C5/C6异构化技术方案对比与应用分析
2012-05-18 02:32赵旺华
海峡科学 2012年9期
赵旺华
C5/C6异构化技术方案对比与应用分析
赵旺华
中化泉州石化有限公司
为便于C5/C6异构化技术方案的选择,该文对国外两种C5/C6异构化专利技术,即UOP公司的Penex异构化,Axens公司的C5/C6 ISOM异构化进行了详细的描述和对比分析,对C5/C6异构化工艺技术选择、工业设计等方面提出一些方法和建议。
异构化 辛烷值 催化剂
随着我国经济的发展,环保对工业生产要求越来越严。汽车尾气对大气环境的严重污染已经引起了人们的广泛关注。为此,石油工业正在探索用一种经济的解决方法来生产清洁燃料方式,使之符合新的环保规范。目前我国汽油质量的标准朝着无铅、低芳烃、低蒸汽压、高氧含量的方向发展。而车用汽油的主要组分是催化汽油、少量重整汽油,部分厂在高牌号汽油中添加MTBE,造成了车用汽油的烯烃和苯含量高,辛烷值分布不均等问题,这可以通过调整汽油的组分来解决。C5/C6馏分油是一种常用的清洁汽油调和组分,但其辛烷值较低,约为60~65,且RVP(雷氏蒸汽压)较高,增加产品运输难度。为了解决这个问题,高性能C5/C6异构化技术逐渐发展起来,该技术具有突出的优点,既可以降低汽油池中苯的浓度,又能增加汽油池中的辛烷值。
目前国外应用比较广的两种异构化工艺为UOP公司开发的Penex异构化和Axens公司的C5/C6 ISOM技术,本文主要针对这两种技术展开分析研究。
1 工艺技术比较基础
为便于C5/C6异构化工艺的技术对比分析,以某厂新建一套60万吨/年C5/C6异构化装置实例,进行对比分析。
1.1 原料性质
该原料来自重整拔头油和抽余油,其混合性质见表1。
从原料油看,C5+C6烷烃烯烃总和达94.64%,C5/C6值为1.23,是比较好的异构化原料,但X因子较高,该部分反应难度较大。装置的氢源采用体积分数为87.3%的重整氢。
1.2 产品方案
考虑全厂汽油辛烷值来源较为丰富,该装置只需生产目标RON 83的异构化油就能满足全厂调和需要。
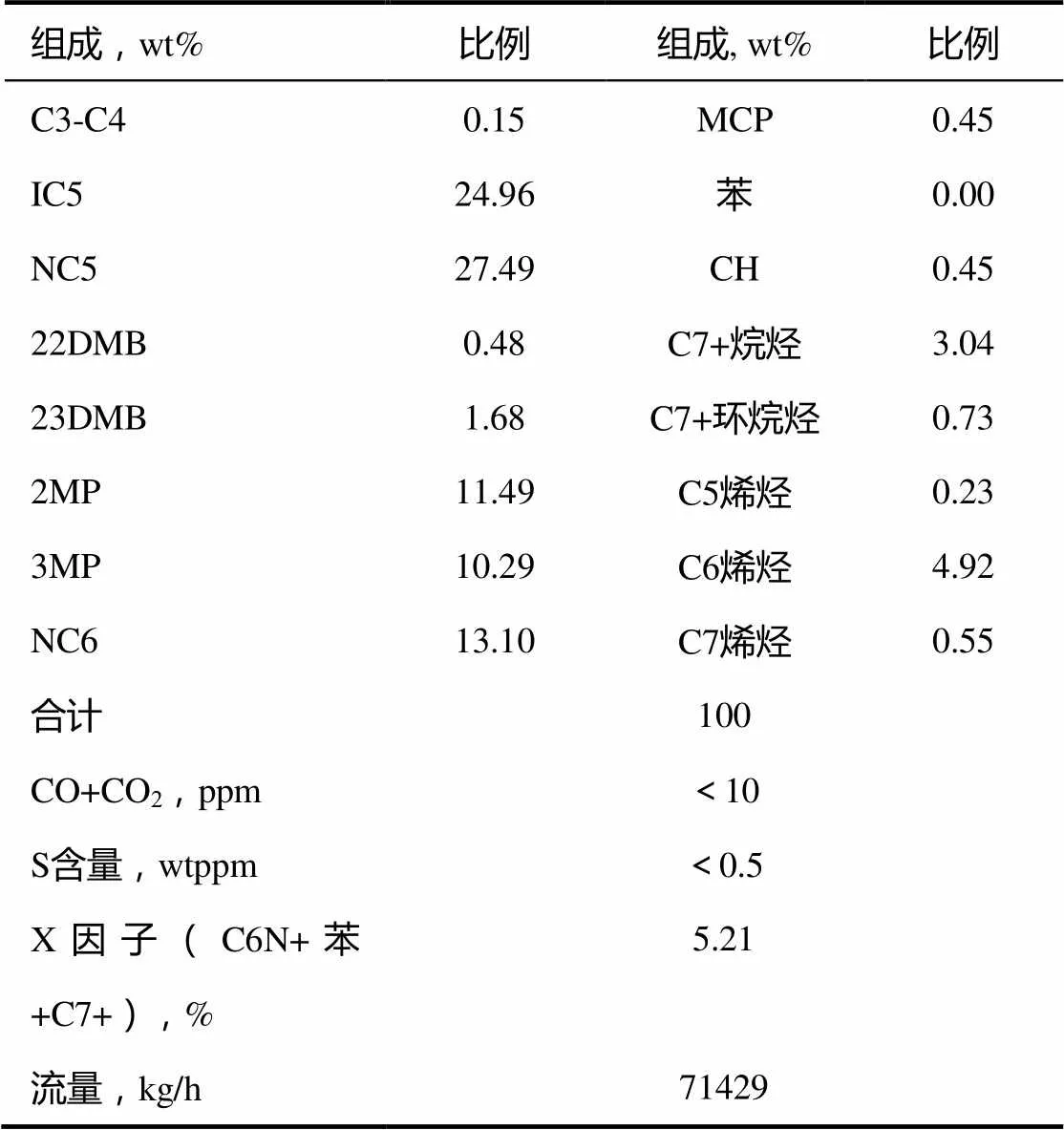
表1 原料油组成
2 工艺方案对比
2.1 两种工艺方案描述
针对上述的异构化原料性质和产品方案要求,选择应用较多的UOP公司的 Penex OT(一次通过方案)和Axens公司的C5/C6 ISOM OT(一次通过方案)两种工艺方案进行对比分析。
2.1.1 Penex OT异构化
Penex OT工艺采用固定床反应器,装有高活性改进型氯化物催化剂,可使C5/C6直链烃异构为带支链高辛烷值组分,并且该催化剂在促进异构化反应同时能最大限度减少加氢裂化。催化剂选择I-84贵金属催化剂,其催化活性高,寿命长。对于典型的C5/C6原料,在原料一次通过反应中,反应平衡时,RON可达83~86之间。该工艺如图1所示,主要分为如下几部分:
(1)原料预处理:重整氢先进入硫保护床脱除H2S,然后进入甲烷化反应器进一步脱除CO和CO2,经甲烷化处理后的氢气进入干燥器对水分进行脱除。
从界区来的原料油经硫保护床后,进入干燥器进行脱水后与干燥后的氢气混合进入反应部分。
(2)反应部分:该工艺两反应器采用串联,由特殊的阀门控制,使每个反应器都可以根据情况调整到首位或末位,方便催化剂的置换,主要反应有苯环加氢、异构化、环烷烃开环、加氢裂化等。反应中通过不断地注入C2Cl4,维持氯环境,保持催化剂活性。
(3)稳定和洗涤部分:经反应后的异构化油在稳定塔中将轻组分分离后作为产品,为防止稳定塔波动造成HCl进入异构化油,在稳定塔底设置了脱氯保护床,避免HCl对下游管线及设备腐蚀。稳定塔顶出来富含HCl组分的干气进入洗涤塔进行碱洗和水洗,脱除干气中的HCl。
(4)干燥再生部分:干燥器在连续运行了一个周期后,需进行再生,对吸附在干燥剂上的水进行脱除。两组干燥器采用UOP专利的DRCS控制干燥器再生过程,可最大程度降低水分进入反应系统。
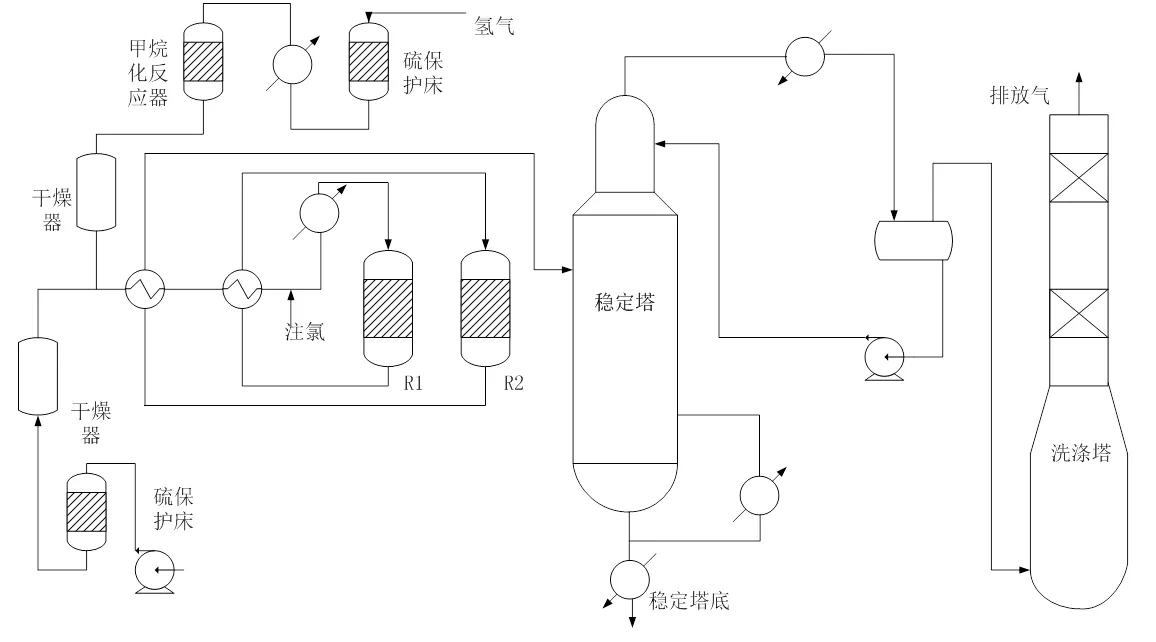
图1 Penex 一次通过工艺流程
该工艺的技术特点为:(1)RON、MON提高幅度大;(2)高异构体转化率;(3)不需加热炉和循环气压缩机;(4)需设置氢气和原料油硫保护床、CO甲烷化反应器;(5)采用UOP专利CRCS控制系统;(6)催化剂对水的要求为无游离水。
2.1.2 C5/C6 ISOM OT异构化
C5/C6 ISOM OT异构化工艺,催化剂采用Axens公司和AKZO催化剂公司开发的一种新型高活性低密度异构化催化剂ATIS-2L,在氢气条件下,直链C5/C6与ATIS-2L催化剂接触,发生异构化反应,转化为带支链的异构烷烃,提高产品辛烷值。该催化剂在较低的反应温度下具有很高的异构化活性,受热力学平衡的影响,反应温度低有利于产物辛烷值的提高,同时反应温度低也会减少裂化反应提高液体收率。通过C5/C6 ISOM OT流程,辛烷值能提高10个单位以上,其工艺流程如图2所示,主要分为如下几部分:
(1)原料预处理:氢气和原料油送至干燥器,干燥剂在脱水的同时,能脱除部分H2S和CO、CO2,经干燥后的原料直接送至反应部分,不需要硫保护床和甲烷化反应器。
(2)在反应部分和稳定、洗涤塔部分的流程设计与Penex OT工艺基本相似。
(3)干燥再生部分,C5/C6 ISOM OT采用单独的PLC控制干燥器再生过程,再生流程设置方面与Penex OT基本相似。

图2 C5/C6 ISOM 一次通过工艺流程
该工艺的技术特点为:(1)提高RON和MON幅度大;(2)反应温度低,裂化反应少,干气量少;(3)不需加热炉和循环气压缩机;(4)不需设置原料油硫保护床;(5)反应温度低,具有更高的异构转化率;(6)催化剂对水的要求高于I-84。
2.2 工艺技术方案的对比分析结果
两种工艺运行工艺数据对比分析如下表:

表2 两种工艺技术对比
从表2看,两种工艺的操作条件均较缓和, Penex OT操作压力均在3.0~3.5MPa之间,Penex OT略低,反应温度Penex OT要高一些。
从产品辛烷值上看,两种工艺都能满足目标辛烷值要求,从产品收率、氢耗上看,由于ATIS-2L具有更高的低温活性,C5/C6 ISOM OT液体收率略高于Penex OT,氢耗比Penex OT略低。
从使用业绩上看,UOP发展时间较早,自1958年以来,Penex工艺就充当提高C5/C6轻石脑油质量的主要工艺,业绩较Axens好很多,截至2010年已授权专利业绩为235套,持续的设计、运行以及催化剂改进使这项工艺保持世界先进水平。Axens进入C5/C6异构化的时间为20世纪90年代,依托其在研究和设计能力方面的优势,经过20余年的发展,截至2010年已授权业绩56套,由于其与AKZO共同开发的高活性ATIS-2L催化剂,使得这项工艺越来越成熟,近几年市场占有率明显提升,近五年已授权32套。但我国异构化方面目前还基本处于空白,两种工艺在国内都还没有已开工业绩。
从能耗角度,C5/C6 ISOM OT要比Penex OT略高,主要是C5/C6 ISOM OT的反应压力较Penex OT略高,动力消耗较多,因此电耗要高于Penex OT。从蒸汽及循环水等能耗上,两工艺差别不大。
从投资角度上看,由于两种工艺流程及工艺条件较为接近,只是Penex OT多了CO甲烷化反应器、氢气硫保护床和原料油硫保护床,增加了部分设备投资。另外,Penex OT工艺在干燥器再生控制系统上需指定采用UOP专利DRCS系统。因此抛除两家催化剂报价上的差别,总体上建设投资Penex OT略高于C5/C6 ISOM OT。
3 建议
对于建设C5/C6异构化装置, 上述两种工艺各有特点和利弊,例如Penex OT工艺投资稍高,但能耗较低。C5/C6 ISOM OT工艺的催化剂活性高,反应温度较低,但其反应压力较Penex OT高,且对原料中水的要求要高于I-84。在选择上应根据全厂产品质量情况和投资能力, 结合具体情况进行选择,以达到最大化的经济效益。本文提出以下工程方面的建议:
(1)根据实际的原料,选择合适的流程和产品质量指标,对于辛烷值来源较为丰富的炼厂,采用一次通过流程较为合适,可以在投资及经济效益最优化的情况下满足调和要求。如全厂汽油池调和对辛烷值要求较高,可选择DIP(脱异戊烷塔)流程或者DIH(脱异己烷塔)流程,这样可使产品辛烷值提高较多,但同时投资及能耗也会相应上升。
(2)如果原料油中C7+含量很高时,可设置采用脱重组分塔,将C7+适当的脱除,C7+在反应过程中主要是裂化,一方面增加了干气量,降低液收,同时裂化过程产生的积碳会吸附在催化剂上,使催化剂活性降低。
[1] 徐东彦, 刘志军, 秦丽华.C5/C6烷烃异构化催化技术在我国的工业应用展望[J].黑龙江石油化工,2001,12(2):1-3.
[2] 濮仲英.碳五、碳六烷烃异构化技术[J].催化重整通讯,2000(4):84-87.
[3] 徐东彦.我国C5/C6烷烃异构化催化剂研究进展[J].工业催化,2000,8(5):10-12.
[4] 张冲.异构化技术及应用[J].辽宁化工, 2009,38(9):674-677.
猜你喜欢
炼油与化工(2021年6期)2021-12-23
石油炼制与化工(2020年7期)2020-07-08
中国特种设备安全(2019年7期)2019-09-10
石油石化绿色低碳(2019年6期)2019-01-14
核科学与工程(2017年2期)2017-05-16
化工进展(2015年3期)2015-11-11
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
化工管理(2015年36期)2015-08-15
重庆三峡学院学报(2015年3期)2015-06-27
能源研究与信息(2015年1期)2015-05-19