
缅甸瑞丽江一级水电站定子定位筋安装技术
2012-06-25 09:15:28赵二平河南省水利第一工程局
河南水利与南水北调 2012年8期
□赵二平(河南省水利第一工程局)
□余进东(昆明道恒房地产开发有限公司)
1.引言
缅甸瑞丽江(Shwel i(I))一级水电站位于缅甸北部掸邦境内紧邻中缅边界的瑞丽江干流上,为引水式开发工程项目,于2009年5月16日竣工。电站设计年发电量为40亿kW·h,概算总投资约32亿元人民币。由中国云南联合电力开发有限公司以JV-BOT模式投资建设,中国某水电工程局总包承建。电站厂房共安装6台100M W的水轮发电机组,由中国哈尔滨电机厂设计制造。
电站每台机组有66根双鸽尾可移动型定子定位筋,其筋总长2367m m,鸽尾面长1974m m、宽49m m、厚53m m,两鸽尾面间厚52.5m m,托块面鸽尾宽52.74m m,铁芯面鸽尾宽48.8m m,两端为不等长螺纹杆,安装时长螺纹端朝上。定子定位筋的安装,是整个定子组装中极为重要的一项工作,是定子叠片等后续工作质量的前提保障。
2.定位筋调整
2.1 调整方法
本电站每台机组的定位筋调整皆采取6大等分调整法,即把66根定位筋均分为6大等分进行调整,每大等分内又分有10小等分,先调大等分再调小等分。因此需先选出大等分的6根筋,并且分出其中心线,以便在粗调时以此为定位筋中心来进行调整,从而节省精调时间。
2.2 调整过程
2.2.1 基准筋的调整
从分过中心的6根定位筋中选出一根作为基准筋,首先将其调整到位。需要3名安装人员联合操作,由1人站于环板上把定位筋倾斜扶住,1人从最高一环板处穿入托块,另外1人以接力的形式把托块放于每一层环板上,然后在定位筋后面敲紧小钢楔即可,通常基准筋的选择都是在+Y方向上。基准筋立到位后,利用厂家到货的托块顶柱及C型夹把其固定在环板上。
在基准筋的径向和周向各挂一根钢琴线,周向的钢琴线就从下一个穿心螺孔内穿过落于地面上的油盆内。挂好钢琴线后,便开始调整基准筋的半径及周向垂直度。定位筋各环板位置处的半径利用测圆架控制,周向垂直度用内径千分尺测量钢琴线到筋面最短距离来调整。调整测量如图1所示。如需调大定位筋半径,则利用定位筋后面的支撑柱和定位筋C型夹,根据千分尺的读数进行收紧,如需调小半径,则在支撑柱前面加一块垫板,然后楔入定位筋调整斜楔,根据千分尺读数手工敲紧。
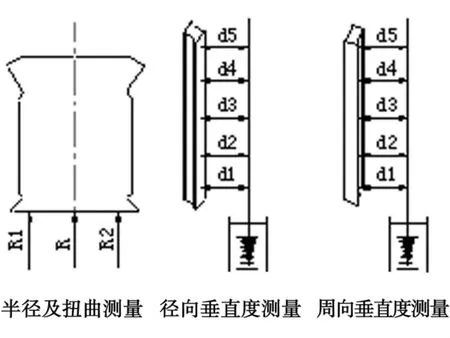
图1 定位筋调整测量示意图
依照所测数据反复调整,直至满足如下技术要求:
第一,径向和周向垂直度<0.05m m/m。
第二,用中心测圆架测量定位筋在各托板处的内圆半径,其绝对半径为
全筋各测点相对尺寸偏差≤0.03m m/m。
基准筋的调整极为重要,其任意一环的数据偏差都会使后面所有定位筋的数据跟着一同偏转,一旦出现不垂直,则其他55根都会跟着一同倾斜,定子下线将很难进行,线棒将不垂直,故需特别注意。
当基准筋调整达上述要求后,将第一根筋的全部托块搭焊在机座环板上,先点焊中间环板位置,然后分别向上下各环板调整点焊。点焊分别在托块的两侧进行,每侧前后两处,点焊长度在10~15m m左右,点焊点距环板内圆边缘≥10m m,焊角高△4m m。
点焊时需特别注意,必须由两名焊工同时、对称的点焊,其焊接参数及焊接速度需基本一致,其顺序为3、4环→2、5环→1、6环,每次点焊完一个位置后要复测此位置的各个数据。各环板托块位置处点焊完成后,重测各项数据应在设计及规范要求内,并做记录。若有超标的,则磨开重调,最终需全部达标。检查合格后就可拆下卡块、托块顶柱、托块C型夹、定位筋C型夹等临时固定工具。
2.2.2 其余5根大等分筋调整
基准筋调整好后,需通过监理和厂家验收后再调整其余大等分筋。本电站根据厂家工艺要求选取等分数n=6,由此可计算得知弦距c=2668.5m m。依次将大等分点上的其余5根定位筋顺序立于环板上,半径及扭斜的调整方法和基准筋相同。弦距调整时,先把厂家到货的弦距测量块装于定位筋上,每根筋都先调整第2和第4环板处的弦距,六跨都调整好后再检查其余各环板处的弦距,全部达到设计要求后,用专用工具把托块固定后便可点焊,点焊方法及顺序与基准筋相同。调整测量如图2所示。弦距的调整应特别注意,必须由两边向中间合拢式的调整,不能依顺序逐根调整,最后一根定位筋需兼顾左右两跨的弦距,必须两边都达到设计要求后才能点焊。点焊后测量所有数据,作为验收资料,验收完毕后方可进行小等分内定位筋的调整工作。
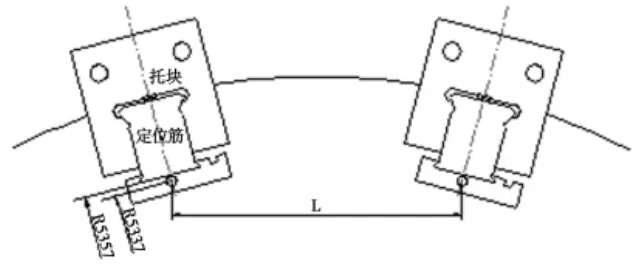
图2 定位筋半径及弦距测量示意图
弦距误差应尽量小,且每跨大致等分,最大处不能超过0.3m m,同一环半径误差不能超过0.1m m。误差超标时要铲掉重新调整。
2.2.3 60根小等分筋的调整
本电站每小等分内都有10根定位筋,调整时利用厂家到货的弦距搭焊样板进行调整,每次可调整3根。现场操作时,先利用样板调出一跨,然后用弦距检查样板检查小弦距,在确认都能满足设计要求后,确定以后直接用样板来控制每小等分内定位筋的弦距。因此,小等分定位筋的调整就只需把各环板处半径、垂直度调好,托块固定后就可点焊。
为了消除这两块样板的误差,防止出现“一边倒”的情况,样板每用过1次后就必须上下调换后再使用。小跨距内的定位筋也须用从两边向中间调整的方法进行调整,尽量使误差均分,避免所有误差都集中到最后3根。在用样板调整时应特别注意,调整前须把样板用框式水平仪,利用样板架上的调节螺钉调平后才能使用,否则调出的弦距不真实科学。
3.定位筋焊接
所有定位筋点焊完成后,重新校核中心柱的垂直度及中心,为满焊过程中数据的测量做准备。其垂直度与中心的要求仍与调整时相同。
本电站根据厂家要求,托块满焊须分4次完成,焊角高12m m,各环板托块的焊接顺序如表1和图3所示。即先焊中间环板托块的焊缝,再焊两端各环托块的焊缝。
焊接时须注意,径向焊缝A、B必须由两名焊工同时离开机座环板内缘5~10m m处由机座中心向外焊接,且所有焊缝焊接顺序须一致。径向焊缝全部满焊结束后,再满焊周向焊缝C,周向焊缝由左至右或由右至左焊接,但整台机组焊接顺序须一致。同一环板上的各托块同层焊缝应一次焊完,同一机座各环板的同层焊缝均焊完后方可进行下一层焊缝焊接。

表1 定位筋托块焊接顺序表

图3 定位筋托块满焊顺序示意图
在焊接过程中,施焊的焊工必须在整环对称的工作面上成偶数名焊工同时焊接,且相互间焊接速度与方向必须保持一致。按上述托块与环板的焊接顺序首先进行环4的径向第1层焊接,在焊接前须检查定位筋与托块间的小刚楔是否有松动。当每一环板处托块的第1层焊缝全部焊接完成后,测量所有定位筋的半径、扭斜、弦距等,观察变化趋势,合格后就可进行第2层焊缝的焊接。对超标的在第2层焊缝的焊接过程中采取反变形措施,使其利用焊接拉力自动复位,但也只能做小范围的调整。
后面的2、3、4层焊缝的焊接均与第1层焊接方法相同,每焊完1层且冷却后都要测量1次所有的数据,做为下一次焊接方向及顺序调整的依据。在测量数据的同时就应把此次的焊渣清除干净,以确保下次的焊接质量。在焊接过程中还必须注意对定位筋的保护,防止电弧划伤筋面。
所有焊缝都满焊完毕后,每根定位筋的每一环板处,都应把其各个数据测量出来,做为定位筋调整、焊接的最终验收记录。若有超标的,应磨开焊缝重新调整、焊接,直至合格为止。然后便可进行清除焊渣、机座清扫及焊缝防锈处理。至此定位筋的调整、焊接工序已全部完成,验收合格后,便可进行下道工序。
4.结语
缅甸瑞丽江一级水电站定子定位筋安装过程中,克服了厂家未有校核平台到货、工程地域限制校核设备及工器具采购不便、构件表面缺陷、厂家提供安装工具不足等困难,自行设计出多种校核、安装工具,研究总结出一套适合本电站定位筋安装的方法,6台机组396根定位筋全部一次性安装验收合格,为机组安装后续工作奠定了坚实基础,机组安装工作满足了电站发电目标的要求。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02 10:04:42
上海大中型电机(2021年2期)2021-07-21 03:01:42
今日农业(2020年13期)2020-08-24 07:35:08
上海大中型电机(2020年1期)2020-03-27 09:10:02
人大建设(2018年11期)2019-01-31 02:40:56
能源(2018年5期)2018-06-15 08:56:00
焊接(2016年5期)2016-02-27 13:04:46
应用声学(2015年5期)2015-10-28 05:42:44
焊接(2015年6期)2015-07-18 11:02:24
焊接(2015年8期)2015-07-18 10:59:12
