
CO2激光光束在直流TIG电弧中传输形态研究
2012-06-05 10:37张寰臻吴世凯肖荣诗
河北工程大学学报(自然科学版) 2012年2期
张寰臻,吴世凯,张 松,肖荣诗
(1.河北工程大学 理学院,河北 邯郸 056038;2.北京工业大学国家产学研激光技术中心,北京 100022)
始于20世纪70年代末的激光电弧复合焊接,是一种先进的连接技术,它在改善桥接作用的同时,增加焊接的速度和熔深,降低了材料对激光的反射,使焊接过程更加稳定,两种热源均得到有效利用,与传统的焊接方法对比有很大的工业加工优势,目前已在造船、汽车及管道连接中得到很好的运用。在实际加工中,通过改变激光、电弧能量的比率,可实现从单纯的激光焊到电弧焊的过渡,以适应不同的加工要求,此外激光器及电弧热源的多样性也拓宽了复合焊应用的对象和领域[1-2]。
尽管如此激光-电弧复合焊接自从提出以来直到上世纪九十年代才被关注,并在北美、日本、德国、英国等研究机构开展了应用性研究和工业化探索,成为国际焊接界关注的焦点。目前,国内的哈尔滨工业大学、清华大学、大连理工大学等研究机构针对该技术进行了一定的研究和规律的摸索,获得了一定指导性的结论。这些研究主要集中在复合方式、热源布置、电弧电流、激光功率、焊接速度、离焦量、激光与电弧作用距离等工艺参数对熔深、焊缝成形、过程稳定性及等离子体状态的影响等方面[3-6]。
本文利用光束光斑质量诊断仪主要研究CO2激光与直流TIG电弧垂直相互作用时,电弧对光束传输形态的影响,并使用高速摄像仪在线检测电弧形貌,对实验结果给予理论分析。
1 实验方法及条件
实验采用Rofin DC035 Slab CO2激光器,光束模式为准TEM00模,经焦距f=300 mm的旋转抛物反射聚焦镜聚焦。聚焦激光束垂直作用于直流TIG电弧。弧焊电源为 Fronius TS5000数字焊机[7]。实验布置如图1所示。
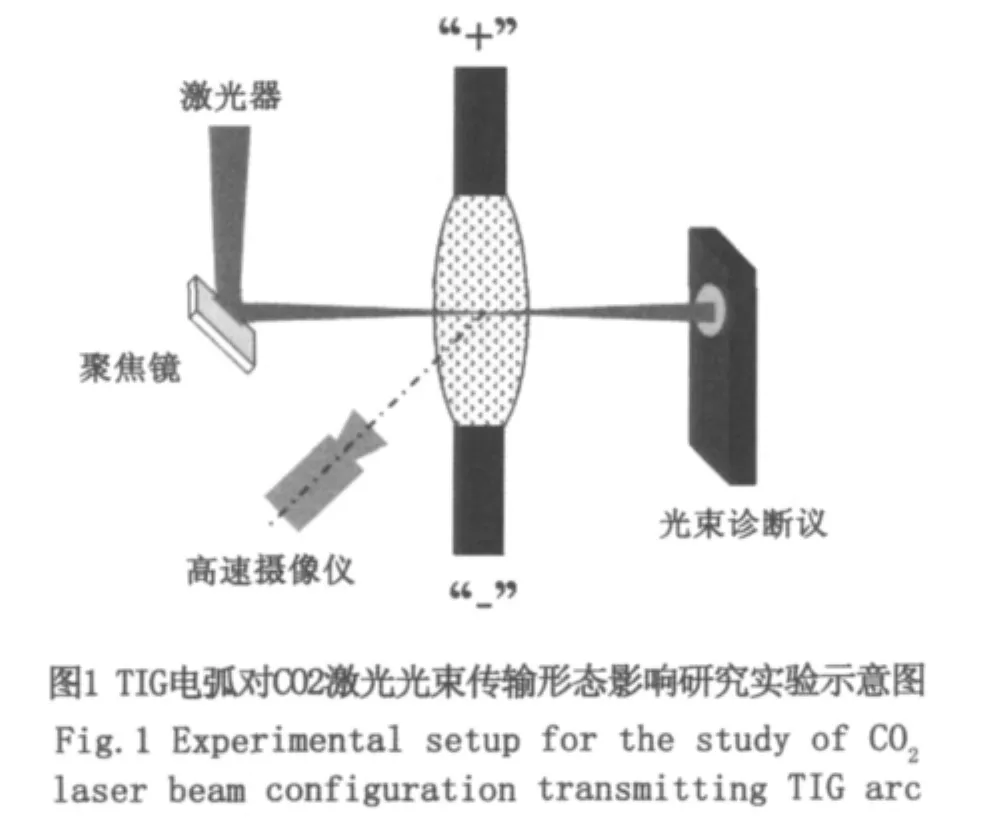
电弧电极为铈钨极,阴、阳极直径分别为2.5 mm、10 mm,电极间距为6 mm。电弧气氛为 Ar气,流量为15 L/min。Prometec UFF100光束光斑质量诊断仪布置于激光焦点后100 mm处。美国PHOTRON Fastcam 1024R2彩色高速摄像仪拍摄频率1 000帧/秒,观测位置垂直于激光-电弧所在平面。
2 实验结果
2.1 光斑半径的变化
图2所示为激光功率500 W,不同电弧电流及相互作用位置时,光斑半径变化率(R0/Ra,Ra为穿过电弧后光斑半径,R0为原始光斑半径)。作用位置为:激光0、+10 mm、-10 mm离焦量穿过电弧中间(本文定义激光先于入射电弧聚焦为正离焦)。从图2可以看出,光斑大小受光束离焦量影响较大;0、+10 mm离焦量时,光斑均扩大;+10 mm离焦量比0离焦量时光斑扩大明显,0离焦量时光斑变化率在1.05~1.15倍之间;-10 mm离焦量时光斑减小。
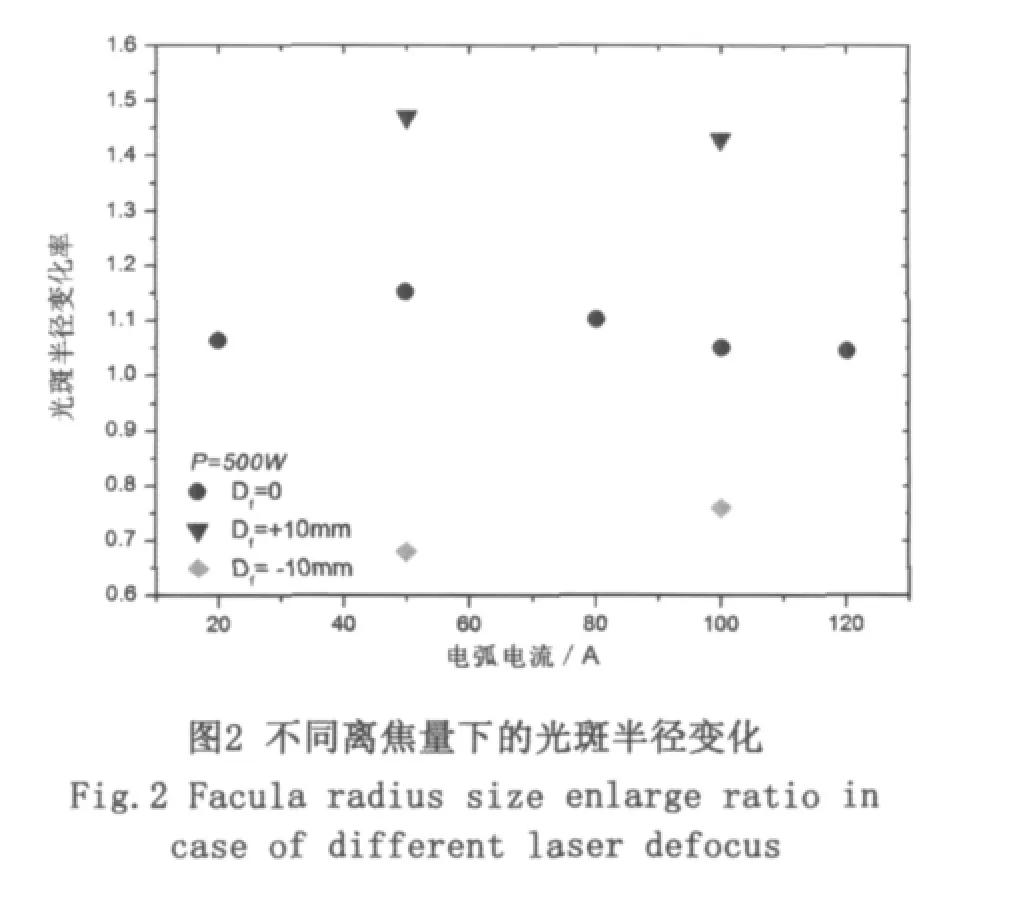
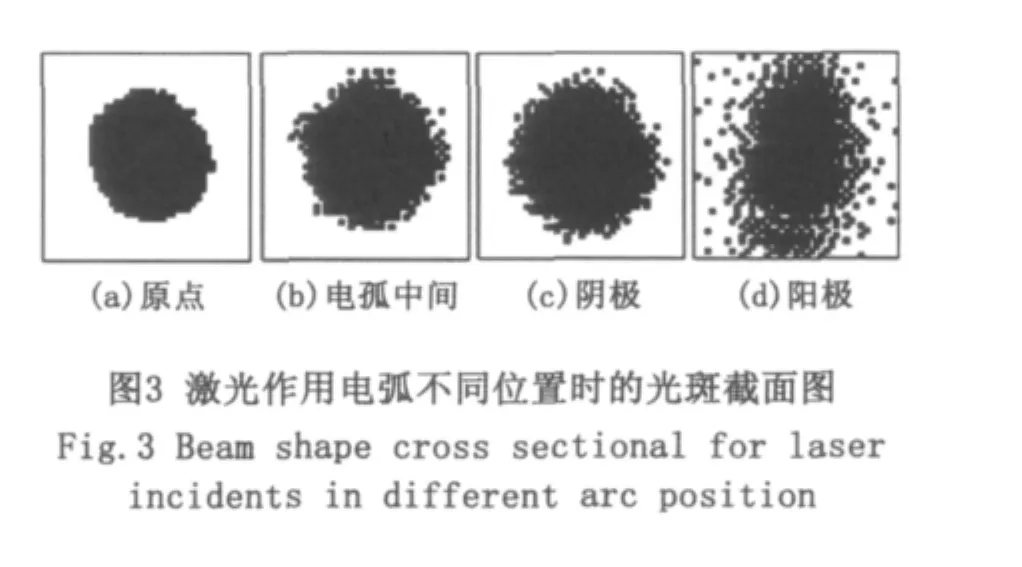
图3所示为电弧电流100 A,激光功率500 W,0离焦量穿过电弧中间、距两极分别0.5 mm位置处时光斑形态。从图中可以明显看出,当激光作用电弧中间及靠近阴极时,光斑扩大;作用电弧阳极附近时,光斑不再圆对称,呈椭圆。
2.2 光束的传输方向
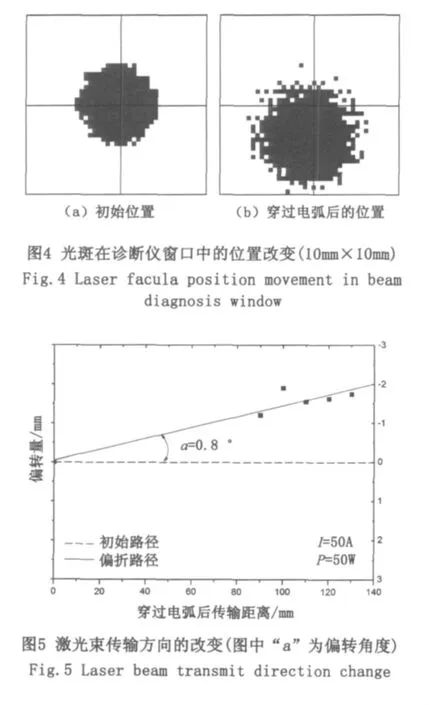
本文测量了激光功率500 W、0离焦量,穿过50 A电弧中间位置后的传输方向。将光束光斑诊断仪布置于电弧后方不同位置处,对比穿过电弧前后光斑在诊断仪窗口中的位置变化,从而获得光束传输方向改变及偏转角度。实验结果如图4、图5所示,光斑在诊断仪窗口中纵向下移,对应于电弧轴向阴极方向。光束穿过电弧后,传输方向有向阴极的轻微偏折,计算偏折角度为0.8°。
3 分析与讨论
等离子体是物质存在的第四态,由带电粒子组成,对外呈电中性,具有集体效应。等离子体振荡的特征频率为

式中:ne—电子密度;ε0—真空介电常数。
圆频率为ω的光束在等离子体中传播时,色散关系满足

从式(1)、式(2)可以看出,等离子体折射率n<1,相对于大气为光疏介质。激光从大气中入射等离子体时,折射角大于入射角;等离子体的折射率与电子密度有关,电子密度越大,折射率越小,光束从低电子密度区向高电子密度区传输时,折射率不断减小,折射角大于入射角。
图6所示为高速摄像拍摄100 A电弧形貌,及不同离焦量时光束在电弧中传输形态原理图。
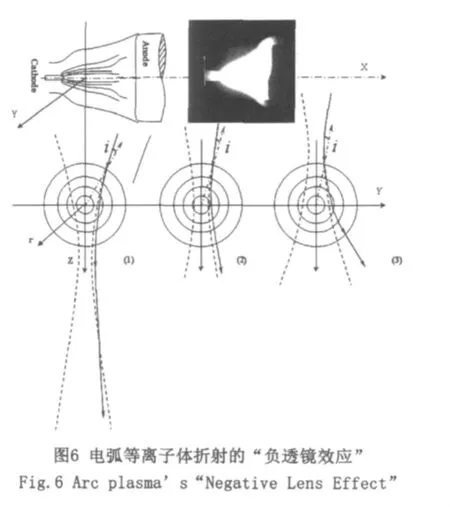
电弧弧柱作为真正的等离子体,横截面上中心电子密度高,边缘电子密度低。光束在电弧中传输的前一半路程中,折射角总大于入射角;后半路程,入射角大于折射角。整个过程光束边缘不断偏离光束轴线而被扩束,即电弧等离子体的“负透镜效应”[8-9]。
A.Poueyo - Verwaerde[10]推导了激光深熔焊中光致等离子体的电子密度梯度引起的折射率梯度变化,以及对光束的偏折

式中:Nec—ωpe=ω时的临界电子密度,Nec=1019cm-3。
假设等离子体密度线性变化,光线在等离子体中传输引起的附加偏向角δ满足
式中:L—传输长度;Ne—电子密度最大值;R—Ne减小到零对应的长度梯度。
由于电弧横截面上电子密度中心对称分布,光束边缘线在电弧中传输一半路程近似为

式中:r—电弧半径;i—光束在电弧表面的入射角。
传输一半路程对应的附加偏向角δ为

当光束离焦量为+10 mm时,出射光束的远场发散角减小为

可见,光束被扩束,束腰变大,焦点下移,远场发散角减小。由于实际测量位置为原始光束焦点以下100 mm处,因而测量的光斑比原始光斑半径减小,如图6(1)所示。当离焦量为0时,光束在电弧中要经历聚焦,聚焦前发散角减小,聚焦后发散角增大,两相抵消使得发散角变化不大。测量的光斑变大主要是扩束的结果,如图6(2)所示。当离焦量为+10 mm时,远场发散角增大为

光束的扩大以及远场发散角的增大,使得测量的光斑比原始光斑增大,且比0离焦量时光斑增大明显,如图6(3)所示。
实验中,在光束轴向与电弧轴向所成平面上,电弧形态近似于三棱镜,如图6中高速摄像图像所示。对于普通石英三棱镜,折射率n>1,几何光学规律下光束向棱镜厚端偏折,且存在最小偏向角。当棱镜的折射率n<1时,光束穿过棱镜后会向尖端偏折,且存在最大偏向角。光路传输如图7所示,偏折角△满足

式中:i1、i2—光线的入射角、出射角;α—棱镜顶角。
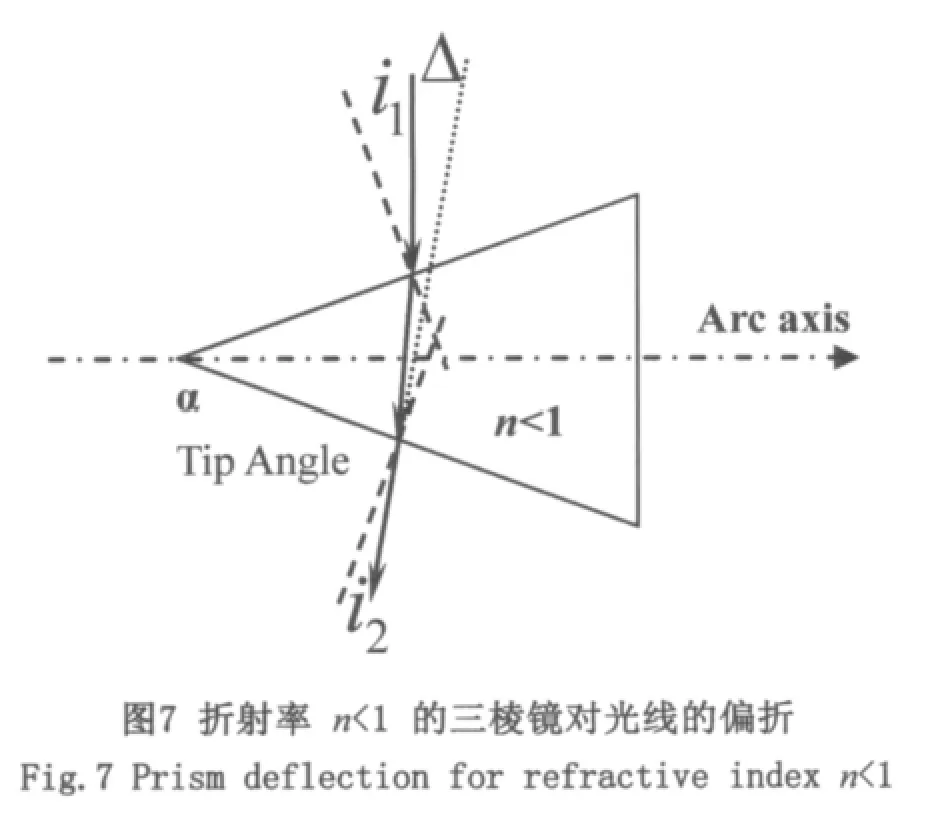
由于该平面上电子密度关于电弧中心轴线对称分布,越靠近中心轴,电子密度等高线所成顶角越小,因此,光束边缘光线在电弧内部传输非直线,而是被不断偏折,但不改变两侧边缘线偏折的程度和方向。光束的双曲线形态,使得靠近阳极边缘线入射角度大,阴极一侧边缘线入射角度小。因此,阳极一侧边缘线比阴极一侧边缘线向尖端偏折角度大。作用结果使得出射光束向阴极偏移,且光斑直径轴向扩大,故实验观测到0.8°的阴极偏向角。
当光束0离焦量作用电弧不同位置时,越靠近阳极,光束在电弧中的传输路径越长,横向及轴向的偏折效果越明显。由光束的双曲线形态可知,距束腰越远,光束边缘线的切线与光束轴线夹角越大,靠阳极一侧边缘线在电弧上入射角越大,另一侧入射角越小,轴向的棱镜偏折效果越明显。而激光离焦量为0时,电弧横截面上“负透镜效应”对光束只存在扩束效果,对远场发散角改变不大。于是,激光0离焦量作用电弧阳极附近时,光斑呈椭圆。
4 结论
1)激光穿过电弧后,“负透镜效应”使得使得激光扩束,远场发散角改变。-10 mm离焦量时光斑减小,0、+10 mm离焦量时光斑变大,且+10 mm离焦量时光斑扩大更明显。
2)激光0离焦量作用电弧不同位置时,光斑扩大,且在作用电弧阳极附近时光斑变椭圆。
3)激光作用电弧后,传输方向改变,存在向阴极的偏折角,测量偏折角为0.8°。
[1]STEEN W M.Arc augmented laser processing of materials[J].Journal of Applied Physics,1980,51(11):5636-5641.
[2]JASNAU U,HOFFMANN J,SEYFFARTH P.Nd:YAG-Laser-GMA-Hybrid Welding in Shipbuilding and Steel Construction[J].Robotic Welding,Intelligence and Automation,2004,299:14 -24.
[3]NAITO Y,KATAYAMA S,MATSUNAWA A.Keyhole behavior and liquid flow in molten pool during laser-arc hybrid welding[J].Proc SPIE,2002,48(31):357-362.
[4]BAGGER C,OLSEN F O.Review of laser hybrid welding[J].Journal of Laser Applications,2005,17(1):2-14.
[5]ISHIDE T,TSUBOTA S,WATANABE M.Latest MIG,TIG Arc-YAG laser hybrid welding systems for various welding products[J].Proc SPIE,2002,48(31):347 -352.
[6]NAITO Y,MIZUTANI M,KATAYAMA.Plasma/Plume behavior during welding:welding phenomena in hybrid welding using YAG laser and TIG arc[J].Welding International,2006,20(10):777 -784.
[7]陈彦斌,李俐群,吴林.电弧对激光吸收与散焦的定量测量[J].焊接学报,2003,24(3):56-58.
[8]刘金合,杨德才,陆开静.激光焊接的等离子体负透镜效应[J].激光与光电子学进展,1999,9:138 -141.
[9]XIAO R S,ZUO T C,VOLZ R.Experimental research on the influence of laser-induced plasma on the beam focusing during high-power CO2laser materials processing[J].Chinese Journal of Lasers,1998,7(6):550-554.
[10]POUEYO-VERWAERDA A,FABBRO R,DESHORS G.Experimental study of laser-induced plasma in welding conditions with continuous CO2laser[J].Journal of Applied Physics.1993,74(9):5773 -5780.
猜你喜欢
焊接学报(2022年10期)2022-11-23
国防科技大学学报(2020年6期)2020-12-07
测绘通报(2019年11期)2019-12-03
赤峰学院学报·自然科学版(2019年5期)2019-09-10
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30
中学数学研究(广东)(2019年12期)2019-07-18
弹箭与制导学报(2018年3期)2018-08-28
测绘学报(2018年1期)2018-02-27
石油地球物理勘探(2017年2期)2017-11-23
大连理工大学学报(2017年6期)2017-11-22

- 河北工程大学学报(自然科学版)的其它文章
- 梯度复合板界面对Ⅲ型内部周期裂纹影响
- 郑州绿博会城市展园景观设计与文化表达
- 自组装耦合量子点中的类氢杂质