
MACSV系统在中原石油化工总厂的应用
2012-02-09 07:37张延军田丽娜
河南化工 2012年12期
张延军,田丽娜
(1.中原油田工程建设总公司,河南濮阳 457001;2.中国石化中原油田分公司石油化工总厂,河南濮阳 457001)
中原油田石油化工总厂2011年建成30万t/a气体分馏、6万t/aMTBE装置、80 t/h汽提、2万t/a硫黄回收联合装置1套,该装置采用MACSV系统完成对装置的检测及控制。
1 生产工艺
气分装置是以液态烃为原料,设计处理能力为30万t/a,液态烃经分馏装置后,可提供大于99.5%(体积分数)的丙烯作为聚丙烯的原料,装置由液态烃脱硫和分馏部分组成。
MTBE装置以气分装置生产的混合碳四中的异丁烯为原料与甲醇在酸性催化剂的作用下生成MTBE,装置设计生产能力为6万t/a,产品为纯度99%以上的MTBE,辛烷值为109.5(MON+RON)用作汽油调和剂。
污水汽提装置采用单塔常压汽提新工艺,在0.1 MPa的压力下单塔处理酸性水,经脱气除油后进入汽提塔上部。塔底用1.0 MPa蒸汽加热汽提,酸性水中硫化氢、氨被汽提,自塔顶经冷凝分液后酸性气送至硫黄回收部分,塔底得到合格净化水,净化水可作为催化、常压等生产装置注水回用。
硫黄回收部分采用CLAUS部分燃烧法制硫工艺,在高温下将酸性气中的氨全部转化为氮气和水,采用常规SCOT(还原—吸收)工艺,总硫回收率可达99.8%以上。最后烟囱排放尾气中SO2浓度为477.7 mg/m3(4.99 kg/h)完全满足国家大气污染物综合排放标准的要求。
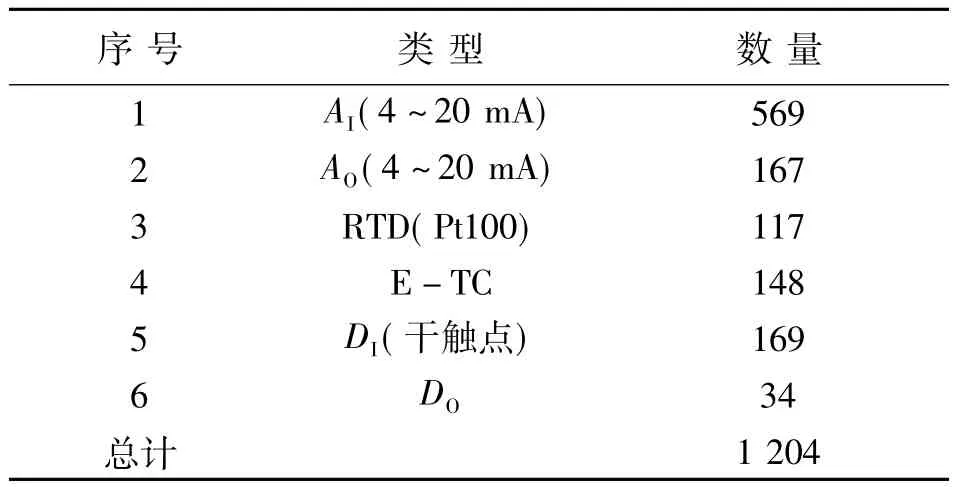
表1 工艺I/O测点清单
2 系统配制
2.1 系统配置
整套DCS系统配置4个操作员站、2个工程师站、3台冗余现场控制站及I/O模块。其中,10#控制站完成对30万t/a气体分馏的控制与监测;11#控制站完成对6万t/aMTBE装置、控制与监测;12#控制站完成对2万t/a硫黄回收和80 t/h汽提装置的控制与监测。四台操作员站分别完成对各个界区的监控;工程师站负责整个系统的软件维护、操作员站、服务器、网络、电源冗余配置。
服务器主要负责对域内系统数据的集中管理和监视,包括:报警、日志等事件的捕捉和记录管理,并为域内其他各站的数据请求(包括实时数据、时件信息和历史记录)提供服务和为其他域的数据请求提供服务。
工程师站完成组态修改及下装,包括:数据库、图形、控制算法、报表的组态、参数配置、操作员站、服务站、现场控制站及过程I/O模块的配置组态,数据下装和增量下装等。
操作员站完成生产现场的监视和管理,包括:工艺流程图显示、报表打印、控制操作、历史趋势显示、报警管理等。
现场控制站又称I/O站,实现数据采集和过程控制,主要完成数据采集、工程单位变换、控制和联锁算法、控制输出等,通过系统网络将数据和诊断结果传送到系统服务器等。
现场控制站由主控单元、智能I/O单元、电源单元和专用机柜四部分组成,在主控单元和智能I/O单元上,分别固化了实时控制软件和I/O单元运行软件。现场控制站内部采用了分布式的结构,与系统网络相连接的是现场控制站的主控单元,冗余配置。主控单元通过控制网络(CNET)与各个智能IO单元实现连接。
系统机柜由FM系列I/O模块及DP主站组成现成控制站,采用PROFIBUS-DP现场总线技术,构成先进的、可靠的DCS分布式控制系统。I/O模块和底座组成现场模块单元(FMU),在现场总线控制系统中成为DP从站。现场控制站主要由I/O模块、底座、电源模块、终端匹配器、DP主站接口卡组成。
2.2 系统网络构架
系统的网络由上到下分为系统网络和控制网络两个层次。系统网络实现工程师站、操作员站、打印服务站,现场控制站与系统服务器的互连,控制网络实现现场控制站与过程I/O模块的通讯。系统网络采用可靠性高的双冗余结构,应用时可以保证在任何一条网络失效的情况下都不影响系统通信。系统的网络拓扑结构为星型,中央节点为服务器。
2.3 系统网络(SNET)
由100 M工业以太网构成,用于工程师站、操作站、系统服务器与现场控制站、通信控制站的连接,完成现场控制站、通讯控制站的数据下装,服务器与现场控制站、通讯控制站之间的实时数据通讯。
2.4 控制网络(CNET)
由PROFIBUS-DP总线构成,用来实现过程I/O模块与现场控制站主控单元的通信,完成实时输入、输出数据的传送。PROFIBUS-DP是专门为自动控制系统与在设备级分散I/O之间进行通讯而设计的。
3 主要控制回路
根据工艺要求,本装置典型的控制回路有串级调节、分程调节、比值调节等。
3.1 污油缓冲罐液位/流量串级控制
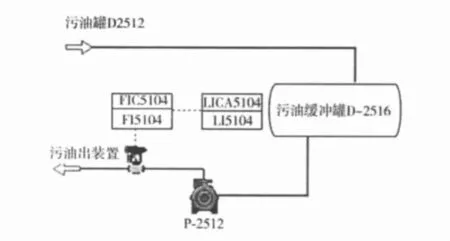
图1 串级控制示意图
污油罐液位LI5104与污油泵出口流量FI5104进行串级调节,液位LICA5104作为主回路,出口流量FIC5104作为副回路,当液位发生变化时,通过调节泵的出口流量进行控制。
3.2 酸性气/空气进制硫炉流量比值控制
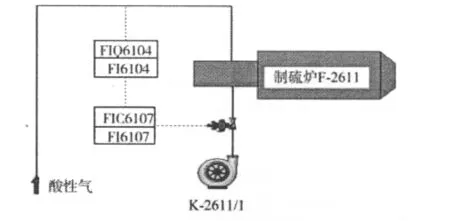
图2 制硫炉比值控制示意图
装置外来酸性气进入制硫炉燃烧,酸性气流量FI6104,与进制硫炉空气流量FI6107进行比例控制,当酸性气流量FI6104发生改变时,相应制硫炉供风量FI6107增加或减少,获得良好的燃烧效果。
3.3 脱丙烷塔顶压力分程控制
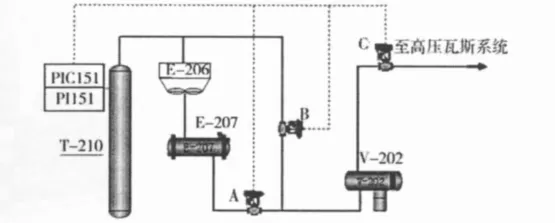
图3 脱丙烷塔顶压力分程控制
当脱丙烷塔顶压力PIC151输出为0~50%时,A控制阀打开(0~100%);当 PI151输出50% ~100% ,热补偿阀B打开(0~100%);当A、B阀都打开,脱丙烷塔顶压力仍然增加,就打开瓦斯放空阀C,进行手动控制,以保证脱丙烷塔顶压力稳定。
4 联锁自保系统
在硫黄回收装置中,尾气炉和制硫炉是重要的工艺设备,所有控制方案和操作都是为了保证这两个燃烧炉的稳定操作和安全进行设计的。按照设计要求,在紧急状态下,所有的切断阀都能够自动打开或关闭;并且每个联锁条件都能够单独投入或解除,在装置解除联锁时,切断阀应能够进行手动操作。
在尾气焚烧炉风机K-2621/1,2断电的情况下,关闭进燃烧炉的空气自保阀,切断供给燃料气的自保阀,同时为安全考虑,打开氮气吹扫阀,对燃烧炉进行吹扫,为下次点炉做好准备。
制硫炉联锁控制示意图见图4。

图4 制硫炉联锁控制
当制硫炉风机断电、风机出口流量低于联锁值;或进制硫炉酸性气流量低低、进酸性气缓冲罐压力低低时,关闭酸性气切断阀,打开酸性气放空阀,切断进制硫炉空气阀,打开酸性气缓冲罐放空阀,打开酸性气放火炬阀,同时为安全考虑,打开氮气吹扫阀,对燃烧炉进行吹扫,为下次点炉做好准备。当酸性气缓冲罐压力高高时,打开放空阀进行放空。当酸性气压力高高或低低的情况下,打开酸性气放火炬阀。
5 结论
该装置自2011年投产至今,DCS系统运行平稳,性能稳定,为该厂带来了可观的经济效益,为国内同类装置提供了借鉴经验,具有推广价值。
猜你喜欢
云南化工(2021年10期)2021-12-21
科学技术与工程(2020年25期)2020-10-29
油气藏评价与开发(2020年4期)2020-08-07
重庆与世界(2019年10期)2019-11-25
中国电气工程学报(2019年3期)2019-09-10
福建基础教育研究(2019年8期)2019-05-28
石油学报(石油加工)(2018年2期)2018-04-12
中学生数理化·八年级物理人教版(2017年6期)2017-11-09
无人机(2017年10期)2017-07-06
中国中西医结合皮肤性病学杂志(2016年4期)2016-07-18
