生影响。材料和砌筑质量不好将造成拱垮塌,影响生产的严重后果。
玻璃窑施工难度最大的是熔化池大跨度拱的砌筑,此拱跨度12.5~15 m 不等,拱用耐火材料700~1000 t,熔化池长33~40 m,拱胎制作量大,拱上施工操作人员多,施工恒荷载及活荷载大,安全隐患极高。所以,砌筑时应严格执行国家标准,泥浆强度要高,砖缝要饱满,以保证拱结构及整体性。并且施工时必须采取一定技术措施,以保证砌体的牢固可靠,提高炉体质量和使用寿命。
2 大拱选材
大拱结构为砖砌体咬砌,为增加大拱整体的稳定性,就必须保证每环砖列的平直、均匀。否则砖砌体整体性不强,生产时会出现拱砖“抽签”、局部下沉,甚至垮塌的危险;拱的砖缝宽度非常小,规定1.5 mm,故砌筑时必须采取措施,否则将造成砖缝宽度超标。这就对耐火砖尺寸精度要求较高,国产耐火砖生产尺寸误差常常达不到砌筑的要求,因此必须全数选砖。选砖时要特别对扭曲、熔洞、缺角、缺棱、渣蚀加强检查,不合格品不验收。
对大拱BG96 硅砖厚度按厚度尺寸选分,按1 mm 分级。并分出大中小号,统一在大头作标记,防止将砖倒砌。正式砌筑时耐火砖分级合理搭配使用。
3 拱胎的制作
制作拱胎的木材干燥要适当,并非越干越好。不同地区、不同用途对木材含水率的要求是不一样的。木制品制作完成后,造型、材质都不会再改变,此时决定木制品内在质量的关键因素主要就是木材含水率和干燥应力。必须正确掌握木制品的含水率。当木制品使用时达到平衡含水率以后,这个时候的木材最不容易开裂变形,当木材含水率高于环境的平衡含水率时,木材会排湿收缩。反之会吸湿膨胀。成都地区年平均的平衡含水率为16.1%,干燥到15%的木材用于成都是合适的。制作大拱木材的含水率必须按此要求严格验收,制作好的拱胎片放于通风阴凉处,禁止淋雨受潮或太阳下曝晒。
拱胎制作必须严格放样,各受力点必须牢固可靠,每个拱胎片4个夹板,用直径12×170 mm 螺栓,螺纹长50 mm 加垫圈组装拱胎,支撑木板用铁钉固定。
4 大跨度拱预砌筑
大拱预砌筑采用与正式条件相同的砌筑方法,检查大拱砖的搭配比例、泥浆使用情况、锁砖留设方法、拱胎的变形情况等是否符合施工要求。大拱预装示意如图1。
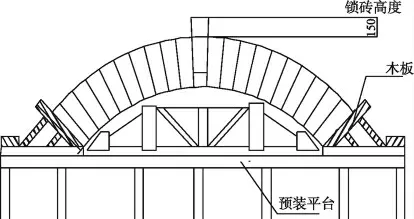
图1 大拱预装示意
5 拱的砌筑方法
砌砖前检查立柱的纵横间距,位置是否符合设计要求,尤其跨度方向误差不大于3 mm,并对其采取措施,检查上巴掌铁水平度,不符合规定应立即要求安装调整。砌筑时,拱脚砖应拉线砌筑。找正拱的跨度和角度。
砖层应平直,在砌筑同时,应调整拱脚支承钢件。拱脚砖与支承构件间,支承构件与立柱间的不平整处,均应用铁板垫平,反复检查拱脚钢结构角度是否符合要求。
5.1 大拱支设
(1)大拱拱胎间距800 mm 立柱100 mm×10 mm 木方横方100 mm×100 mm 支满堂拱,纵横拉条将立柱拉结成整体。
(2)大拱支设时按拱跨度3‰起拱,支设完毕后在拱胎上弹出纵中心线,胀缝控制线,并按弧长弹出1 m 的拱砖控制线,接着用墨线把熔池测温、测压孔标识出来。大拱支设安装如图2。
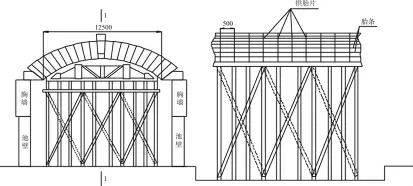
图2 大拱支设安装
5.2 大拱砌筑
砌筑大拱时采用沾浆法砌筑。为保证大拱的砖缝达到设计要求,在施工安大中小号对好入座,对砖的接触面认真研磨,研磨后预排,保证砖缝不大于1.5 mm,泥浆饱满。
砌筑时施工人员以膨胀缝为段,均衡安排施工人员,使拱两端施工进度一致,以便下部支撑结构受力均匀。砌筑必须以1 m 的控制线为依据,拱每砌5 列拱砖检查一次,检查内容为砖放射缝是否与半径吻合,距离是否相同。拱砌筑完后检查每块砖的标记是否在拱上方(大头方向),坚决杜绝大小头砌反,且每段拱必须当班砌完,24 h 完成大拱的砌筑工作。
关于锁砖留设,大拱留设1 块锁砖,锁砖高度150 mm,拱厚450 mm,最后几块时要干排验缝,在砌筑无误情况下留设锁砖。锁砖不允许加工,炉池大拱上测温孔砖不能作锁砖,要安放在锁砖旁边的一排。大拱砌完,3 人一次性从一边向另一边打入锁砖,以免泥浆干后锁砖难以打入。
打完锁砖拉紧拉条,在拉紧时检查拱内的拉紧情况,逐步和均匀地拧紧各对立柱拉杆螺帽,使拱逐渐拱起。必须在窑拱脱离开拱胎,并经检查,未发现下沉、变形和局部下陷时,方可拆除拱胎。
6 结束语
按上述施工方法在杭州玻璃厂玻璃熔窑、明达(成都)玻璃有限公司浮法玻璃熔窑一线、四川成都电子管厂玻璃窑、江苏昆山大顺玻璃有限公司玻璃窑、施工中取得了良好的施工效果和工程质量,得到了业主的认同。
猜你喜欢
建材发展导向(2022年14期)2022-08-19
建材发展导向(2021年18期)2021-11-05
建材发展导向(2021年14期)2021-08-23
西部交通科技(2021年9期)2021-01-11
建材发展导向(2020年16期)2020-09-25
山东煤炭科技(2018年1期)2018-12-05
上海建材(2018年4期)2018-11-13
重庆建筑(2016年10期)2016-03-25
建筑工程技术与设计(2015年19期)2015-10-21
河南科技(2014年24期)2014-02-27