
制糖废水的主要处理工艺及发展方向刍议
2012-03-15 10:35胡亚萍马晓力董贝贝
环境科学导刊 2012年6期
胡亚萍,马晓力,董贝贝
(郑州大学水利与环境学院,河南郑州 450001)
制糖工业是食品加工业的基础行业,也是其它食品加工类如发酵、制药等工业的原材料,在国民经济中占重要地位。据国家统计局统计,2011年我国成品糖的产量已达到1187.4万t,比上年增长6.2%;至2012年3月成品糖产量累计达到873.7万t,比上年同期增长16.1%。在大量生产糖的同时,废水排放量也是巨大的。根据制糖原料的不同,生产排放的废水量也各不相同:每榨1t甘蔗产生废水量高达12~18t,产生 COD量为2~5kg[1];而利用甜菜作为原料的制糖企业间的用水量根据其生产工艺水平高低也各不相同,一般水平的生产工艺中,控制的菜水比例为1∶4.5左右,先进水平可控制菜水比在1∶3左右,按生产规模计算,企业废水的排放量基本都在100t/d以上[2]。我国目前用水短缺的严峻形势使处理制糖废水并使其达标排放或者回用具有重要的意义,所以,制糖废水的处理一直都是工业废水处理研究的重点之一[3]。
1 制糖废水特征
制糖废水主要来自制糖生产过程和制糖副产品综合利用过程,主要是以甜菜或甘蔗为原料的制糖过程中所排出的废水,混合了斜槽废水、榨糖废水、蒸馏废水、地面冲洗水等,COD浓度波动往往比较大[4]。制糖废水属于有机废水,色度高,直接排入河流容易造成水体缺氧和富营养化,影响水体中浮游生物、原生动物的生存,严重的会出现藻类大量繁殖疯长,导致水中好氧生物因缺氧而死亡,最终导致水体恶化[5]。
甘蔗制糖厂每加工1t甘蔗需要排放20~30m3废水,虽因亚法和碳法工艺流程的差异,废水性质有所区别,但甘蔗制糖废水按污染程度可分为3种类型[6],如表1所示。
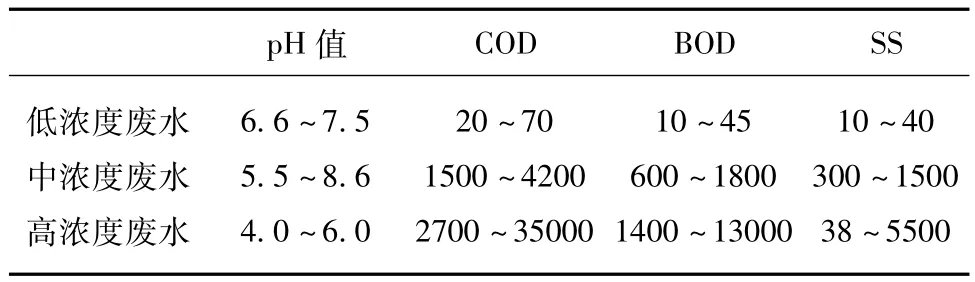
表1 不同浓度制糖废水的几个指标值 (mg/L)
2 制糖废水处理技术
目前制糖废水的处理技术主要包括物化法和生化法,由于制糖废水的可生化性好,国内外对此废水的处理常采用生化法。生化法主要有厌氧处理法、好氧处理法、厌氧—好氧处理法等。
2.1 物化法
物化法主要用于对废水进行预处理,该方法包括:混凝沉淀法、吸附法、离子交换法、萃取法、扩散渗析法、电渗析法等[7]。近年来,对物化法的研究涉及到一些新的领域,纳米技术的应用研究为制糖废水的预处理提供了新的思路。钟福新等[8]的研究表明,La/Fe共掺杂TiO2纳米管阵列对甲基橙和制糖废水具有催化降解效果。光照时间和pH是影响 La/Fe掺杂TiO2纳米管阵列光催化降解制糖废水的主要因素,在强碱性条件下,La/Fe掺杂TiO2纳米管阵列对制糖废水的光催化降解效率最高,光照20h时可达97%以上。
2.2 厌氧生物法
废水的厌氧处理在有机物含量较高时很适用。由于厌氧处理时,污泥产生量少,对营养元素要求低,同时产生的甲烷可作潜在的能源,可消除气体排放的污染,投资成本一般较低,运行管理费用也大大低于好氧工艺[9]。在制糖工业废水处理中得到了广泛的应用。
上流式厌氧污泥床反应器 (UASB)是厌氧处理的一个有代表性的形式。在反应器中,废水从底部均匀进入并向上运动,反应器下部为浓度较高的污泥床,上部为浓度较低的悬浮污泥床,一般情况下处理甜菜制糖废水时,容积负荷可达到20.7kg COD/(m3·d),COD 去除率为82%左右[10]。
河南某厂[11]建成1700m3UASB厌氧系统处理制糖废水,在近中温 (30℃ ~35℃)条件下启动运行,当进水COD浓度平均为8000mg/L时,工程稳定运行,日处理废水近1000m3,COD去除率80% 以上,UASB有效容积负荷为5.0kgCOD/(m3·d)以上。运行实践证明,采用UASB工艺处理制糖废水,具有有机负荷高,HRT短,无需填料、污泥回流装置及搅拌装置,效率高,运行成本低等优点。
同时UASB工艺也存在以下缺点:①三相分离器还没有一个成熟的设计方法;②颗粒污泥的培养较困难,初次启动和形成稳定颗粒污泥用时较长;③大多数UASB反应器需对进水悬浮物浓度进行适当控制,以防止堵塞和短流;④耐冲击负荷能力不强,出水水质还达不到传统二级处理工艺的出水水质。
为了解决UASB颗粒污泥培养的问题,可以在厌氧启动过程中加入惰性物质,加速颗粒化的形成。韩洪军等[12~13]的研究表明,在系统中加入颗粒活性炭,可以加快颗粒污泥的形成;Yu[14]等人向反应器中投加150~300 mg/L Ca2+,提高了生物量的积累,加速了反应器的启动。
新型的反应器是折流式厌氧反应器 (ABR),它综合了UASB反应器的优点,属于分阶段多相厌氧生物处理工艺技术。该反应器借助于废水流动和沼气上升的作用,反应器内污泥上下运动,污水在折流板的作用下,水流绕其流动而使其流经的总长度加长,再加上折流板的阻挡及污泥的沉降作用,污泥在水平方向上的流速极其缓慢,生物固体被有效地截留在反应器内[15]。与 UASB反应器相比,ABR反应器具有独特的分格式结构及推流式流态,具有运行稳定,操作灵活,工艺简单,投资少,固液分离效果、耐冲击、对毒性物质适应性强,良好的生物固体截留能力等优点。
ABR自问世以来就一直备受研究者们的关注,人们从不同角度对其进行研究探讨,如反应器结构的创新[16~17]、水力学特性的优化[18~19]、反应器启动及颗粒污泥的形成[20]、微生物群落分布及生理生态[21~22]研究等方面,从这些研究中可以总结出以下对优化ABR工艺的措施:①减少降流区宽度,使主反应区的升流区内聚集更多的微生物,有利于厌氧污泥停留在上向流中,使每个小单位UASB优势更加突出:水流方向与产气上升方向一致,不仅减少了堵塞的机会,还加强了气体对污泥床的搅拌作用,使微生物与进水基质充分混合,有助于形成颗粒污泥;②增加了折流板角度,有利于进水向上引向流室中心,实现了布水的均匀性,同时还可增大水力搅拌作用;③接种污泥用几种不同来源的厌氧污泥混合而成,采用好氧曝气法启动。
ABR反应器虽然有很多优点,但目前国际上关于ABR反应器的研究尚处于试验阶段,实际工程应用方面的研究实例还不多,国内报道的工程应用更少。因此,在ABR反应器实际工程进一步推广之前,需要通过大量中试寻求合适的设计参数,结合机理分析,以便更深入地了解ABR的工艺特性,为生产应用提供可靠的依据。
2.3 好氧生物法
好氧生物法主要有活性污泥法和生物膜法。
2.3.1 活性污泥法
活性污泥法就是以活性污泥为主体的生物处理法,其实质是以存在于污水中的有机物为培养基,在有氧的条件下,对各种微生物群体进行混合连续培养,通过凝聚、吸附、氧化分解、沉淀等过程去除有机物的一种方法[23]。
李鑫华等[24]研究采用活性污泥法处理甘蔗制糖废水,工程规模日处理量Q=14000m3/d,经过多年的运行,出水符合标准,且该工艺具有操作简单、维护技术要求低、处理效果好、投资及运行费用低等优点。但是,活性污泥法也存在抗冲击负荷能力弱,系统稳定性差,易发生污泥膨胀等问题。
序批式活性污泥法简称SBR法,主要构筑物是SBR反应池,在该池中依次完成进水、反应、沉淀、滗水、排泥等过程[25]。该工艺相对于连续式活性污泥法有处理构筑物少、污泥好氧稳定、抗冲击负荷强、氧利用率高、污泥膨胀的概率低、处理效果稳定等优点。该工艺在实际工程中通常与其他工艺联合使用,邯郸市某生物技术中心[26]采用UASB—SBR工艺处理淀粉制糖废水,SBR池的水力停留时间为12h,容积负荷为1.2 kgCOD/(m3·d),运行结果表明,对COD的去除率可达85%以上,对BOD5的去除率达90%以上,对SS的去除率达85%以上,处理出水优于国家二级排放标准,且该工艺处理效果好、技术成熟可靠、运行稳定。
但是SBR因其序批操作的运行方式也带来了相应的弊端:①对自动控制设备的依赖性强,但是这些设备的故障率较高;②反应器的利用率偏低;③单元进水是间歇的,在污水厂来水和排水要求连续时需要把系统划分为较多的的单元才能保证整体的连续性,或者是设置较大的进水水量调节池;④间歇运行曝气器容易堵塞。
针对SBR的缺点和不同的使用目的出现了很多变形工艺,其中用于制糖废水处理的工艺有循环式活性污泥系统,即CASS工艺。该工艺在运行方式上采用循环进水,反应器分为选择器、缺氧区和主反应区三个区。该工艺完善了活性污泥选择器的设计,并且设计和运行方式灵活,既体现了SBR的流程简单、建筑物少等优点,又克服了SBR的一些缺点。
有研究表明,CASS工艺用来处理制糖末端废水具有明显的优势。林传松等[27]的研究表明,用CASS工艺处理制糖末端废水,对系统的CODCr和SS的去除率分别为91.96%和73.77%,同时对营养物有明显去除效果,省略了剩余污泥处理装置,降低了建设费用和运行成本。通过控制工艺运行条件可以优化CASS工艺的处理效果,邓超冰等[28]的实验表明,在曝气时间为2h,曝气量0.375 m3/h,污泥浓度4000mg/L左右,沉淀时间60min,排水比1/3的条件下,工艺条件最佳。各因素对COD去除效果影响的主次关系是:曝气量>排水比>沉淀时间,故在实际工艺运行管理过程中可优先考虑调节曝气量。
CASS运行过程的控制一般由可编程序控制器来进行,主要根据进水量、DO、进水水质 (COD、pH等)、出水水质等进行实时控制,自动调整各部件的运行状况以达到最佳的效果及最经济的运转[29]。目前,该技术在国内应用的关键主要是进一步完善工艺设计方法及研究其设计的有关参数,同时提高自动控制装置的可靠性及运行和操作管理人员的素质,使其更加符合国内制糖废水处理的实际情况。
2.3.2 生物膜法
生物膜处理法的工艺有生物滤池、生物转盘、生物接触氧化设备和生物流化床。其中用于制糖废水处理的有内循环好氧生物流化床工艺。该工艺是一种将微生物固定化技术与传统流态化技术相结合的生化处理设备,具有结构简单、传质效率高、负荷高、去除效率高、能耗低、抗冲击负荷能力较强、占地少等优点。
田雪莲等[30]利用内循环好氧生物流化床对CODCr和NH3-N质量浓度分别为350~580 mg/L和7~12 mg/L的甘蔗制糖废水进行处理,结果表明,在进气量为40L/h,水力停留时间为3~4 h的条件下,CODCr和NH3-N的平均去除率分别为90.7%和86.5%,出水 CODCr和NH3-N稳定在60mg/L和2mg/L以下,表明采用内循环好氧生物流化床处理制糖废水具有良好的效果,为制糖废水的高效处理提供了一种新方法。
但是传统生物流化床工艺仍存在不足,主要有以下几点:①流化床的流态化特性十分复杂,给设计造成了困难;②以沉淀原理为基础的三相分离器中,泥水分离靠重力作用,以致分离效率依赖活性污泥沉降性能,而由于沉淀时间短,固液分离效果不理想,出水中SS含量可能很高,影响出水水质;③载体易流失。
针对以上传统生物流化床的缺陷,将其与膜分离单元有机结合,可解决传统生物流化床出水悬浮物浓度偏高、载体易流失的问题。
2.3.3 生物膜/活性污泥联合工艺
该联合工艺是把活性污泥法与生物膜法相结合的一种污水生物处理技术。它一方面具有生物膜法负荷高的特点,因而减少了构筑物体积,降低了投资;另一方面也具有活性污泥法固液接触充分的特点,有机污染物去除效率高,出水水质稳定良好[31]。郑育毅等人[32]的研究表明,采用联合工艺处理淀粉制糖废水时可使出水水质达到GB/8978-1996的一级标准,同时比单纯的活性污泥或生物膜工艺启动要快、运行也更稳定,且基本不会出现污泥膨胀等问题。
2.3.4 好氧工艺存在的问题
好氧处理技术有较多优势,如降解工艺的投资较低,操作条件简单,所以是有机污染废水处理的首选,但是对于像制糖废水这样的含高浓度有机物的情况,好氧处理仍然存在着许多原理和工艺上的限制条件,因而在实际应用上不如厌氧处理普遍,如运行期间的污泥系统的规划与治理,如何较好地防治污泥的膨胀等都成为学者的热门研究问题[33]。
2.4 厌氧—好氧处理工艺
实践证明,厌氧生物处理法适用于高浓度有机废水的处理,且具有能耗小、去除负荷高、并可回收沼气做能源等优点,但其出水难以达到排放标准;而好氧生物处理法适用于处理浓度较低的废水,具有净化后出水水质好等优点。因此目前在高浓度有机废水的处理工程中,常集厌氧、好氧处理的优点于一身,构成厌氧—好氧组合工艺,即高浓度有机废水首先经厌氧法处理,出水再经好氧法进行进一步净化,在实际应用中取得良好效果。
李桂荣等[34]的研究结果表明,河南某糖厂采用了两级UASB+好氧活性污泥的组合工艺处理制糖废水,工程运行一年来,一直处于良好的稳定状态,去除污染物效果显著,对COD的去除率可达98.3%以上,对NH3-N的去除率达94%以上,处理出水优于国家一级排放标准。
ABR法和CASS法分别优于UASB法和传统的活性污泥法,可将ABR与CASS工艺联合起来处理制糖废水。厌氧系统采用ABR工艺可以提高废水可生化性,减轻后续好氧生化负荷冲击,保证系统稳定运行;好氧处理系统采用CASS工艺,可以实现完全自动控制,管理容易,不容易出现污泥膨胀现象,能够使废水稳定达标。利用ABR水解酸化-CASS工艺处理甘蔗制糖废水,系统 COD、BOD5与NH3-N的去除率均在95%以上[35]。
3 制糖废水处理工艺总结
(1)厌氧处理法中应用较多的是UASB工艺,但该工艺存在不足,如颗粒污泥的培养困难等。针对该工艺的缺陷可以根据实际运行情况对工艺进行改进,如在系统中加入颗粒活性炭,加速颗粒化的形成。
(2)厌氧处理法中较为先进的工艺是ABR工艺,该工艺不仅综合了UASB的优点,而且在一定程度上弥补了UASB的缺陷,但ABR反应器尚处于实验研究阶段,需要寻求合适的设计参数以在实际工程中进一步推广。
(3)活性污泥处理法中用于制糖废水处理的方法主要有连续式流活性污泥法和SBR法,但这两种工艺仍存在弊端。针对这些弊端,CASS工艺的应用具有明显的优势,但在工艺运行管理过程中,要对运行的参数 (如曝气量、排水比、沉淀时间等)进行合理地控制,同时要提高自动控制装置的可靠性及运行和操作管理人员的素质。
(4)生物膜法中用于制糖废水处理的工艺主要是生物流化床工艺,对该工艺进行合理的改进,如将其与膜分离单元有机结合,可以弥补该工艺在实际运行中的部分缺陷。
(5)各处理工艺各有优缺点,因此,在实际应用中,应采用将多种工艺相结合的组合工艺,充分利用每种工艺的优点,取长补短,协调控制工艺条件,以到达较经济、环保的处理效果。孟庆辉等[36]的研究表明,对甜菜制糖废水采用水解—好氧—化学氧化—混凝沉淀的处理工艺,突出了两类生化处理技术的优势,工程运行费用低,操作方便,且出水水质优于一般单纯生物法。
4 制糖废水处理发展方向建议
随着糖类产品需求量的急剧增加,制糖产生的废水也在逐年增加,传统处理工艺已经不能满足当今变化发展中的制糖工业产生的废水处理要求。因此,寻求高效节能的处理工艺是制糖废水处理的发展趋势,为此,提出以下新的思路:
(1)首先在源头上实现减排,即改进制糖工艺。由于传统制糖工艺落后,污染物产量和排放量大,要对制糖废水污染进行控制,首先必须实施清洁生产,比如采用真空无滤布吸滤机,杜绝洗滤布废水产生排放而带来的水污染。真空无滤布吸滤机主要用于糖业蔗汁的过滤,它具有过滤效率高,无污水排放,节约水资源,能耗低等优点。
(2)提高废水循环利用率,以缓解水资源的消耗。如煮糖、蒸发设备的冷凝水和冷却水,压榨动力汽轮机、真空吸滤机水喷泵和动力车间发电设备排出的冷却水等低浓度废水,可以循环使用,提高水的利用率,实现节约水资源的目的。
(3)利用废水中的有效资源进行变废为宝处理,使其利益最大化。陈红等[37]的研究表明,在污泥接种量为17.74 g/L,温度为34~36℃,水力停留时间为6 h,通过调节有机负荷,在12 d左右就可以快速实现生物制氢。同时,氢气是热值很高的清洁能源,此技术又能在一定程度上缓解能源短缺的局势。因此,利用制糖废水制氢,不仅净化了废水,而且变废为宝,具有经济和环保的双重效益。
(4)制糖废水作为一种肥料在农业灌溉上具有广阔的前景,土地灌溉技术可以节省大量的工程操作及运行成本,而且简单易实施,但前提是要明确了解制糖废水中的水质情况,严格控制流入土地的水量,结合作物需求采用合理科学的灌溉制度及技术,做好相关措施,科学合理操作,减少对环境的污染。
(5)加强制糖生产过程的管理至关重要。要杜绝跑、冒、滴、漏等浪费的现象,同时改进相关的政策来鼓励员工节水等。
[1]陈贵,马玉娇.甘蔗制糖废水污染控制研究[J].化学工程与装备,2008,(9):155-156.
[2]周志萍,秦文信.甜菜制糖废水治理的探索[J].中国甜菜糖业,2008,(4):17-23.
[3] Austermann-Haun U.,Seyfried C.F.,Rosenwinkel K. -H.Full scale experiences with anaerobic pre-treatment of wastewater in the food and beverage industry in Germany[J].Water Science and Technology,1997,36(2):321-328.
[4]李琳,洛铁男,董爱军,等.甜菜制糖工业废水综合治理[J].中国甜菜糖业,2009,(2):27-28.
[5] EdwardA.Laws.水污染导论 [M].北京:科学出版社,2004.
[6]王邵文,罗志腾,钱雷.有机废水生物处理技术及工程设计[M].北京:冶金工业出版社,2003:355-356.
[7]柏景方.污水处理技术[M].哈尔滨:哈尔滨工业大学出版社,2006:174-293.
[8]钟福新,林莎莎,朱义年,等.La/Fe共掺杂TiO2纳米管阵列光催化降解制糖废水[J].环境科学学报,2011,31(7):1453-1454.
[9]吴沛.厌氧折流板反应器处理蔗糖废水的试验研究[D].西安:长安大学,2009.
[10]郝丽.UASB—A/O工艺处理淀粉、淀粉制糖、VB<,12>混合废水的研究[D].石家庄:河北科技大学,2009.
[11]张国强,张强.UASB厌氧系统处理味精厂淀粉及制糖废水[J].中国沼气,1998,16(3):22-24.
[12]韩洪军,刘立凡.UASB+AF反应器的快速启动[J].中国给水排水,2001,17(2):53-54.
[13]周律.投加颗粒活性炭加快UASB反应器内颗粒化进程的研究 [J].中国给水排水,1996,12(5):16-19.
[14] Yu H.Q.,Tay J.H.,et al.The roles of calciumin sludge granulation during uasb reactor start- up [J].Water Research,2001,35(4):1052- 1060.
[15]罗艳.折流式厌氧反应器 (ABR)处理高浓度有机工业废水[D].北京:北京林业大学,2007.
[16] A.Bachmann,V.L.Beard and P.L.McCarty.Comparison of Fixed Film Reactors with a Modified Sludge Blanket Reactor,Fixed Film Biological Processed for Wastewater Treatment [J].Y.C.Wu and E.D.Smith.Noyes Data,NJ.2003:98-109.
[17]戴友芝,冀静平,施汉昌,等.厌氧折流板反应器对有毒有机物冲击负荷的适应性[J].环境科学,2000,21(1):94-97.
[18] J.E.M.Stach,,S.Bathe,J.P.Clapp.PCR -SSCP Comparison of 16S rRNA Sequence Diversity in Soil DNA Obtained Using Different Isolation and Purification Methods[J].FEMS Microbiol.Ecol,2005,36(2 -3):139 -151.
[19] A.M.W.Grobicki and D.C.Stuckey.Performance of the Anaerobic Baffled Reactor under Steady State and Shock Loading Conditions[J].Biotechnol.Bioeng,2001,(37):344 -355.
[20]杨百忍,佘宗莲,赵来利,等.ABR反应器中颗粒污泥的培养及其特性研究 [J].中国给水排水,2007,23(5):73-77
[21] K.Nagashima,T.Hisada,M.Sato.Application of New Primer-enzyme Combinations to Terminal Restriction Fragment Length Polymorphism Profiling of Bacterial Populations in Human Feces[J].App.Environ.Microbiol.2005,(69):1251 -1262.
[22] K.Bachmann.Molecular Markers in Plant Ecology [J].New Phytol,2004,126(2):403 -418.
[23]吴婉娥,葛红光,张克峰.废水生物处理技术[M].北京:化学工业出版社,2003:77-78.
[24]李鑫华,林方敏,骆其金.活性污泥法对甘蔗制糖加工废水处理的实践[J].广东化工,2009,36(5):144-145.
[25]陈海涛.SBR工艺技术分析 [J].北方环境,2111,23(5):132-133.
[26]李福勤,李清雪,许吉现.UASB—SBR工艺处理淀粉制糖生产废水[J].中国给水排水,2003,19(6):70-71.
[27]林传松,朱光彩,农培胜.CASS工艺处理制糖末端废水的试验研究[J].广西轻工业,2010,(9):100-102.
[28]邓超冰,温中海,冼萍,等.CASS工艺处理糖厂废水优化工艺实验 [J].环境科学与技术,2009,32(6):100-103.
[29]刘立云.循环式活性污泥法在污水处理中的应用 [J].能源与节能,2011,(5):53-54.
[30]田雪莲,胡堃,郭勇,等.内循环好氧生物流化床处理糖业废水试验研究[J].工业水处理,2011,31(1):33-36.
[31]张建丰.活性污泥法工艺控制[M].北京:中国电力出版社,2007:7-8.
[32]郑育毅,唐静珍,吴延飞,等.生物膜/活性污泥工艺处理淀粉制糖废水 [J].中国给水排水,2003,19(10):90-91.
[33] Prendl L.,Kroisz H.Bulking sludge Prevention by an aerobic selector[J].Water Science Technology,1998,38(8 ~9):19-27.
[34]李桂荣,宋同鹤,潘文琛,等.两级UASB+A/O处理玉米制糖废水工程实例[J].水处理技术,2010,36(9):130-132.
[35]韩彪,张维维,张萍.甘蔗制糖废水的ABR-CASS处理工艺[J].广西科学院学报,2010,26(2):156-158.
[36]孟庆辉,孙洪昌.甜菜制糖生产废水处理技术研究 [J].环境科学与管理,2009,34(2):140-142.
[37]陈红,李永峰、韩伟,等.制糖废水连续流厌氧发酵制氢系统的运行特性[J].化学工程,2010,38(2):76-78.
猜你喜欢
云南化工(2021年11期)2022-01-12
广西糖业(2021年1期)2021-05-08
食品安全导刊(2020年24期)2020-12-03
装备维修技术(2020年22期)2020-05-08
海峡姐妹(2018年1期)2018-04-12
环境保护与循环经济(2017年4期)2018-01-22
中央民族大学学报(自然科学版)(2018年3期)2018-01-12
计算机测量与控制(2017年6期)2017-07-01
山东工业技术(2016年15期)2016-12-01
化工进展(2015年6期)2015-11-13
