
宝刀利剑,当问出处
2012-04-29 00:44晏晏
艺术品鉴 2012年12期
晏晏


自古有言,英雄不问出处。但是对于宝刀利剑来说,出自于何人之手,历经怎样锻炼过程,则当问必问。因为名刀有魂,其精神始于铸造。
乾隆腰刀,今秋大放异彩。得贵处,一是乾隆御用的身份;一是宫廷制造的出身。打造此批腰刀的是清宫造办处。造办处下设众多作、处、馆等作坊,广集全国能工巧匠。腰刀的制作,每一个零件各有分工:内务府画图样,玉作制作玉把,枪炮处制作刀刃,木作制作刀的木样,雕刻作商制图案,皮作制作皮签和书写满、汉文字,铁鋄作制造刀的什件等,最后交武备院组装完成。可谓“集万千宠爱于一身”。这当中,还有一位特殊的设计师,就是乾隆。从最初的画样、木样,到刀的数量、名称、年款、纹饰,以及刀的什件、用料、用金量、刀鞘、楠木箱匣和所附皮签上的满、汉文字等,他都要亲自过问、安排。如此下来,腰刀不夺人眼目也怪了。清宫刀剑,程序繁缛,步步精贵,才觅得宝刀,对于民间或者更早前的古刀剑,其铸造程序想来未必有此待遇。这就让人好奇了,那些宝刀利剑,是怎样铸造的呢?天时地利人和
古人铸造刀剑,都当一件大事来做。大约与生俱来的狩猎本能,使他们对刀剑有一种尊崇的敬畏。敬畏当如天,古代铸造刀剑就特别注意天时的适宜与否。一年中春秋两季,冷热平均,可谓最佳。夏天则太热,冬天则太冷,皆会影响材质。尤其农历五月,俗称“毒月”,聚积各种毒气,而七月半的“鬼节”,使这一月份带着至邪之气,对象征正义化身的刀剑,皆不适合。除节气的考虑外,古人亦把天干地支的气象纳入进来。比如,若生肖属龙,龙的地支为辰,则刀剑的最佳铸造时间为辰日、辰时,所谓“三龙调合”下,方得铸造出于心理上、时间上都完美无憾的刀剑。
天时已备,当求地利。古人铸造刀剑,亦讲求地理环境的适宜。一般来说古人会选择山水之畔作为铸地,大约山上可采伐炼制刀剑的矿石原料,而清水环绕,可用以淬火和冷却。《图经》上说,干将铸剑的地方,位于山巅,山上有池,终年不枯,水清鉴人。三国时期蜀汉著名的兵器大宗蒲元亦将铸刀地址选择在斜谷口,而著名的龙泉剑之所以诞生在龙泉,亦因龙泉的溪流河谷中蕴含着大量优质的铁矿砂(铁英),是铸剑必不可少的材料,而龙泉石坑则盛产上好的磨石(亮石),可用于剑的磨制。
《考工记》说:“天有时,地有气,材有美,工有巧,合此四者然后可有为良。”天时地利之外,亦当有“人和”。古人认为,天地之间,充满着浩荡之气,只有“巧工”,才能上通天机、下接地气,集天地之元气、日月之精华、山水之力量于一身打造出良物。对于刀剑来说,一位优秀的铸造师,所起的作用,莫可比拟。也许正是敬天地的影响,早期的铸造师,大多带着神话色彩,不但铸剑过程山崩水枯、诸神出动,而且故事中的宝剑甚至还有“神性”。最传奇的当属战国时代吴、越两国的铸剑师。
《吴越春秋》和《越绝书》就记载了铸剑名匠欧冶子的故事。越王句践请欧冶子造了五把宝剑,后来越国战败,只得将三把送给吴王夫差求和。然而吴王无道,其中的湛泸剑竟能辩正邪,“自行而去”到了楚国。楚王发现身边多了一把宝剑,十分惊异,就请来当时著名的剑师风胡子来评剑,问他剑值几何?风胡子说,无法算出身价,因为造这柄剑时,赤堇山裂开,现出锡矿;若耶溪也干涸,露出铜矿;雨神降下大雨洒扫、雷神拉动鼓风炉、蛟龙捧着熔炉、天帝装炭,由通晓天机的铸剑师欧冶子经过千锤百炼,才作成鱼肠、湛泸等这五把宝剑,当为无价之宝。
还有干将莫邪剑的故事,似乎更广为皆知。楚王召铸造能工干将进宫,让其用王妃生下的一块纯青透明的铁造刀剑。干将把铁块捧回家后,便与妻子日日夜夜地锻炼,费了三年时间,铁块仍未熔,铁水也不下。夫妻俩就剪下头发、指甲,投入火中,铁水终于流出。开炉时,炉中哔啦啦地腾上一道白气:漆黑的炉子里,躺着通红的两把剑。随后,干将用井水慢慢地滴下去,七日七夜后,剑突然不见了,仔细看时,却还在炉底,纯青的,透明的,正像两冰……此段故事,志怪小说《搜神记》中有记载,现代文学大家鲁迅的《故事新编-铸剑》中亦有提及。
早期的铸造师故事,大多“怪力乱神”,神乎其神,却也是古人对铸造师的敬重。历史再晚一些的铸造师,神化色彩消退,却也掌握着先进的技术。两汉三国时,有名的制刀匠阮师,据说其造刀“受法于宝青之虚……以水火之齐,五精之陶,用阴阳之候,取刚柔之和”,可谓精巧备之无所不及,所制的阮家刀“截轻微无丝发之际,斫坚刚无变动之异”;还有上文提到的蜀国铸造师蒲元,曾受诸葛亮之命,在斜谷造钢刀3000把,他便掌握了当时先进的淬火技术。
“技”为利器
说到底,能工巧匠,还是靠了先进的技术。在古代刀剑铸造史上,聪慧的先人们发明了很多先进的技术,这里不能不提的便是百炼钢的锻造技术和淬火技术。
沈括《梦溪笔谈》说:“刀剑绝美者以百炼钢包裹其外。”“百炼钢”指经过反复锻打、合碳量高、夹杂较少、性能较好的钢。百炼钢的品种很多,见于记载的有“五炼”、“九炼”、“五十炼”、“七十二炼”及“百炼”。“炼”字前面这些具体数字的含义,研究者一般认为是加热的次数,即炼了多少次。“百炼成钢”、“千锤百炼”成语由此而来。
百炼钢在史料上有详细记录的,应该是东汉时代出现的“百炼钢”。曹操曾命司造“百辟刀”五把,并称之为“百炼利器”。孙权有三把宝刀,其中一把名“百炼”。浦元为刘备造的刀,上刻“七十二炼”。曾于1974年,在山东省临沂地区苍山汉墓中出土的东汉永初六年(公园112年)的钢刀,可能是迄今为止挖掘出的最早的百炼钢产品。河北满城一号西汉墓土的刘胜佩剑、钢剑和错金宝刀,也是“百炼钢”的产物。
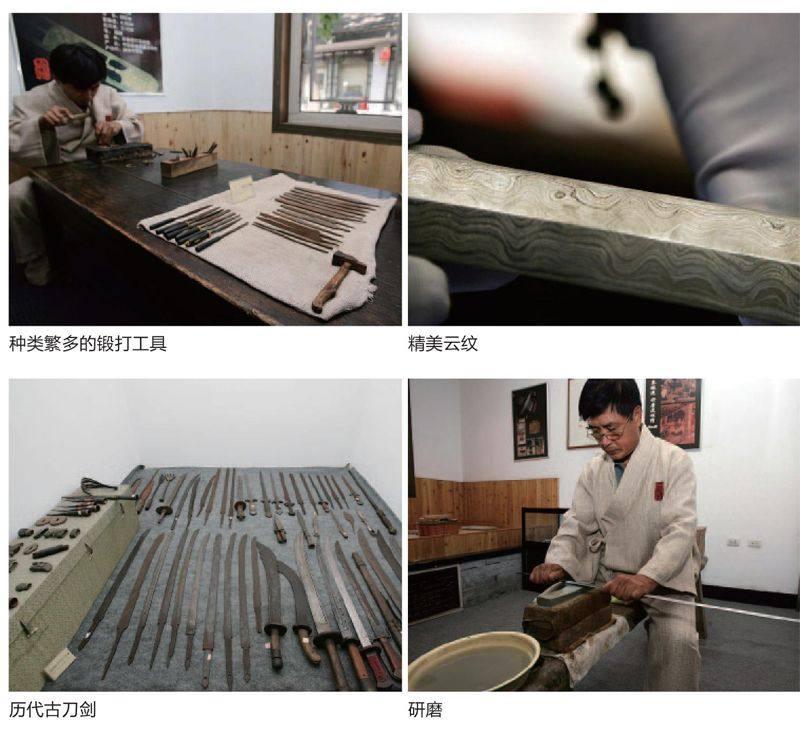
百炼钢制作过程中因不断折叠锻打会出现纹理,且因每次折断不同,纹理千变万化,从而出现左思《魏都赋》中形容宝剑的胜景:“流采之珍,素质之宝,乍虹蔚、波映,或龟文、龙藻。”花纹,如雨、如云、如流星,可谓美极。早先听闻可凭花纹的排列整齐、细密与否,来鉴定工匠锻造时所花心血多寡一说,觉得古人多夸张、不可信,但刀剑上的纹路又明明确证了真有其事。只是这样的技术太费工,动辄耗费数年,才得宝刀三五把。
用百炼钢的技术将刀身打造好之后,其刀部通常会采用局部“淬火”处理。所谓“淬火”就是先把打好的钢刀放在炉火上烧红,当加热呈樱红色时就到了火候,然后立刻放入冷水中适当蘸浸,让其骤然冷却,如此反复,百炼钢才会化为绕指柔。在淬火处理中,铸造师要对刀胚的温度、水温的冷热、水质的优劣有着精确计算,不然,淬火淬得不够,则刀锋不硬,容易卷刀;淬火淬过头,则刀锋易脆,容易折断,这似乎永远是一对矛盾。直白一点,淬火就是铁、水、火三者决一胜负的关键,大有差之毫厘则缪以千里的意味。此技术,非经验丰富的刀匠不能驾驭。
《太平御览》里就记录了三国时代蜀国的兵器制造家——蒲元的淬火故事。诸葛亮命其在斜谷口造钢刀三千把,蒲元认为“蜀江爽列”,易于淬刀,而“汉水钝弱”,不宜淬刀,遂名人到成都,来取“爽烈”的蜀江水。结果士兵取回水后,蒲元一淬火发现不对劲,找来取水的人问道:“这水里怎么掺了涪江水?不能用了。”士兵不肯承认,蒲元再问:
“掺进去八升,是什么原因?”那人便知道再也瞒不住,赶紧叩头认罪。原来,山路崎岖,坎坷难行,所取的江水打翻了一大半,士兵不得已掺杂了涪江水。蒲元能够分辨水质优劣,甚至精确到水桶里有多少比例的蜀江水与涪江水,真真让人折服。不过,似乎又过于神话,但是用什么水淬火,在科学上确有讲究。后来,到北齐时代,曾用牲尿和牲脂来代替水淬火。大意是因为,牲尿合有盐分,淬火时比水冷却得快,淬火后刀刃钢质坚硬锐利;用牲脂淬火冷却慢,因此刀背钢质柔韧,可以抵销刀口受到的冲击,以免折断。
工序严谨
天时、地利、人和、工巧都具备后,就可进入打造工序。在古代,打造一把完整的刀剑大致需要8道工序,但细分下去却又有20多道,比如研磨就需要17道工序,耗时150多个小时,工序严谨可见手艺之精细。这其中,锻造是铸造刀剑的基本,按照传统的方法首先要用泥制作刀剑模子,这称为制范。而刀剑身上的装饰纹路也要在这一步完成,即在内壁上刻出阴阳相反的肌理。
制范之后,要合理搭配原料的比例,调剂出适合刀剑材质的硬度和强度。在古代早期,以铜剑为主,多合金成分,比如春秋战国。1965年湖北省江陵县望山1号墓出土的越王勾践剑,剑锷锋芒犀利,寒光闪闪,出土时插于漆木鞘里,保存如新,至今犹能断发。经分析测定,此剑合铜量高至80%,合锡量在20%左右,且剑脊合锡低(10%),韧性好而不易折断;刃部合锡高(20%),刚而锋利。这种合理搭配的合金制造技术,别说在当时,即便在近代,其他国家也是望其项背的。而到了宋朝时期,先民们便掌握了将硬度高的高碳钢和韧性好的低碳钢煅接在一起的合金钢的方法,足见当时冶金技术达到了较高的水平。
接下来需要将原料熔炼,去除其中合有的杂质,如木炭、氧化物、硫化物等元素,待熔炼成熟后就可浇铸到制范中,待其冷却凝固,刀剑的雏形就可成形了。但还需要锻造、淬火、研磨和雕刻,再配以相应的刀鞘,一把完整的刀剑才算制作成了。淬火前面已经讲到,研磨的时候,需要磨刀石。从道理上说,任何沙岩石都可以磨刀的。但一面光滑一面粗糙的砂岩石尤其出挑,因为光滑面可以使刀锋利,而粗糙面可打磨卷口,让刀刃锐利且耐用,不易产生缺口,是最好不过的。至于雕刻,则是下面要讲到的刀剑装饰艺术。
装饰艺术
刀剑制作进入到装饰艺术,可以说进入最后一个环节了。刀剑即成,在其上施以巧艺,或增进其功能,或装饰其外表,都是为了锦上添花。古人常用的装饰艺术大致有:
错金:在金属胎体上绘好所需图案,以凿刀刻出外窄内宽的沟槽,然后将金、银、铜等薄片以槌打入槽中,薄片受力后遂紧嵌于槽壁内,不易脱出,最后以错石错平表面即成;此种工艺以战国所作最称精致,线条细致流利,金银对比,华美非常。
鎏金:先以金或银与水银合成汞齐,涂于金属胎体表面,然后加热使水银蒸发,表面即有金或银薄膜之附著,最后以金属物推实即成;此法发明于战国中期,运用非常广泛。
包金将金或银等捶成薄片,包覆于胎体上,再以槌敲打密实,使凹凸纹理一如胎体表面。
镶嵌:今人多镶嵌不分,事实上,二者略有不同。“镶”是将某物固定于胎体的表面,胎体表面一般不受影响,而“嵌”则是将某物固定于胎体的中间,或是胎体的表面凹槽内,胎体表面须经挖凿或镂空,以与物形相合。
髹:以漆平涂于器物上称为髹,髹漆不仅有助于固定,也有助于耐久防蚀,因此多施于柄和鞘上。
失蜡法(或称脱蜡法):对于更繁复的造型,古人以蜡雕制原型,再覆以细砂,并使之密实,预留灌浆的孔道,然后灌以高热的金属熔浆,蜡遇热溶化而流失,熔浆遂填补其缝隙,待冷却后取出进行修整即成。此法发明于战国或更早,许多精致的镂空造型均以此法铸成。
一把古刀剑的铸造,需要天时、地利、人和、技艺的配合,才算功德圆满,完美出落,真真是百般讲究、不可马虎。也许以当今的眼光来看,以天地的敬畏来制衡刀剑的铸造,多有虚妄的成分,但以现在科技水准衡量其技术,大部分还是有科学根据的。这些技巧,日本人从唐代时学了八九分,并结合日本本地的方法做了改良,且不惜卑礼重聘以招异国人才,既学得其上乘,复精益求精且驾而上,从而形成了日本极有系统的各系锻造方法,一脉相承下来,造就了当今日本刀剑的辉煌。而在中国,传统刀剑技术大多失传了,在明代时已不如日本,更遑论现在。祖宗的好手艺,为什么没能够流传下来?这或许是因为还在刀剑等冷兵器时代,每个政权都害怕人民拥有刀剑,不是没收,就是大量摧毁,以巩固其统治地位。这种恐惧,由来已久,楚王得了干将炼成的世间无二之剑,不是担心他再为别人炼剑,而把他杀了吗?如此才有干将之子持“莫邪”剑为父亲复仇的故事。锻冶刀剑的资料和技术被当做“军事机密”、“禁忌话题”,不能“大白于天下”,古文献中也“不甚详录”,莫不遗憾。后人们,只能爬梳在有限的史料上、靠着仅有的古刀剑实物,慢慢摸索和尝试还原曾经的铸造辉煌。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30
消费导刊(2023年17期)2023-05-03
消费导刊(2023年17期)2023-05-03
轮胎工业(2022年7期)2022-11-25
轮胎工业(2020年11期)2020-03-01
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
吉林地质(2014年3期)2014-03-11
汽车与新动力(2014年5期)2014-02-27
超硬材料工程(2011年3期)2011-04-01
