火箭发动机喷管真空加压钎焊技术与设备
2012-05-24 11:44:42牛小莉
真空与低温 2012年2期
牛小莉
(兰州真空设备有限责任公司,甘肃兰州730050)
1 引言
随着航空、航天、电子、国防等工业的发展,真空钎焊技术取得了广泛的应用和发展。真空加压钎焊技术具有真空钎焊与真空扩散焊两种焊接技术相结合的特点,是一种综合性焊接工艺技术。
真空加压钎焊设备的研制主要用于火箭发动机喷管的特殊焊接工艺。与常规真空钎焊相比,经过真空加压钎焊工艺处理后的喷管表面、钎接夹层无氧化,焊缝均匀、密实、无泄漏,结合强度高,保证了喷管的承压强度。
秦川在街心花园与女人相遇。女人坐在长椅上读一本书,面前趴一条安静的斑点狗。晚霞为她镀上一圈金黄色的轮廓,她妩媚并且优雅的剪影美得让年轻的秦川心碎。突然她抬起头,递秦川一个微笑,秦川的心,瞬时被她捕虏。
2 真空加压钎焊技术工艺原理及特点
常规真空钎焊工艺是在真空加热状态下用熔点比基体金属低的钎料靠两工件间微小间隙的毛细管吸力作用填充基体金属间隙而形成的牢固结合[1]。真空加压钎焊工艺是一种综合性焊接工艺技术,这种技术是对工件钎焊夹层进行抽空状态下,在钎焊温度时,炉膛内充入保护性惰性气体,达到对工件钎焊夹层给定0.8 MPa的外压力条件,以使对工件形成真空钎焊与真空扩散焊两种焊接方式相结合的综合性工艺方法。
新课改初期,针对很多数学教师对新课程的困惑,我们将教研内容的重点放在了课堂教学上,教研活动以集体备课、公开课、研磨试题为主。定期开展包括教材分析研究、复习备考研讨等主题在内的多层次、多角度的备课活动,定期开展基于新课程理念的课堂教学交流、研讨等教研活动。区域教研组的公开课主要分为骨干教师的示范课和青年教师的展示课。青年教师的展示课多以同课异构、跨校上课的形式进行,并由专家、优秀教师现场指导。每个模块的教学结束后进行统一测评,并组织研磨试题活动。
由表2可知,原矿主要金属矿物是黄铁矿,其次是磁黄铁矿、磁铁矿、黄铜矿、方铅矿、白钨矿,少量的闪锌矿、辉钼矿,矿石中硫含量较高,会抑制金的富集。脉石矿物主要是石英、长石、云母、方解石等,含钙矿物方解石、磷灰石及重晶石等矿物因含有相同的钙离子,会对钨矿物的浮选富集造成不利影响。
采用扩散泵真空机组单独对工件钎焊夹层抽真空,使得工件钎焊夹层真空度可视钎焊材料而定,避免常规真空钎焊时,钎焊材料因为具有不同的蒸气压,在炉膛真空度因材料放气等因素而变化的情况下产生挥发现象。
3 真空加压钎焊设备的性能指标
我公司最初试验性设计制造了第1台真空加压钎焊设备,钎焊温度时炉膛内充气压力为0.4 MPa,加热方式采用电磁感应加热。以后经过技术改进及工艺完善,钎焊温度时炉膛内充气压力为0.8 MPa,加热方式采用电阻加热,使得真空加压钎焊设备的性能及真空加压钎焊工艺过程趋于成熟与稳定,设备主要性能指标如下:
温度方面:最高加热温度1 200℃,升温速率由常温到1 200℃升温时间为40 min,在真空、恒温状态下温度均匀性±5℃,在加压、恒保温状态下温度均匀性±10℃,温度控制精度±1℃。
真空加压钎焊工艺在钎焊温度时炉膛内充入保护性气体给定的0.8 MPa外压力使得工件钎焊夹层贴合更紧密,同时工件以较低的速度保持自旋转,使钎料能够充分漫流,并使钎料与基体金属发生足够程度的相互扩散作用,从而增强焊接接头的结合强度。在工艺升温时,炉膛内为对流换热和辐射换热,这使得加热更快更均匀。工艺升温结束降温时,0.8 MPa的炉膛压力随温度梯降,此时启动强制冷却系统,对喷管形成高压气淬效果,冷却速度接近高压气淬速度,相比真空钎焊冷却速度有大幅提高。
真空加压钎焊设备采用卧式结构,主要由真空系统、炉体加热室、工件传动车、工艺充气及强制冷却系统以及电气控制系统等部分组成。设备结构如图1所示。
炉膛工艺充气压力无需到工艺需要的最高压力0.8 MPa,升温前仅对炉膛充压到0.2~0.4 MPa。随着炉膛温度的升高,气体发生等容变化,压力随着升高,达到钎焊时所需压力。
压力方面:炉膛、喷管钎焊面夹层抽真空后,喷管钎焊面夹层保持高真空状态,并向炉膛内充入惰性气体加热,达到钎焊温度时炉膛内最高保持0.8 MPa的压力。
冷却方面:采用专用真空高压风机、高效翅片式换热器设计进行内循环冷却,40 min内从700℃降温至200℃。
4 真空加压钎焊设备的结构
ROC曲线 ADC值判断骶髂关节炎活动性的最佳阈值为0.545×10-3 mm2/s,ROC曲线下面积(area under curve,AUC)为0.909(0.789~0.973),特异性、敏感性分别为81.8%、92.0%。rADC值判断骶髂关节炎活动性的最佳阈值为1.467×10-3 mm2/s,AUC为0.904(0.782~0.970),特异性、敏感性分别为81.8%、88.0%。ADC值及rADC值的AUC差异无统计学意义(Z=0.0980,P=0.92)(图3)。
4.1 真空系统
电气控制系统原理如图2所示。温度控制采用温度控制仪,具有多段温度曲线给定、手动—自动无扰动切换等功能。计算机监控通过通讯网络与控制级PLC、智能控温仪进行通讯,可同时采集各工艺过程的工艺参数、电气参数及设备工况运行状态信息,并对现场数据进行分析、处理、贮存,实时监视、跟踪工艺运行过程。整个工作过程开关量、模拟量的设定和控制均由可PLC及相关电器元件、复合真空计、压力控制器等实现,工艺参数可通过各控制仪表的参数更改来控制。
工件传动车用于喷管的安装,安装主轴具有旋转功能,使喷管在加压钎焊工艺全过程中以较低转速进行旋转。加压钎焊时,由于加热室均温区内存在较强对流换热效应,造成炉内均温区温度场不均匀,喷管旋转对均温场进行搅拌,达到改善均温性的作用,同时喷管夹层内的钎料均匀漫流填充,保证钎接质量。旋转主轴电机采用变频电机,可根据不同喷管钎接工艺调节旋转转速。
4.2 炉体加热室
加热室炉壳采用以不锈钢为内壳的双层夹套结构,夹套通水对炉壳进行冷却。加热室炉壳上设有电极引出、热偶检测、压力测量、充放气阀等接口。加热室炉壳及各接口作为受压元件均按压力容器规范进行设计制造。
加热室电源为炉内加热器提供可控制的电源,采用变压器与智能控温仪、控制热电偶、数字化调功器、加热器电阻性负载构成闭环控制回路,通过调节调功器内部可控硅元件的导通角的大小调节电阻性负载的供电电流和电压,从而调节加热器的输出功率。
2.增强实践能力。实践是检验真理的唯一标准。当代大学生应充分利用自己的课余时间和假期到企事业进行实践学习,增强实践能力,还可以通过加入学校的社团、参加学校举行的比赛和活动。在每一次实践过程中,都认真做好记录,而不是完成任务,要切实把自己在工作中遇到的问题全面记录下来,请教领导或老师,研究解决问题的方法,在这个过程中不断提高自己的能力和水平。 现在很多的用人单位在招聘时关注的是学历,但更为关注是大学生的实践经验和实践能力。所以大学生只有拥有实际的工作能力,才能为社会创造价值。
4.3 工件传动车
同时对喷管钎接面夹层进行独立抽真空,真空度优于10-2Pa,保证了喷管钎接面夹层的洁净,与炉膛充气压力形成0.9 MPa的压力差,利于喷管钎接面的紧密贴合,保证钎接效果。喷管夹层真空机组采用高真空油扩散泵、罗茨泵、油封式旋片泵三级配置,高真空机组抽空管道与工件钎接面夹层抽空接口采用快卸连接。
4.4 工艺充气及强制冷却系统
真空方面:炉膛内极限真空度小于5 Pa,喷管钎接面夹层内极限真空度小于1×10-2Pa。炉膛及喷管钎接面夹层压升率要求均不高于0.67 Pa/h。
强制冷却系统采用专用真空高压风机和高效翅片式换热器。强制冷却循环启动时,炉膛压力随着温度的降低而降低。通过加压提高了炉膛冷却时的热交换能力,强制冷却速度比同规格真空钎焊炉冷却速度提高了40% ~50%。
对比分析2014年9月—2015年8月中国大陆IMERG和CGDPA日平均降水量,结果表明:两者的空间分布比较一致,东部介于1~10 mm,西部介于0.1~5 mm,南部介于2~10 mm,北部介于0.1~5 mm,说明IMERG日平均降水量能够较好地反映中国大陆降水量西部少、东部多,南部多、北部少的特点;IMERG日平均降水量比CGDPA的空间分布连续性更好,尤其是在西部、北部等地面雨量计观测站点较少的地区(图1)。西藏东南部、新疆天山,以及青海、广西和广东南部和海南等地区,IMERG日平均降水量比CGDPA偏低。
4.5 电气控制系统
炉膛真空系统采用罗茨-旋片中真空机组,达到满足抽除氧化性气体的真空度后,再向炉膛内充入保护性惰性气体。真空机组与炉膛之间设置气动真空压力球阀,炉膛充入惰性气体时,气动球阀关闭,并与炉膛内气体压力设置安全性连锁功能。
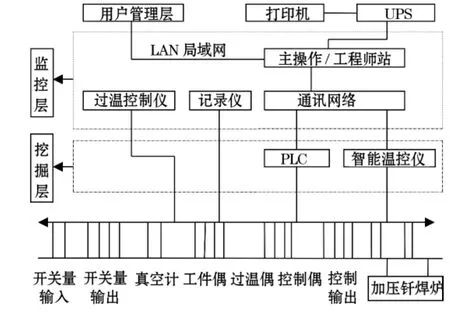
图2 电气控制系统原理图
通过打印记录仪进行实时记录工作过程的真空度、压力、温度工艺曲线,可对记录仪中存储卡内的数据进行波形、数字等显示,并可打印输出。
5 真空加压钎焊生产工艺及流程
真空加压钎焊的生产工艺:将喷管安装在工件传动车自旋转主轴上,对喷管钎焊夹层进行抽空并检漏,合格后关闭炉门。喷管保持自旋转状态,对炉膛进行抽空达到真空度要求,充入保护性惰性气体达到所需压力后,按工艺升温曲线进行升温。炉内温度和压力达到要求后恒保温。钎焊结束后,自然降温至700℃以下,开启风机进行强制冷却降温至室温,工件钎焊夹层停止抽空和自旋转,炉体泄压后,开炉门取出工件。
真空加压钎焊工艺流程如图3所示。
钩藤灰霉病可用0.5%小檗碱水剂200~500倍,或3亿CFU/克哈茨木霉菌20~50倍,或10亿个/克枯草芽孢杆菌800~1 000倍,或40%嘧霉胺悬浮剂1 000~1 500倍,或50%异菌脲悬浮剂1 000~1 500倍喷雾或烟雾。
6 结束语
真空扩散焊不易实现均匀加压过程,对于复杂形状、具有空间曲面的工件,不能获得满意的焊接效果[5]。真空加压钎焊技术在一定程度上可以解决上述难题,使得薄壁空间曲面、复杂形状工件的焊接成为可能。
真空加压钎焊设备自投入工业运行以来,综合性能稳定。真空加压钎焊作为一种综合性焊接工艺技术,
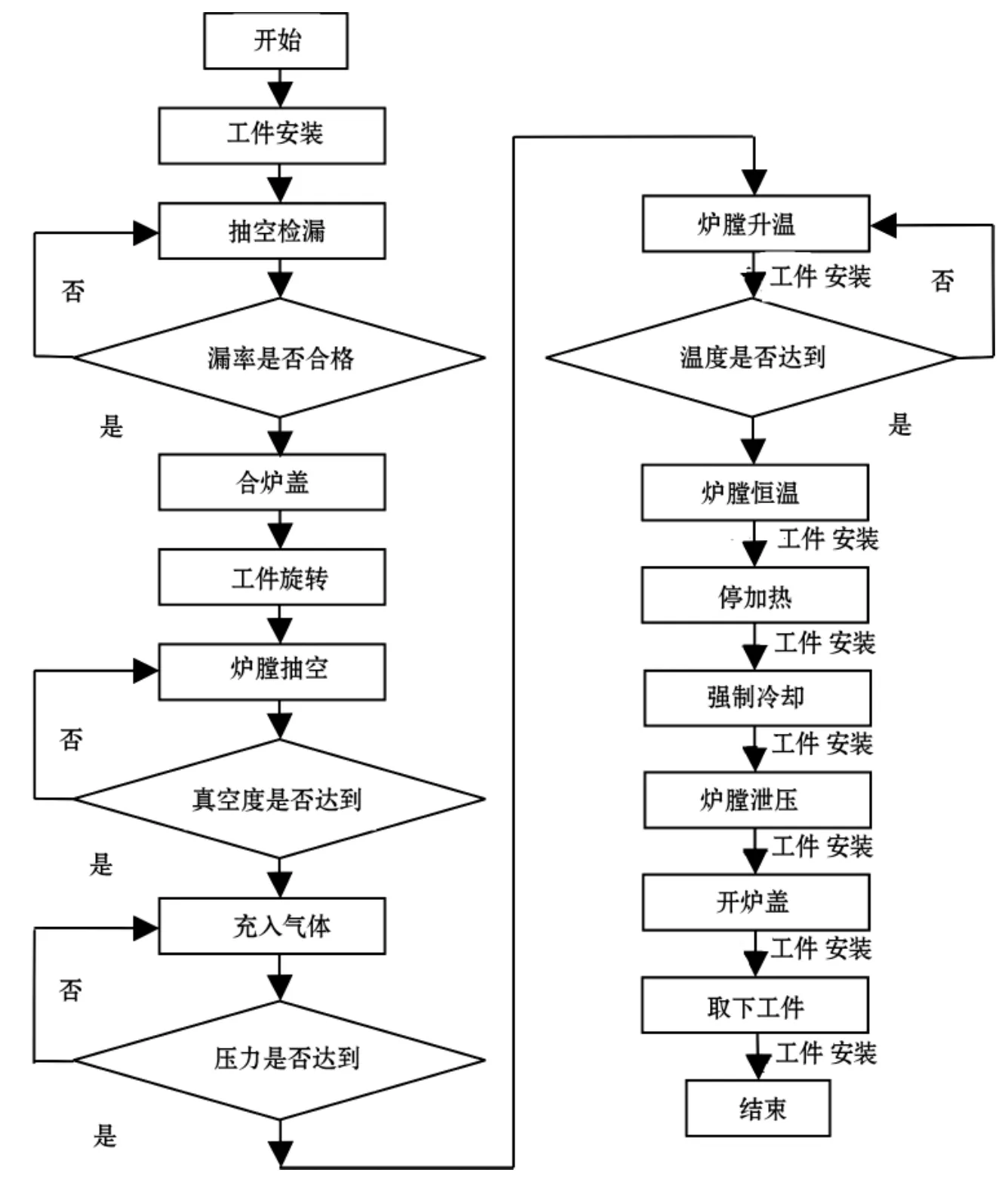
图3 真空加压钎焊工艺流程
具有一系列的突出优点,希望该项技术能在更广泛的领域得以应用。
[1]阎承沛.真空与可控气氛与热处理[M].北京:化学工业出版社,2006.
[2]达道安.真空设计手册-3版[M].北京:国防工业出版社,2004.
[3]王天泉.电阻炉设计[M].北京:航空工业出版社,2000.
[4]毛根旺,唐金兰.航天器推进系统及其应用[M].西安:西北工业大学出版社,2009.
[5]何成旦,李鹤歧,李春旭.钛合金板与不锈钢网扩散焊接技术研究[J].真空与低温,2006,12(1):28~32.
[6]杨乃恒.真空冶金技术的现状与发展[J].真空与低温,2001,7(1):1 ~6.
猜你喜欢
上海理工大学学报(2021年3期)2021-07-20 08:04:04
环境卫生工程(2021年1期)2021-03-19 05:22:30
能源工程(2020年6期)2021-01-26 00:55:18
水上消防(2020年2期)2020-07-24 09:27:06
中国奶牛(2019年1期)2019-02-15 07:19:46
制造技术与机床(2017年3期)2017-06-23 08:11:30
焊接(2016年3期)2016-02-27 13:01:27
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年5期)2015-07-18 11:03:41
发电设备(2014年4期)2014-02-27 09:45:31