
多品种、小批量生产模式下质量控制体系研究
2012-06-25 02:11饶德选
合作经济与科技 2012年3期
□文/闵 杰 饶德选
(湖南工程学院 湖南·湘潭)
机械工业在进入20世纪以后,存在着两种生产类型:即多品种、小批量生产和少品种、大批量生产。前者约占到机械工业总产值的70%~85%左右,是机械工业的主体。小批量,一般是指一次投料小于100件的批量,进行轮番生产,而随着现代消费者需求的个性化和多样化的发展,产品的生命周期缩短,新产品投放市场的速度加快,企业从少品种、大批量的生产方式必然向多品种、小批量的生产方式转化。
一、多品种、小批量生产的特点
(一)多品种、小批量生产的优点
1、产品种类多样化,周期短,能快速适应市场的变化和需求;
2、生产过程的变动性,柔性化;
3、生产设备的复杂化;
4、外界条件的不确定性;
5、生产计划和作业计划的困难性;
6、生产实施及控制的动态性。
(二)制造途径。过去在生产批量小、品种多的条件下,常采用通用加工机床,生产效率低,质量也难以保证。近年来,随着数控技术的广泛应用,小批量生产的自动化得到较快发展,这类新型万能性自动加工机床和系统也得到了广泛应用。
(三)技术经济性。多品种、小批量生产根据实际情况,采用自动或半自动机床或采用柔性程度高的数控机床以适应其工艺要求和交货时间的要求,同时又有效地节省了经济成本;在生产方式的组织上,采用成组生产技术和和精益生产模式的现代制造模式,也可以从管理上进一步控制成本。
二、多品种、小批量生产中的问题
(一)工序过于集中。多品种、小批量生产中,由于产品品种多、批量小,如果把1~2种零件固定安排在一台设备或工作中心加工,很难保证工作负荷饱满。因此,经常使用一种设备生产多种产品,或由一个车间承担多道工序进行装配和加工。
(二)易造成在制品积压。在生产过程中,由于考虑到零件成套性的要求以及为了减少生产准备时间,每台设备或工作中心对某种零件往往要按一定数量组织成批生产,这会造成一定的在制品积压。
(三)自动化程度不高。由于多品种、小批量生产的产品多且各不相同,使得加工工序繁多。因此,不可能像大量生产那样采用较多的自动化或半自动化的加工设备,很难形成流水生产线,自动化程度显然不如大量生产类型高。
(四)工艺复杂。多品种、小批量生产时,往往被加工的对象在车间内频繁地由一个工作中心转换到另一个工作中心,形成复杂的工艺路线。
所以,在编制车间生产作业计划时,经常会遇到工作中心生产能力不平衡的问题。因此,需要同时进行生产能力(设备、人力)的测算,找出生产能力和负荷之间的差距,并采取措施保持能力的平衡和生产的均衡。多品种、小批量生产过程中,经常会遇到客户定单发生改变的情况,或者增加临时的紧急定单,这样会打乱原有的生产计划,而影响交货期。因此,要缩短生产计划编制的周期和及时调整计划,以适应客户需求的变化。在多品种、小批量生产条件下,要求工人掌握多种操作技术,而且应具有一定的熟练程度,以适应多品种和周期性生产变动的要求。
三、多品种、小批量生产模式下质量控制体系的建立
从单一品种、大批量生产向多品种、小批量生产转变的过程中是在质量控制方面遇到的最大挑战,而在这期间怎样最快地发现问题并解决是新的生产模式取得进步的关键。与国外同类企业相比,国内企业存在着生产周期长、质量不稳定、生产柔性差等问题。企业的质量水平也与国外先进水平有着很大差距,这不仅是技术上的问题,而且在思想观念、管理体制等方面都存在一定问题。
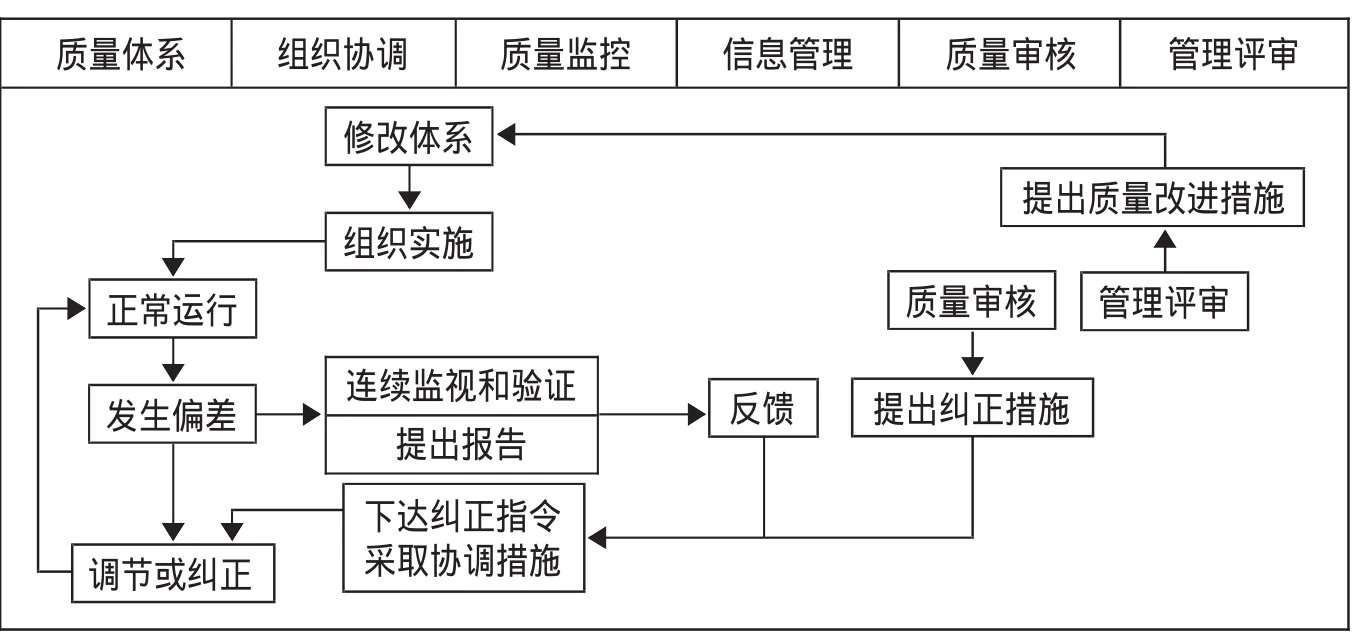
图1 质量体系运行控制机制示意图
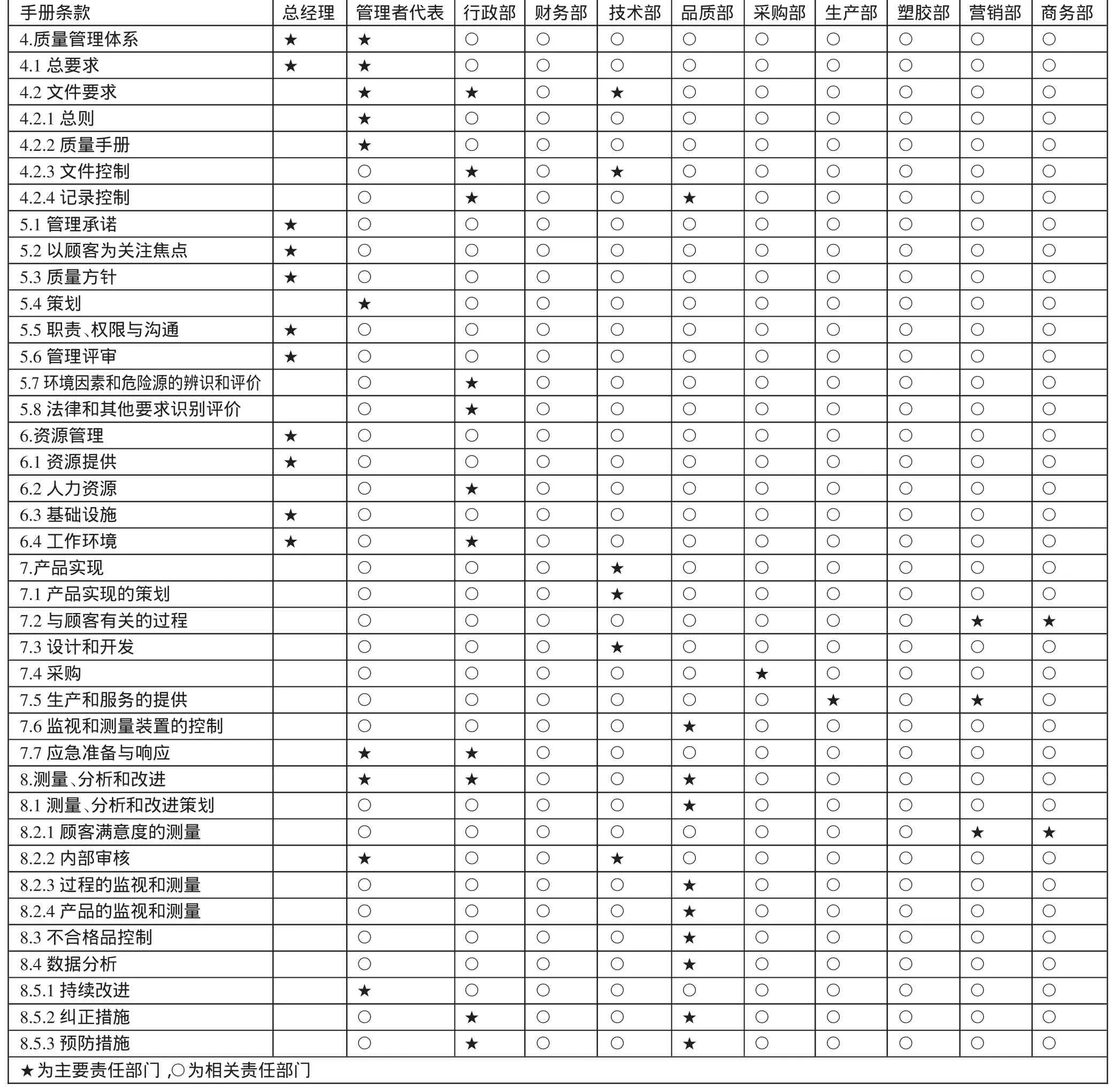
表1 组织职责和权限
多品种、小批量生产模式下质量控制体系的建立,必须以满足企业的质量目标需要为准则,通过设置组织机构,规定各职能部门的职责和权限,明确相互间的关系和工作程序,使各项质量活动能够得以经济、有效、协调地进行,这样形成的一个有机的整体,通过审核和评审,对系统实施不断地改进,以适应完善内部管理和外部环境变化的需要,明确结构组织的职责和权限。(表1)
四、质量控制体系的实施
质量体系的实施运行就是执行质量体系文件、实现质量方针和质量目标,保持并不断改进、优化质量体系的过程,同时也是质量体系发挥实际效能的过程。质量体系文件编制工作结束后,通过一定的形式(会议或下达文件等)发布组织管理者的指令,宣布质量体系文件开始生效,质量体系投入运行实施。要重点对员工进行教育和培训,通过媒介等途径宣传实施质量体系的目的、意义和作用,组织员工学习有关的文件,使他们掌握全面质量控制活动的程序管理要求;明确各自的职责和权限,提高员工执行质量体系文件的自觉性和责任感,并要实施质量体系运行的控制机制,如图1所示。(图1)
多品种、小批量生产模式的运用必将给企业带来一定的转变,在这些转变的过程中我们必须掌控好发展的方向,高层领导应敏捷地根据需要调整经营战略、方针与目标,在战略上确保质量体系能够更好地服务于企业获得长期成功的总体目标的实现,要把提高质量体系的有效性作为质量改进的主要目标。
要从改进过程入手,从改善过程接口做起,运用系统工程的理论与方法,注重增强过程之间的协同性,实现质量体系整体有效性和整体效率的提高;在组织、结构调整上从金字塔形向扁平式的转向,在管理上从教育入手,把人作为质量体系的最宝贵资源,实现以人为本的管理,通过培训不断提高员工素质和技能。在质量体系改进过程中,应尽量减少损失,降低质量成本,增长经济效益,有效利用资源,发挥资源的使用效率,从而使质量体系能高速顺畅地运行,为企业带来更多的效益。
[1]周朝琦主编,侯龙文主编.质量管理创新.北京:经济管理出版社,2000.1.
[2]俞晓军著.日本的生产方式转型分析[J].中国工业经济,2002.7.7.
[3]张根保,何桢,刘英主编.质量管理与可靠性.中国科学技术出版社,2006.
[4]周黎明主编.质量控制技术.广东经济出版社,2003.5.
[5]马涛著.质量控制——质量控制思想的产生与质量控制体系的建立[J].有色金属技术经济研究,1999.3.3.
[6]汪应落主编.系统工程理论、方法与应用[M].高等教育出版社,2004.1.
猜你喜欢
国际太空(2021年11期)2022-01-19
机械工业标准化与质量(2021年10期)2021-11-19
上海理工大学学报(2021年3期)2021-07-20
中国蔬菜(2019年5期)2019-06-04
长江蔬菜(2017年5期)2017-05-10
广东饲料(2016年2期)2016-12-01
广东饲料(2016年1期)2016-12-01
长江蔬菜(2016年24期)2016-03-15
大型铸锻件(2015年4期)2016-01-12
船舶标准化工程师(2015年5期)2015-12-03
