车床后托架的工序设计
2012-01-25 10:41杨可可
时代农机 2012年3期
杨可可
(新乡职业技术学院,河南 新乡 453000)
1 工序基准的选择
工序是在工序图上以标定被加工表面位置尺寸和位置精度的基准。所标定的位置尺寸和位置精度分别称为工序尺寸和工序技术要求,工序尺寸和工序技术要求的内容在加工后应进行测量,测量时所用的基准称为测量基准。通常工序基准和测量基准重合。
工序基准的选择应注意以下几点:
(1)选设计基准为工序基准时,对工序尺寸的检验就是对设计尺寸的检验,有利于减少检验工作量。
(2)当本工序中位置精度是由夹具保证而不需要进行试切,应使工序基准与设计基准重合。
(3)对一次安装下所加工出来的各个表面,各加工面之间的工序尺寸应与设计尺寸一致。
2 工序尺寸的确定
(1)尺寸链图(图 1)
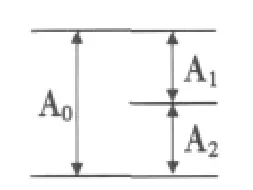
图1
(2)封闭环基本尺寸
(3)封闭环公差
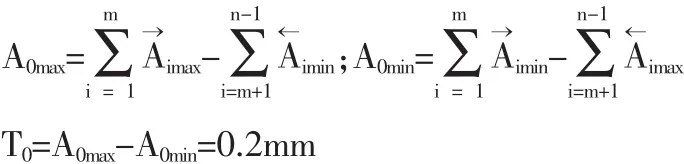
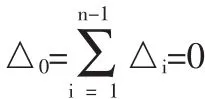
(4)中间偏差
(5)封闭环极限偏差

(6)封闭环极限尺寸

(1)孔覬400+0.025mm,粗糙度要求为Ra1.6,加工路线为:

粗镗:3.6mm半精镗:1.6mm精镗:0.6mm总余量:5.8mm
各工序的工序尺寸:
精镗后:由零件图可知覬400+0.025mm;半精镗:40-0.6=39.4mm;粗镗后:39.4-1.6=37.8mm;毛坯孔:37.8-3.6=34.2mm;
各工序的公差按加工方法的经济精度确定,标注为:
毛坯孔:覬34.2-2+1mm
根据计算结果可作出加工余量、工序尺寸及公差分布图,(图2)
(2)孔 覬30.2-2+0.02mm,粗糙度要求为 Ra1.6
同理:精镗后:由零件图可知覬30.2-2+0.02mm
半精镗 :覬29.60+0.084mm; 粗镗后:覬280+0.13mm; 毛坯孔:覬24.4-2+1mm。加工余量、工序尺寸及公差分布图略
(3)孔 覬25.50+0.03,粗糙度要求为 Ra1.6
同理:精镗后:由零件图可知覬25.50+0.03
半精镗:覬24.20+0.84;粗镗后 :覬21.70+0.13mm;毛坯孔:覬19.7-2+1mm,加工余量、工序尺寸及公差分布图略。

图2 工余量、工序尺寸及公差分布图
[1]贵州工学院机械制造工艺教研室.机床夹具结构图册[M].贵阳:贵州人民出版社,1983:42-50.
[2]王光斗,王春福.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[3]孟少龙.机械加工工艺手册第 1卷[M].北京:机械工业出版社,1991.
猜你喜欢
铝加工(2020年3期)2020-12-13
乡村地理(2019年2期)2019-11-16
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
瞭望东方周刊(2017年36期)2017-09-28
课程教育研究·新教师教学(2015年14期)2017-09-27
科学与财富(2017年24期)2017-09-06
速读·中旬(2017年6期)2017-07-29
宝藏(2017年6期)2017-07-20