基于激光传感器的在线烟支圆周检测系统研究
2012-05-10 10:40洪杰
湖南文理学院学报(自然科学版) 2012年3期
洪 杰
基于激光传感器的在线烟支圆周检测系统研究
洪 杰
(常德烟草机械有限责任公司 研究所, 湖南 常德, 415000)
分析了在线烟支圆周检测的必要性及现有方法的优缺点, 并介绍了在线烟支圆周检测系统的整体设计框架及采用32位ARM处理器STM32F103RDT的控制方案. 给出了系统硬件连接图与相关的设计程序.
激光传感器; 在线烟支圆周检测; STM32F103RDT微处理器; 步进电机
在卷烟的生产过程中, 卷烟卷制质量一直是烟草行业重点关注的内容. 当前卷烟生产企业对烟支圆周的检验一般分为离线检测和在线检测2种. 离线检测是指质检员或者机台操作人员对产品进行抽样检查, 这种检查一般都是采用质检室测量的离线方式. 然而这种方式数据不能及时反馈到操作人员, 在出现问题时, 不能及时进行处理, 对质量无法实时跟踪, 容易造成质量事故或造成损失. 相比而言, 在线检测是通过检测系统对生产过程中的烟支进行实时检验, 能对目标偏差立即作出反应, 可以及时将烟支质量情况反馈给机台操作人员, 从而对烟支生产进行及时控制、调整, 保证烟支质量的稳定性, 减少质量事故造成的损失.

图1 腔体压力检测法原理
1 当前在线烟支圆周检测方法的优缺点
当前的在线烟支圆周检测主要采用腔体压力检测法(图1), 其原理是在成形烟条入口处安装一个检测头, 设备将13 kPa稳定压力的压缩空气经过流量调节阀送入检测头内, 成形烟条进入检测头后在其周围形成了一个气环, 当烟条大小发生变化时气流的溢出量就会发生变化, 气压相应地改变, 通过对气压变化值的转换便可得知烟支圆周的状况. 这种方法安装简单, 对现场要求低. 但由于成形烟条携带的乳胶和设备运行中的粉尘会积累在检测头处, 导致测量喷嘴的尺寸变化, 从而影响圆周的检测精度. 另一方面, 气压检测法不会对烟支圆周进行扫描, 从而也无法得知烟支的圆度.
2 激光式在线烟支圆周检测原理
激光式传感器通过发射器发出激光光束, 光束经过烟支后在接收器产生阴影, 传感器通过计算阴影长度便可得出烟支的直径[1], 从而计算出烟支的圆周. 依据激光传感器的特性, 在线烟支圆周检测系统通过步进电机带动激光传感器探头围绕烟支来回180°转动, 实现对烟支全方位的直径检测, 从而可以得出烟支的平均圆周和圆度. 其工作原理示意图如图2所示.

图2 圆周检测原理
3 在线烟支圆周检测系统整体设计框架
整体设计框架如图3所示, 激光式在线烟支圆周检测系统采用STM32F103RDT作为主控制器CPU[2], 实现对烟支圆周的检测和控制. 首先主控制器控制步进电机围绕成形烟条来回、匀速旋转180°, 步进电机再通过传送带带动装载有激光传感器探头的转盘转动, 从而实现对烟条全方位的圆周检测. 在这个过程中, 主控制器每0.18°读取一次激光传感器的模拟信号, 在完成一次(180°)旋转后计算出当前平均圆周值, 并把圆周值通过Modbus协议传输到触摸显示器显示. 同时, 控制器根据当前平均圆周值与额定圆周值的差值, 发出粘接室控制信号, 对粘接室马达运动方向、步数进行控制, 从而实现对成形烟条圆周的反馈控制. 另外, 图3中限位接近开关用于激光传感器的位置校准; 机器速度RCP的输入用于检测烟机运行状况, 烟机停止则圆周检测设备停止检测.

图3 系统整体设计框架
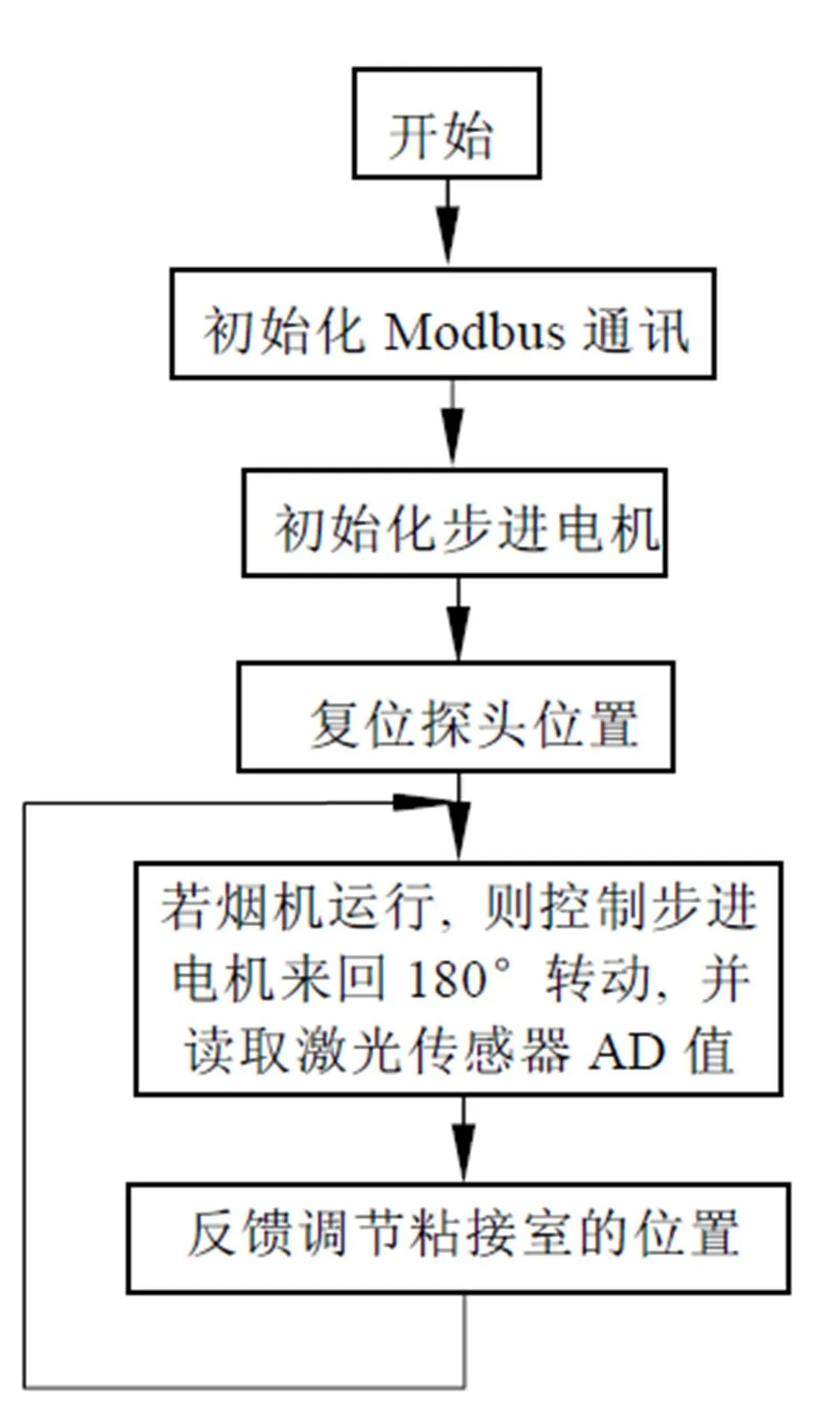
图4 软件设计流程
4 软件设计及部分程序
软件的设计包括: 对步进电机的控制、激光传感器模拟信号的读取、限位接近开关和机器速度脉冲RCP的监视、与触摸显示器的通讯、对粘接室的反馈控制等. 对步进电机的控制, 软件采用定时器定时功能输出恒定频率脉冲, 控制步进电机匀速旋转, 并利用输出口控制旋转方向. 对激光传感器模拟信号的读取则采用ADC功能读取. 限位接近开关的监视是靠外部中断实现的, 而机器速度RCP的监视则利用外部中断和定时器定时判断完成. 本程序中, 主控制器与触摸显示器利用Modbus协议进行通讯, 物理连接采用RS232串口. 在获得当前平均圆周值之后, 软件通过两个输出口输出指示电机运动方向和步数, 从而控制粘接室的调整. 软件设计流程如图4所示.
程序的重点在于步进电机运行和激光传感器模拟信号读取, 因此本文对这部分程序进行详细说明, 包括定时器的时钟初始化和定时器中断的执行[3].
//以下是定时器的时钟初始化
TIM3->ARR = 0xFFFF; //自动重装载寄存器周期的值(定时时间)
TIM3->PSC = 17;//时钟频率 = 72/(时钟预分频+1)
TIM3->CCR2 = 0xFFFF;
//以下是定时器中断的执行
void TIM3_IRQHandler(void)
{ if(TIM3->SR & (1<<2))//捕获/比较2的中断
{ TIM3->SR &= ~(1<<2);
if(prm_MacStatus == DEVICE_WORK ) // 烟机在运行
{ if(cnt_PLS < 2000) //2000步为一圈(1000*0.36/2 = 180度)
{
//定时器定时: ((1+TIM_Prescaler )/72M)*TIM_CCR =((1+17)/72M)*2000 = 0.5ms
TIM3->CCR2 += 2000;
if(flag_Circle_Dir == CW) //第一组数据 当前顺时针转动
{//存储顺时针方向转动的传感器AD值, 只存储cnt_PLS为偶数时
…………
}
else //第二组数据 当前逆时针转动
{//存储逆时针方向转动的传感器AD值, 只存储cnt_PLS为偶数时
…………
}
}
GPIOC->ODR ^= (1<<7); //速度脉冲PC7输出反向
++cnt_PLS;
if(cnt_PLS >= 2000)//转变运行方向
{ cnt_PLS = 0;
if(flag_Circle_Dir == CCW) //当前为逆时针转动
{ flag_Circle_Dir = CW;
GPIOB->ODR |= (1<<0);//顺时钟方向转动
}
else //当前为顺时针转动
{ flag_Circle_Dir = CCW;
GPIOB->ODR &= ~(1<<0);//逆时针方向转动
}
//对烟机运行状况进行判断, 若停机, 则关闭定时器
…………
}
}
}
5 结语
在卷烟机上采用激光式在线烟支圆周检测法替代腔体压力圆周检测法, 具有重要的应用价值. 实践证明, 激光式在线烟支圆周检测法的圆周检测精度可达50 μm, 远远高于腔体压力检测法, 同时, 该检测系统通过合理的结构设计, 能很好地避免灰尘、高温对精度的影响. 另一方面, 围绕烟条来回做180°转动的工作方式, 使得设备能了解烟支的柱面情况, 得到有关烟支圆度的数据,从而有利于采取进一步的精细化调整措施.
[1] 王庆友. CCD应用技术[M]. 河北: 天津大学出版社, 2000. 99 – 102.
[2] 姚文祥, 宋岩. ARM Cortex-M3权威指南[M]. 北京: 北京航空航天大学出版社, 2009. 249 – 270.
[3] 刘军.例说STM32[M]. 北京: 北京航空航天大学出版社, 2011. 192 – 201.
(责任编校:江 河)
Design of online cigarette's circumference detection based on laser sensor
HONG Jie
(Changde Tobacco Machinery Co.,Ltd., Changde 415000, China)
This paper describes the necessity of detecting online cigarette's circumference and the disadvantages of current methods. This paper also introduced the overall design of online cigarette circumference detection system using 32-bit ARM microcontroller STM32F103RDT. The hardware connection and software programme are put forward.
lase sensor; online cigarette's circumference detection; STM32F103RDT microcontroller; stepper motor
10.3969/j.issn.1672-6146.2012.03.017
TS 43
1672-6146(2012)03-0060-03
2012-05-12
洪杰(1973-), 男, 工程师, 主要从事卷烟机电气控制系统的设计与开发. E-mail: hongjie@ccdtm.com
猜你喜欢
中国新技术新产品(2022年24期)2022-03-24
装备制造技术(2021年12期)2021-04-23
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
石油化工建设(2020年1期)2020-08-24
设备管理与维修(2019年11期)2019-10-25
设备管理与维修(2019年6期)2019-07-09
当代医药论丛(2017年22期)2017-04-12
西南农业学报(2016年4期)2016-05-17
电源技术(2015年2期)2015-08-22
电测与仪表(2014年6期)2014-04-04