
HSCAE模流分析应用技巧
2012-05-18 02:59陆龙福黄常翼
西安航空学院学报 2012年1期
陆龙福,黄常翼
(黄冈职业技术学院 机电学院,湖北 黄冈438002)
1 CAD模型导入技巧
根据HSCAE对网格六方面的要求:①所有的网格单元必须有厚度;②不存在孤立节点和孤立单元;③长高比大于60的单元比例在0.1%以下;④重叠错误单元数量在总单元数量1%以下;⑤边界错误数量在总边界数量的10%以下;⑥节点配对率在50%以上。在导入CAD模型的时候要想减少其中的出错率,尽量符合其网格要求,节省重新进行网格修复时间,导入CAD模型时候续注意以下几个技巧:
(1)去除小的圆角、文字、小台阶等特征,可以获得高质量的网格,特别是圆角部分,划分后得到的网格长高比常常大于60%,另外对于文字、凸台等特征,也容易出现网格单元孤立、重叠单元、过大的长高比等。所以在不影响流动分析的前提下,尽量去除这些特征显得尤为重要。
(2)在不改变实体模型原有特征的前提下,导出STL时精度可以先适当设置低些,如果发现网格错误比较多,再次把精度调节高些,这样,可以使网格划分节约时间,特别是模流分析时,由于精度太高,运算量就变得复杂冗长,这样就很难及时准确的完成。
(3)如果出现长高比太多的零件,利用网格手工修复的效率会显得非常低,一般可以先采用网格管理器导出STL,适当增大网格精度,再次进行划分网格划分,或者通过设置长高比例,把比较大的比例删除,再次进行划分。
2 调整流道改变充填结果
2.1 调整分流道尺寸改变充填结果
对于填充效果不理想的塑件产品,可以通过适当改变分流道尺寸,以达到料流平衡的目的。如图1~2所示为流道尺寸太小,使填充压力增大,各部分填充效果不太理想,通过适当增加分流道尺寸,减小浇口压力如图3~4所示,会得到较为理想的填充效果。
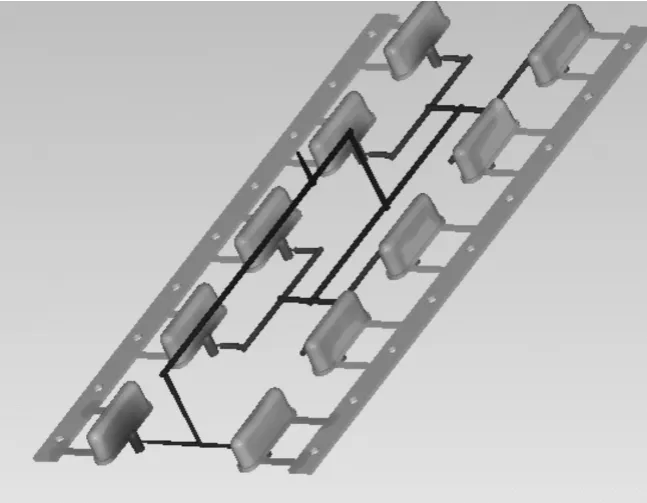
图1 分流6mm,0.2S时的填充
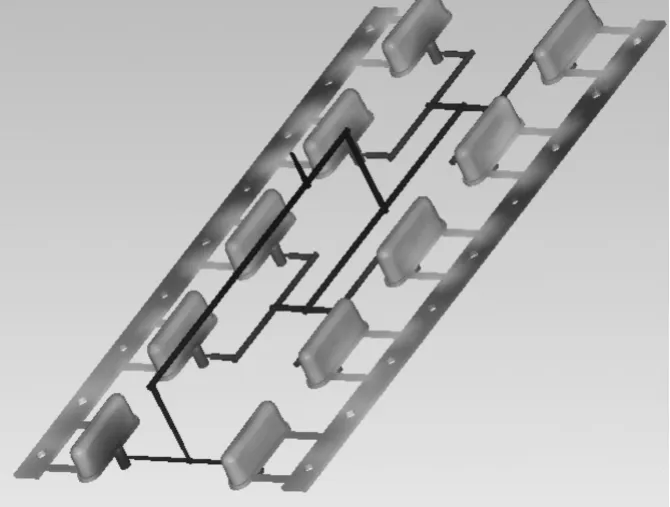
图2 分流6mm填充结束
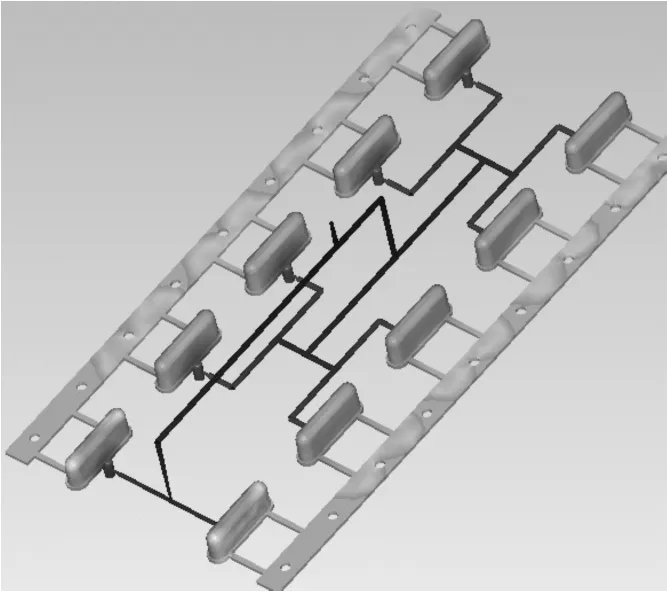
图3 分流8mm,0.2S时的填充
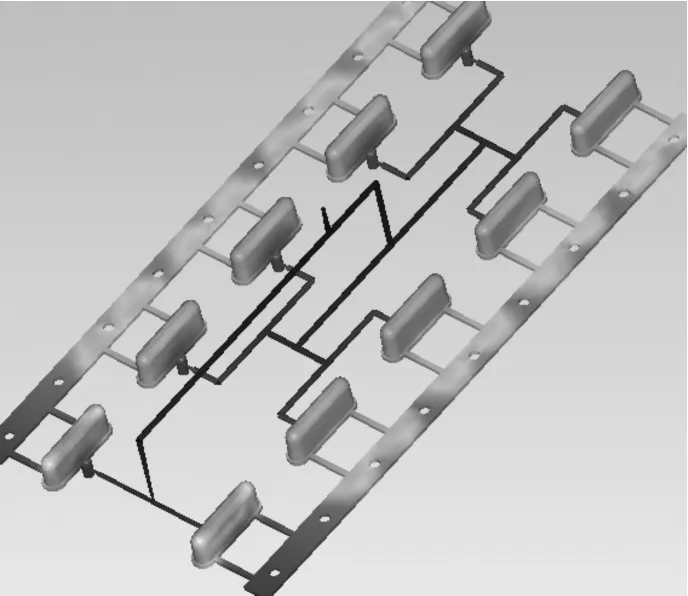
图4 分流8mm填充结束
2.2 通过阀浇口打开时间不同改变熔接痕纹的位置
塑件成型时,“熔接痕”位置控制是件很难的工作,需要多次试验及反复修改,通过阀浇口打开时间长短,可以很好的控制“熔接痕”的位置。如图5~6所示,图5为各阀口同时打开,图6为距离中间阀口后打开,其“熔接痕”可以得到明显的控制。
3 多型腔设计技巧
3.1 一副模具各腔是不同的零件
在CAD系统中,应将各腔模型布置在一起后导出生产成一个STL文件,再导入HSCAE软件中,因为HSCAE软件对每次导入STL文件都将作为方案进行模流分析。
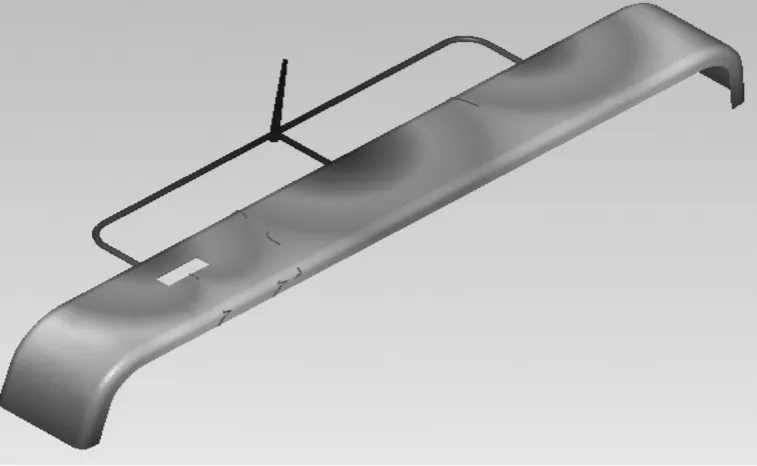
图5 阀口员时打开
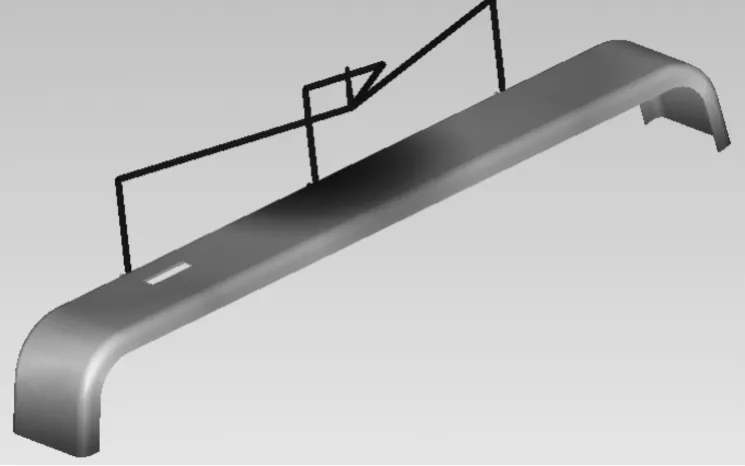
图6 中间阀口后打开
3.2 一副模具各腔是相同的零件
在CAD系统中,只需生产成一个产品的STL文件,直接导入HSCAE软件中,然后再在通过HSCAE软件进行型腔布置,以保证各腔数据的一致性,这样得到的分析结果跟准确真实。
4 浇系统设计技巧
(1)浇注系统参数设计对分析结果影响很大,应保证整个流道长度、截面大小数据和实际的准确性,这样分析结果才与实际成型一致。
(2)是否在CAD系统中一同导出其浇口的STL文件要视浇口类型而定。
(3)对扁平内浇口,如扇形、膜状等,在CAD系统中与制品造型一起导出STL文件,这样扇形浇口的单点进料可以设置于中间。
(4)对非扁平浇口,如圆形、半圆形、矩形、梯形等,在CAD系统中不能与制品造型一起导出STL文件,最好在HSCAE中单独建立,否则分析结果跟实际相比误差会很大。
5 工艺设计注技巧
(1)塑料材料选择:材料牌号不同,其性能差别也不尽相同,所以不同材料参数,分析结果也会不一样,选择材料时,应保证数据的准确性。对于重要零件,建议进行材料测试而获得准确可靠的结果。
(2)注射机选择:首先要保证注射机的最大注射量大于模具型腔体积(浇注系统+型腔),一般取大于型腔体积的20%,另外注塑机的最大注射速度也不能太低,否则会使充模时间过长。
(3)充模时间:这里要特别指出的是,CAE中的充模时间是指实际充满模腔的时间,与注射机的注射时间设置有些差别,应该使注射机流量(螺杆速度×螺杆截面积)与CAE的充模流量保持一致,而且充模时间要尽量短。
(4)注射压力:工艺条件中所设的注射压力不是实际压力,而是注射过程中压力的最大许可值,实际压力由HSCAE软件自动计算而得。
(5)保压压力:保压压力一般选择“自动计算”,如要设置,建议设置为注射结束时入口压力的80%较好。
6 冷却分析注意事项
(1)分析前需检查制品单元厚度是否有过多的零厚度,因为零厚度对冷却分析的影响较大,应该尽量避免。另外也不能出现网格重叠。
(2)冷却结构不能与制品相交,一般距离制品10mm以上,软件才能进行冷却分析。
(3)冷却时间不是从充模结束开始,应该从保压的起点开始进行。
7 结语
根据自己多年从事HSCAE教学研究,总结了一些经验,对HSCAE在整个模流分析过程中遇到的一些疑难问题提供独到的见解和解决技巧,使初学者在学习HSCAE时,更能得心应手、少走弯路,节约宝贵时间,并能更好地把HSCAE软件运用于工作当中,使其价值得到最大化的体现。
[1] 陆龙福,耿红正.HSCAE软件应用教程[M].湖北:黄冈职业技术学院,2009.
[2] 吴梦陵.塑料成型CAE:Moldflow应用基础[M].北京:电子工业出版社,2010.
[3] 练章华.现代CAE技术与应用教程[M].北京:石油工业出版社,2004.
[4] 张金标.注塑CAE及 Moldflow软件应用[M].北京:机械工业出版社,2011.
[5] 卫兵工作室.Moldflow中文版注塑流动分析案例导航视频教程[M].北京:清华大学出版社,2008.
[6] 刘琼.塑料注射 MOLDFLOW实用教程[M].北京:机械工业出版社,2011.
[7] 金杨福,钱欣.Moldflow Insight 2010注射成型分析基础[M].北京:化学工业出版社,2010.
[8] 崔继耀.注塑成型技术难题解答[M].北京:北京国防工业出版社,2007.
猜你喜欢
江西通信科技(2022年3期)2022-10-11
预防青少年犯罪研究(2022年1期)2022-08-15
装备维修技术(2020年8期)2020-11-20
电子技术与软件工程(2019年21期)2020-01-16
作文新天地(初中版)(2019年6期)2019-08-15
北京航空航天大学学报(2017年6期)2017-11-23
筑路机械与施工机械化(2015年11期)2015-07-01
汽车电器(2014年4期)2014-04-25
科技传播(2011年24期)2011-08-29
现代企业文化·理论版(2009年3期)2009-04-21

- 西安航空学院学报的其它文章
- 九寨/黄龙机场的气象特点及签派放行