基于纸质SIM卡基制作中常见问题的分析
2012-04-11 02:10:12郝岐峰韩晓奇
山西大同大学学报(自然科学版) 2012年1期
郝岐峰,韩晓奇
(山西大同大学煤炭工程学院,山西大同037003)
SIM卡主要应用在在移动通信领域。作为手机登录网络时的鉴权认证,随着移动通信技术向更多技术应用领域渗透,SIM卡将会提供更大存储容量、更高通信速率、更强计算能力以及更加完善的身份鉴权体系[1]。 手机银行支付、手机互联网常见业务等等,SIM卡已经成为一个支持多任务、多功能的业务平台。随着我国国民经济持续稳定地增长,以及国内各大移动运营商新业务的开展和3G、4G业务的推广普及,我国SIM卡的需求量越来越大。
传统SIM卡基如图1所示,由于采用注塑和层压[1]的制作工艺以及使用PVC或ABS作为生产原材料,需要大量的能源消耗,并且在制作中会排放出大量的二氧化碳,不符合国家节能减排政策。同时用户购买SIM卡后,芯片小卡置入手机,其余部分完全废弃。由于PVC或ABS的不可降解性或者难降解性,给环境造成很大的污染。
随着我国十二五规划的出台,节能减排和低碳经济已成为我国产业结构调整的重要内容。SIM卡的生产工艺和生产原材料必须试图得到改进。目前,作为中国移动“绿色行动计划”的一项内容,纸质SIM卡已经开始在全国推广。同时由于纸质SIM卡生产工艺的特殊性,将直接提高SIM卡的生产能力,以满足日益增长的国内外市场需求。
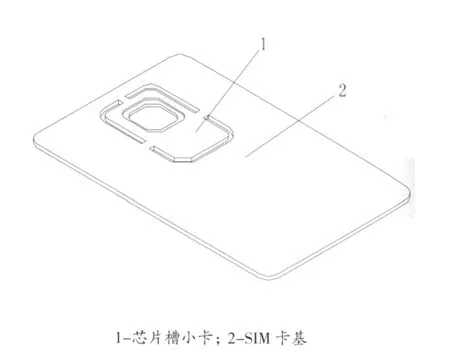
图1 传统SIM卡基结构示意图
1 纸质SIM卡基制作工艺及特点
纸质SIM卡基结构如图2所示。纸质SIM卡基3,是由ABS混合材料小卡1(以下简称ABS小卡)与纸质卡套2镶嵌组合而成。ABS小卡1上植入芯片,经过个性化数据处理后最终被置入用户手机内部,是有效使用的部分,SIM卡用户使用部分性能没有任何改变。纸质卡套2,即印刷可视信息的部分,也就是用户采集有用信息后要废弃的部分,采用纸质材料生产可以循环利用,把对环境的污染降到最低[2]。ABS小卡1和纸质卡套2分开生产,然后镶嵌组合成完整的纸质SIM卡基3。
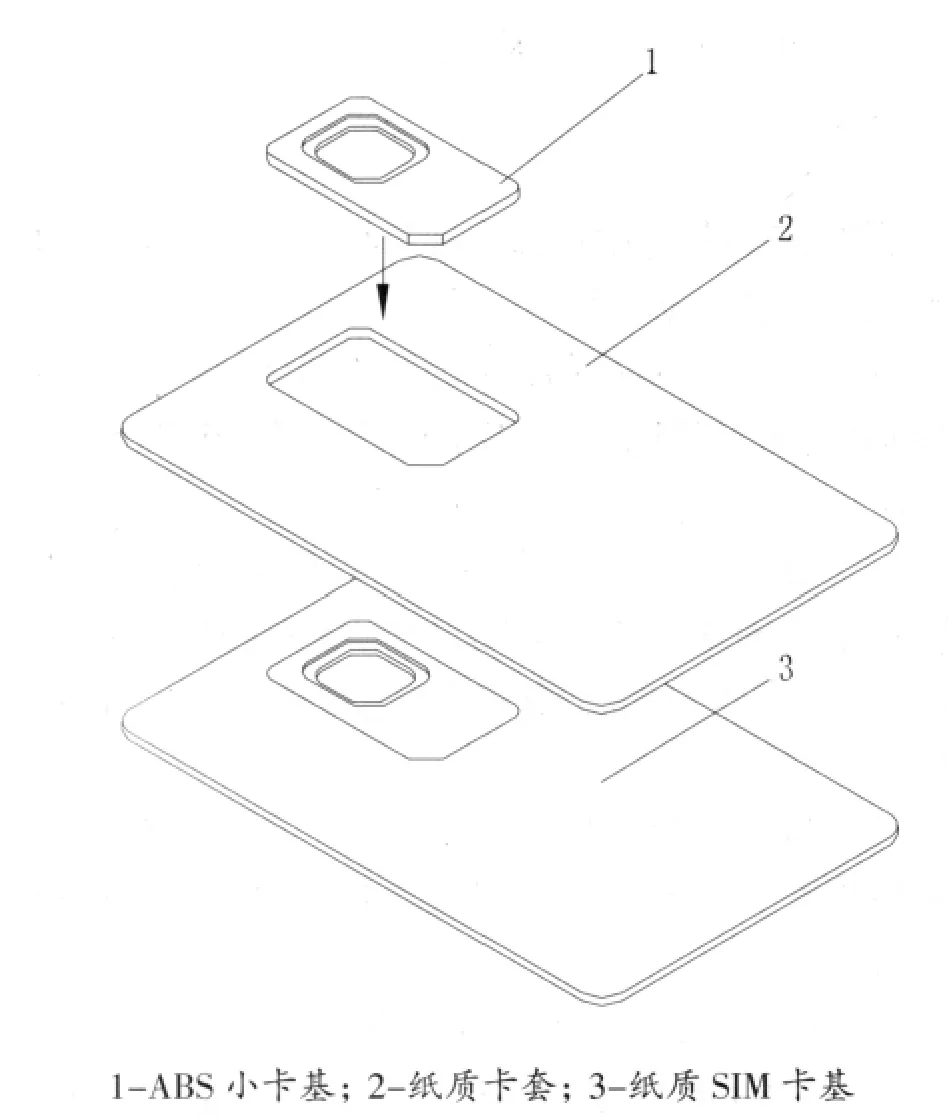
图2 纸质SIM卡基结构示意图
目前,国内使用的SIM卡基尺寸为:卡基厚度0.81 mm,长、宽分别为 85.6 mm、54 mm。 若采用纸质卡套与ABS小卡镶嵌,其中ABS小卡尺寸仅为: 长 25.00 ± 0.10 mm, 宽 15.00 ± 0.10 mm, 厚0.76~0.84 mm。在ABS小卡上台阶式芯片槽尺寸是12.04×13.04 mm 。小卡采用ABS混合材料通过注塑工艺生产。其特点是:
1)由于ABS小卡比SIM卡基尺寸小,采用注塑工艺生产时在很大程度上减少了PVC或ABS混合材料的消耗,同时降低了制作过程中排放出的二氧化碳,符合节能减排和低碳理念。
2)由于ABS小卡比SIM卡基尺寸小,相比SIM卡基注塑,可以增加注塑模具的开腔数目,(目前国内使用的SIM卡基制作注塑模具一般为4腔或8腔模具),从而提高ABS小卡的生产能力,并且注塑模具的制作质量和ABS小卡的质量更容易保证。
3)由于采用注塑工艺,使得芯片槽合格率与铣槽工艺相比明显提高,可以达到99.5%以上。
纸质卡套即印刷可视信息的部分,由于生产中不需要考虑芯片槽,采用整版印刷[3-4]层合、整版冲切生产,生产能力同样不受限制。ABS小卡和纸质卡套分开生产,“镶嵌组合”工序是纸质SIM卡基制作的关键工序。在镶嵌组合工序中,首先要将ABS小卡置入纸质卡套上预先冲切出的小卡孔位置,然后用粘接材料将两者粘接在一起,整个工序由机械设备完成。为了提高生产效率,纸质卡套通常在整版印刷层合后进行预留小卡孔的冲切,而单张卡基的冲切要在镶嵌组合工序完成后进行。
2 纸质SIM卡基制作中常见问题分析
2.1 ABS小卡和纸质卡套的镶嵌粘结力
ABS小卡与纸质卡套材料不同,在相同外部环境下变形量不同,要使两者镶嵌粘接为一体并且使整个卡基机械性能满足国家标准,便于顺利完成SIM卡后续生产工序(包括:芯片植入,个性化数据处理,序号及条码打印,封装等)。粘接剂的选用以及粘接工艺都很重要。一方面要求粘接剂具有一定范围大小的粘接力,同时要求在整个粘接工序中粘接剂必须瞬间凝固。镶嵌粘接力太小,在后续工序生产中容易使ABS小卡和纸质卡套分离。粘接力太大,用户购买SIM卡后不容易将ABS芯片小卡掰下。ABS小卡和纸质卡套的镶嵌粘接只有粘接剂瞬间凝固,才能不影响后续的生产作业。因此,ABS小卡和纸质卡套的镶嵌工序是整个制作工艺的技术关键。镶嵌工序完成后通过以下实验确定镶嵌粘接力大小,使其符合ISO7816-1 1995国际标准,和GB/T16649-2 2006国家标准。
1)ABS小卡推力测试,从卡基正面将ABS小卡基推离纸质卡套,其推力值120-200 N;从卡基背面将ABS小卡推离纸质卡套,其推力值50-90 N。
2)纸质SIM卡基动态扭曲测试,卡基经1 000次扭曲后,ABS小卡不从纸质卡套上脱落。
2.2 纸质卡套的变形影响SIM卡质量
纸质SIM卡基变形取决于环境因素 (温度,湿度,压力)。其中湿度的影响比较突出。纸质SIM卡生产的全部工序通常不在一个生产环境下完成,各用户使用地点环境因素区别也很大,因此增加了控制纸质SIM卡基变形的复杂性。通常在生产中考虑环境因素引起的变形并加以控制外,在仓储、运输等其它环节还需要采取相应措施,以保证从纸质SIM卡基到完成纸质SIM卡制作的全部工序,最后到用户使用前变形控制在允许范围内。
纸质卡套的纸板采用多层结构,经高压表合以增加纸张的致密度,纸张层之间采用一种特殊的粘接剂[5-7],粘接剂固化后在纸张层间形成均匀的张力(类似浇注在水泥中的钢筋),以增加纸板坚挺度和弹性。 对纸质SIM卡基机械性能测试从三方面要求:
1)卡片的弯曲刚度要求。对纸质SIM卡基进行测试时,顶住卡片中心点产生的弯曲变形在8 mm左右,在撤除外力后1 min,卡基偏移在1.5 mm以内。
2)卡片刚度推力值要求。将两张纸质SIM卡基重叠弯曲8 mm,其推力值在12-14 N之间。
3)卡片弹性推力值损耗要求。两张纸质SIM卡基重叠弯曲8 mm状态下延时20 s,其推力值损耗小于1.0-1.3 N。
2.3 激光打码出现的问题
ABS小卡和纸质卡套材料不同,很难实现打印机相同参数下对ABS小卡和纸质卡套同步打码。而纸质卡套印刷可视信息后,激光打码机无法直接在上面打码。因此需要对纸质卡套的打码位置进行热敏处理,满足激光打码的需要。
热敏处理分为局部处理和整体处理。局部处理是指对打码的位置进行局部的热敏处理。这种方法使制作工艺复杂,但对纸质SIM卡基的机械性能几乎没有影响。整体处理是对纸质SIM卡基打码表面的整体热敏处理,这种方法工艺简单但容易改变纸质SIM卡基的机械性能并且使得制作成本增加。热敏处理后要进行卡基表明的UV固化,以避免遇到保护模带封贴密码后,产生发黑反应使密码消失。
通常SIM卡可以采用激光打码方式或喷墨方式在卡基背面打印信息码。如果采用喷墨方式打码,就不需要热敏处理。由于激光打码的成本和打码质量都优于喷墨方式打码,目前国内SIM卡厂家大部分采用激光打码,热敏处理就显得优为重要。打印信息码测试要符合以下要求:
1)信息码颜色为黑色或深蓝色或绿色。
2)信息码清晰可识别,分辨率不低于300 dpi,条形码识别率不小于99.00%。
3 结语
纸质SIM卡与国内外现行的PVC或ABS SIM卡比较的有益效果为:
1)在生产过程、制作原材料上减少了能源的消耗和二氧化碳排放对环境的污染,符合国家节能减排政策。
2)ABS芯片小卡置入用户手机内部,是有效使用的部分,SIM卡用户使用部分性能没有任何改变。而纸质卡套可以被循环利用,把对环境的污染降到最低。
3)ABS小卡和纸质卡套分开生产,生产工艺上容易实现产能的突破,以满足日益增长的市场要求。
目前,纸质SIM卡基的生产工艺还需要进一步的完善。在生产中粘接剂的选择、环境变化对卡体变形的影响以及为实现激光打码的热敏处理等问题直接影响着纸质SIM卡基的质量,需要通过反复的实验才能最后形成成熟的生产工艺。从长远来看,ABS芯片小卡会最后取代目前市场上见到的所有形式的SIM卡。直接生产的ABS芯片小卡供用户使用,才是真正意义上符合节能环保。但是,目前国内SIM卡厂家不具备对ABS小卡基完成后续生产工序(包括:芯片植入、个性化数据处理、序号及条码打印、封装等)的能力,准确的说,没有对ABS小卡进行芯片植入、个性化数据处理、序号及条码打印等工序的设备,而纸质SIM卡基所有后续工序都可以在现有设备下完成,因此给纸质SIM卡基的推广应用带来了契机。
[1]郝岐峰.基于SIM卡卡基不同制作工艺的研究[J].包装工程,2009,30(07):37-38.
[2]王莉,龚文才.包装印刷对环境的污染及治理措施[J].包装工程,2007,28(11):201-204.
[3]周明香,卢立新.胶印印刷墨层厚度的技术分析和质量控制[J].包装工程,2008,29(05):66-68.
[4]李伟,张海燕.印刷设备新型纸张定位系统设计[J].包装工程,2007,28(10):104-106.
[5]付新建,张华,刘少兵,等.纸塑覆膜乳液胶的研制[J].粘接,2008,29(10):28-31.
[6]于忠英.乳液型纸塑复膜胶粘剂的研制与应用[J].天津化工,1990,(01):16-19.
[7]沈国鹏,刘家永,吴鸣健.ZS-水基纸塑复膜胶的研制[J].中华纸业,2003,24(08):32-43.
猜你喜欢
学苑创造·B版(2023年8期)2023-06-21 16:39:36
小学生学习指导(爆笑校园)(2021年10期)2021-11-01 08:43:54
数学小灵通(1-2年级)(2018年10期)2018-10-22 01:02:24
汽车实用技术(2018年18期)2018-09-26 07:54:02
轮胎工业(2017年1期)2017-03-09 20:21:55
印刷技术·包装装潢(2016年11期)2016-12-02 08:43:25
计算机应用文摘(2015年16期)2015-04-29 00:44:03
产业与科技论坛(2015年18期)2015-01-23 08:40:28
化工管理(2014年26期)2014-08-15 00:51:32
河南科技(2014年7期)2014-02-27 14:11:22