疲劳试验机同轴度产生的原因及调整方法
2012-04-26 02:10:28魏亚功上海市浦东新区计量质量检测所上海华龙测试仪器有限公司
上海计量测试 2012年4期
凌 明 魏亚功/.上海市浦东新区计量质量检测所;.上海华龙测试仪器有限公司
0 引言
拉、压疲劳试验机主要用于材料的力学性能试验。由于设计、加工、安装、使用等多方面因素的影响,试验机不可避免地存在同轴度误差。同轴度误差的存在使材料作拉伸试验时引入附加弯矩,从而影响到试验结果的准确性。拉、压疲劳试验机的上、下液压夹头同轴度指标是影响材料疲劳寿命的一项重要技术参数,因此需要对上、下液压夹头不同轴产生原因进行分析,然后进行调整,达到符合规程要求的同轴度,保证实验结果可靠性。
1 同轴度对试验力的影响
拉压疲劳试验机的上、下液压夹头(以下简称夹头)的同轴度,对试验机的力值准确度有明显影响。本文对规格为50 kN的1级拉压疲劳试验机的拉力进行试验验证。试验结果见表1。

表1 试验结果
数据表明,同轴度对试验力有影响,而且还很大。上述试验机的几何同轴度为0.25%,已经导致1 kN点的力值误差达到了1.9%,超出了规程规定的1%范围。因此,仅仅满足JJG556-2011《轴向加荷疲劳试验机检定规程》中对上、下夹头的同轴度的8%~12%的要求是远远不够的。
2 同轴度对试验结果的影响
拉压疲劳试验机(图1)的上、下液压夹头同轴度,除了影响试验力的准确度以外,也对材料的拉、压疲劳试验结果有较大影响,尤其对低应变的试验影响更甚。因为上、下夹头的不同轴,会引入附加弯曲应力并叠加到平均应力上,造成应力局部集中,降低材料疲劳寿命。
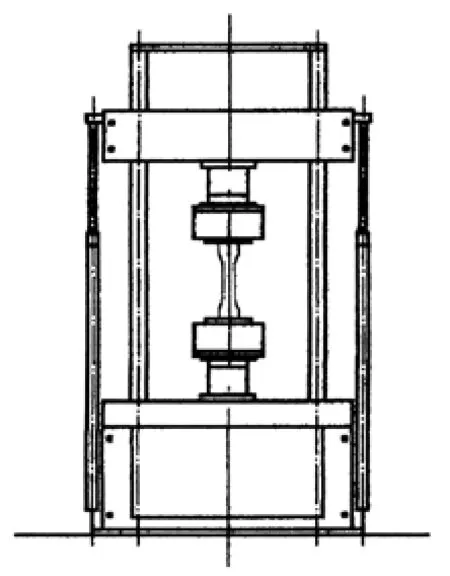
图1 拉压疲劳试验机夹头夹持试样
试验机上、下夹头的几何同轴度一般有这样3种类型:
(1) 上、下夹头只有夹持中心位移,使材料在拉伸或拉压试验时增加了弯曲应力,见图2(a)。如果中间断开,此时试样就成为悬臂弯曲。
(2) 如果上、下夹头只有同向夹持倾斜,则试样处于纯弯曲,见图2(b)。
(3) 如果上、下夹头既有中心位移,又重叠夹持倾斜。这种情况会呈现三种夹持方式:
1) 即一端夹持倾斜,另一端纯中心位移,见图3(a)。
2) 或一端夹持倾斜,而另一端中心位移及夹持倾斜,见图3(b)。

图2 上、下夹头呈现的两种夹持情况
3) 也可能两端夹持倾斜和中心有位移,见图3(c)。

图3 上、下夹头呈现的三种夹持情况
上、下夹头不同轴的存在会使拉压疲劳试验试样不在中间疲劳断裂。
为了得到材料疲劳试验准确的结果,除了要求有较好的力值准确度外,还要求试验机上、下夹头有较好的同轴度。
由于目前没有受力同轴度检验的有关标准或规定,没有同轴度基、标准溯源的途径,所以日常检定工作中主要是考核几何同轴度为主。
3 几何同轴度产生的原因与检查
3.1 几何同轴度的产生原因
影响试验机上、下夹头同轴度的因素很多,下文对试验机同轴度产生的原因、检测方法和调整技巧谈谈看法。
(1)试验机活动横梁升降的平稳性
试验机横梁升降平稳性主要取决试验机立柱的加工精度和装配后的平行度,还取决于横梁和立柱间的夹紧方式及横梁和立柱间的间隙大小,这些都是加工和装配的结果,也是不可调整的。
(2)横梁升降时安装力传感器的下平面平行性
试验机横梁下底面(传感器基面)在横梁升(或降)后的水平重复性也是先天决定的,它随着横梁升(或降)后横梁夹紧,横梁下底面水平发生变化,产生后果是使上夹头的夹持产生倾斜。
(3)单个夹头夹持的倾斜与否、夹头夹持的重复性、夹头块的互换性也影响试验机的同轴度。
(4)斜面垫(防松垫)上下平面的平行性等都能影响试验机上下夹头同轴度。
3.2 同轴度的几种检验方法
试验前检测试验机夹头同轴度方法主要有以下4种:
(1)利用两根圆试样分别夹在上、下夹头上,见图4(a)。把V型铁靠在下面的试样上转一周,利用百分表测量上面试样A、B两端位移及计算得到试样倾斜量、倾斜方向。
(2)利用一根标准长圆棒和带平台的中心检验棒分别夹在上、下夹头上,见图4(b),转动转盘一周,分别测得标准长圆棒A、B两端位移及计算出试样倾斜量、倾斜方向。
(3)以底座为基础,分别测量上、下检具的平移和倾斜,见图4(c)。

图4 试验机夹头同轴度的检测方法
第一、二种方法共同点都是利用下夹头夹持一根检具(棒)作为基础来测量上夹头夹持的检具,得到夹头的平移和倾斜,这样测量用的基础本身受到下夹头的夹持后是否倾斜的影响。对寻找平移和倾斜的原因不方便。第三种方法下转动轴也受到下夹头夹持后倾斜与否的影响,并且也影响到上夹头检具的测量结果,对排除和分析带来麻烦,观察也不直观。并且第二、三种需要旋转转盘,则转盘与转轴间存在间隙也将影响测量结果。按照图4(a)、(b)、(c)对同一台试验机的同轴度进行检验得结果如表2(数据表明几种检验方法对检验结果影响不大)。

表2 同一台试验机的同轴度检验的结果
(4)上、下夹头同轴度测量方法见图5。测量时可用低压把同心棒夹紧,基准板放在液压夹头上平面,两圆柱(圆柱也可用内六角螺钉代替)靠紧液压夹头侧面转一圈,可以得到同心棒A处百分表读数,同样可读得B处读数,依据百分表读数可按下式计算偏心值:
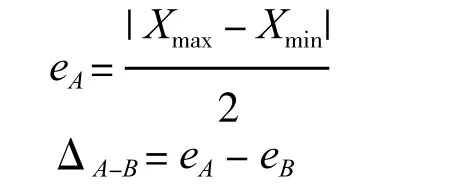
式中:eA—为A处的偏心值;
Xmax、Xmin—百分表最大和最小读数;
ΔA-B—A、B两处偏心值之差。
如果A、B两处偏心值相同,即ΔA-B为零,则可认为同心棒垂直于液压夹头上平面。如果偏心值e很小,说明同心棒处于夹头夹持中心。如果A、B两处偏移值大致相同eA≈eB≈0,则说明位移和倾斜都没有(比较小)。只对一个夹头而言,靠近夹头近的点偏移量eA不可能大,此时只须观察eA、eB值是否一致,若一致说明该夹头装上试验机后,试验机同轴度能调得很理想。按第四种方法测量时,利用的基础是夹头的上平面和外圆,此平面在加工时与夹头中心线互相垂直,外圆中心线与夹头中心线重合(此两点加工时工艺保证)。所以它可以客观地分别测得上、下夹头的夹持情况,它不受另一夹头的影响,也可用一个为基准测另一个,给测量和调整带来方便。

图5 试验机夹头同轴度的检测方法
一般试验机用户都能进行四种测量方法,而且比较方便,其中用第四种方法,从准备到测量既方便又可靠。
4 同轴度的调整方法
单个夹头夹持同轴度是描述同心棒中心线与夹头夹持中心线重合的程度,e、Δ值小说明单个夹头同轴度好。在调整试验机同轴度时,因立柱、横梁锁紧方式已定,要改动比较困难,单个夹头夹持同轴度是关键。试验机同轴度要求500mm长时Δ为0.3mm,所以单个夹头夹持同轴度Δ值最好调至0.1mm,e值尽量小。e值大反映同心棒中心线与夹头夹持中心线位移大,说明两夹头块不一致或左右夹头块的基角β不一致(见图6),可改变基角加以修正。
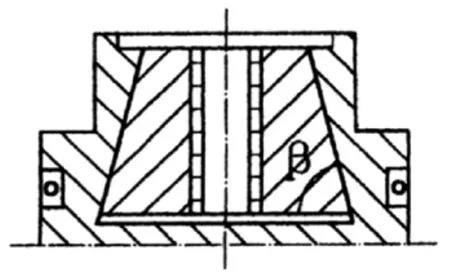
图6 夹头剖视图
测量试验机的同轴度,其目的是要寻找和得到较好的夹头同轴度。从试验机结构看,活动横梁两端与立柱间的间隙是关键,间隙两端不一致会引起横梁升(或降)时,横梁传感器基面不平行,直接影响上夹头夹持倾斜。在调整两端间隙时,可以在活动横梁上放一水平仪,其间隙调整至活动横梁上升(或下降)自如,并且水平仪的水平变化尽量小,这是保证上下夹头同轴度的基础。其实这个环节出厂时已调得差不多,使用者应该在更换夹头或在更换夹头块后,注意测量和调整上下夹头的同轴度。
上文分析单个夹头的自身同轴度比较重要,也是保证上、下夹头同轴度的基础。可以利用图4(d)所示的方法反复测量,测量单个夹头夹持校验棒的同轴度变化,看其是否重复性好。测量和调整单个夹头主要是eA≈eB,使校验棒垂直于夹头上端面。如果是eA= eB并且偏的方向不变,说明此时的夹头块的基角β两边不对称,需要修正β角,使eA≈eB。如果偏的方向总在变化,则说明夹头的活塞内腔斜角 β塞与夹头B夹不吻合,此时需要修正。按理应把活塞两边的β塞修得对称并与β夹一样,但是修活塞内腔,首先得把活塞拆出,这样比较麻烦。虽然此时修理夹头块比较方便,但修完后,夹头块不能互换,只能记住方向单配。只要调整到单个夹头,使eA≈eB,且重复性好,则把夹头装上试验机后就比较好调整了。因为e的大小只是中心平移,再调整时比较简单。
装好两个夹头后预锁紧是关键,通过超载拉力后的锁紧(调整斜面垫),试验机在做拉、压双向试验时,夹头同轴度不会发生变化,材料疲劳试验能够得到比较满意的结果。
5 结语
本文不仅介绍了试验机上、下液压夹头同轴度的测量方法,更剖析了同轴度产生的原因并给出进行疲劳试验前更换或装拆液压夹头时调整同轴度的经验和方法,方便广大试验机操作人员实际操作。
[1]全国力值硬度计量技术委员会.JJG556-2011[S].北京:中国计量出版社,2011.
[2]张贵仁.材料试验机[M].北京:中国计量出版社,2009.
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:56
家庭影院技术(2021年3期)2021-05-21 02:15:12
哈尔滨轴承(2020年2期)2020-11-06 09:22:28
哈尔滨轴承(2020年1期)2020-11-03 09:16:08
冶金设备(2019年6期)2019-12-25 03:08:46
制造技术与机床(2018年8期)2018-10-09 08:27:28
制造技术与机床(2017年2期)2017-05-04 04:17:35
橡塑技术与装备(2015年7期)2015-07-03 12:17:50
现代冶金(2015年4期)2015-02-06 01:56:01
河南科技(2014年10期)2014-02-27 14:09:20