西门子840D系统编程探讨
2012-03-12 10:42:00师俊东
中国新技术新产品 2012年15期
师俊东
(中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 概述
数控加工技术含量很高,涉及到多方面的内容,尤其是数控加工编程的高效化、高速切削的应用、数控工艺程序编制的规范化和标准化等方面表现更为突出。数控加工高效化的发挥在很大程度上和企业本身的技术管理模型相关。数控加工程序编制的规范化、标准化在一定程度上体现了企业自身数控加工技术应用水平,通过规范化来约束数控程序的多样化,提高刀具轨迹的质量,如在工艺文件中注明定位基准、对刀基准、坐标系、刀具参数与切削参数;对于程序的编制可从二维轮廓加工、三维曲面加工、固定循环、刀具补偿、刀具轨迹加工策略等多个方面进行规范化编程;在典型零件加工工艺经验的基础上,建立标准化、规范化的数控程序模板,可以大幅度提高编程质量和产品的加工效率。
2 模块化编程
2.1 设计理念
模块化编程是基于SINUMERIK系统固定循环程序的概念,通过高级编程的手段,以定义为带有名称和参数表的用特殊用途的自定义固定循环的方式实现。借助这些自定义循环程序可有效实现特定的加工过程,整合机匣类零件的通用切削方式,通过所提供的参数将循环匹配到具体的问题位置上。
2.2 实现功能
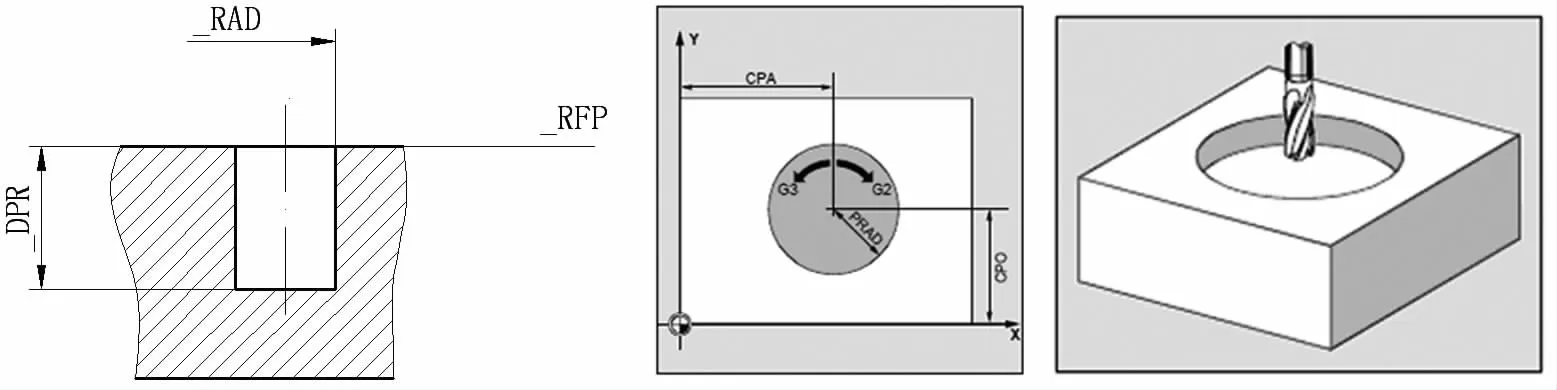
已编制完成自定义铣孔循环程序MILL—HOLES.SPF,并将其安装到机床系统标准循环文件中,当需要进行铣孔加工时,在主程序中写入赋值后的MILLHOLES程序行(格式如下),即可完成铣孔加工。
PROC MILLHOLE(REAL_RTP,REAL _RFP,REAL_SDIS,REAL_CPA,REAL_CPO, REAL_DPR,REAL_DPPC,INT_DNUM,REAL _RAD,REAL_RDPC,INT_PNUM,REAL_FFP, REAL_FFD)SAVE SBLOF DISPLOF
其中,_RTP——回退表面Z值,_RFP——被加工表面 Z值,_SDIS——安全距离,_CPA——孔中心X值,_CPO——孔中心Y值,_DPR——孔底Z值,_DPPC——沿孔轴方向每刀切削量,_DNUM——沿孔轴方向切削层数,_RAD——孔半径,_RDPC——沿孔径方向每刀切削量,_PNUM——沿孔径方向切削层数,_FFP——沿孔径方向切削进给量,_FFD沿孔轴方向切削进给量。编程时,编程人员需将被加工孔的几何参数及对应的加工参数对固定循环程序中的预设参数直接赋值。
3 自定义参数化编程
在编制数控程序时,通常做法是使用操作系统早已制定好的命令,然后我们通过计算和模拟将要使用的程序预先编制好。然而在加工一些铸件时我们发现,不能准确确定一些铸件尺寸,因此无法给出程序的具体数值,这样我们只能在加工每个零件时先让操作工人打出零件实际值,再更改程序,由于程序段长短不一,内容又复杂,现场更改时极易出现错误。若返回工艺室,重新编制程序,程序复杂,又严重影响零件加工周期。零件批量越大该问题将越严重。怎样既快速又准确的将所需程序转入到我们的加工设备中呢?这就是该数控功能开发主要解决的问题。
学习过C语言的人都明白,假如我们赋予一些符号为变量,那么我们就可以灵活的使用它们。然而我们在使用这些符号前必须给予它们一些含义。这就是说我们所使用的变量是有区别,一般变量有INT REAL BOOL CHAR AXISFRAME 六种类型。我们经常使用的变量按其有效范围可分为两种,一种是全局变量GUD,一种是局部变量LUD。一般的在使用变量时DEF INT 名称,或者DEF INT名称=值DEF REAL名称=值,DEF BOOL名称,DEF CHAR 名称=值,DEF STRING名称,DEF AXIS名称,DEF FRAME名称
那么怎样才能以最简洁易懂的方式,让操作者快速的掌握这些指令的功能呢?其实只要我们将这些指令模块化,并且尽量放在程序段的明显位置,就能让操作者很快掌握这些功能。以某中介机匣加工为例,加工设备为四坐标加工中心,操作系统为西门子系统。其中一段程序为:



在该程序段中的所有B值都需要重新在机床上测值,我们可以自定义变量,让操作者将所需要的B值在程序段前进行操作,具体可见以下:
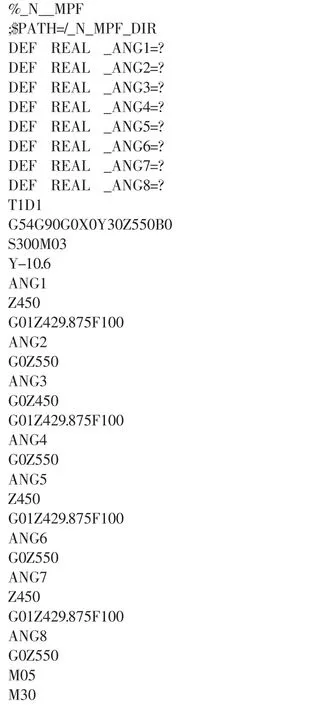
操作者不需要对程序逐条进行更改,只需要根据不同零件的具体数值,对程序段中的ANG1 ANG2 ANG3 ANG4 ANG5 ANG6 ANG7 ANG8进行赋值即可,校对人员检查程序时也相当方便。
通过自定义变量编程,可以大大减少数控加工中由于反复更改程序而造成的时间浪费。
结语
SIEMENS系统中的参数编程与FANUC系统中的“用户宏程序”编程功能类似,SIEMENS系统中的R参数就相当于用户宏程序中的变量。在SIEMENS系统中可以通过对R参数进行赋值、运算等处理。从而使程序实现一些有规律变化的动作,提高程序的灵活性和适用性。企业成功的产品加工工艺与数控加工经验以模板形式保存,不仅有利于技术资源的重复利用,同时减少质量事故,降低成本,提高编程效率。
[1]杨海琴,侯先勤.SIEMENS数控铣床编程及实训精讲[M].西安交通大学出版社.2010.
[2]SIEMENS数控系统[M].机械工业出版社.
猜你喜欢
电动工具(2022年2期)2022-05-18 08:40:38
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
无线互联科技(2018年20期)2018-12-27 11:36:00
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
温州医科大学学报(2016年9期)2016-10-31 07:47:26
股市动态分析(2016年17期)2016-10-20 13:51:33
股市动态分析(2016年13期)2016-10-17 13:53:39
股市动态分析(2016年11期)2016-10-11 13:56:32
股市动态分析(2016年10期)2016-09-30 13:59:11
哈尔滨医药(2015年4期)2015-12-01 03:58:01