二氧化碳气体保护焊施工技术
2012-01-22 02:11杨明
山西建筑 2012年19期
杨明
(山西运城路桥有限责任公司,山西运城 044000)
二氧化碳气体保护焊施工技术
杨明
(山西运城路桥有限责任公司,山西运城 044000)
介绍了二氧化碳气体保护焊以二氧化碳作为保护气体熔化电极的电弧焊,采用了此焊接方法,在钢板、钢筋焊接制作中,提前了工期和降低了工程成本,又保证了工程质量,此焊接方法操作简单,效率较高且烟尘小,劳动强度较低,值得推广。
二氧化碳气体保护焊,钢板钢筋焊接,电弧焊
1 概述
在公路工程施工中,钢筋混凝土施工占有的比例越来越多,而焊接是钢板、钢筋混凝土施工制作的关键工序。在运城至灵宝的高速公路桥梁钢板、钢筋焊接中采用了此方法,取得了良好的效果。
2 技术的特点
采用二氧化碳气体保护焊的施工方法,提高了焊接点的抗拉强度,对钢板对接焊、钢筋搭接焊都能适用。能有效提高焊接的工效,节省焊条,降低用电量,减少施工成本。
3 适用范围
本技术适用于公路工程施工中各种低碳钢和低合金钢结构的焊接。
4 工艺原理
二氧化碳气体保护焊是以二氧化碳作为保护气体熔化电极的电弧焊,二氧化碳气体通过喷嘴,沿焊丝周围喷射出来,在电弧周围造成局部气体保护层,使熔滴及熔池与空气机械隔离开来,从而保证焊接过程稳定持续地进行,并获得优质的焊缝。
5 施工工艺流程及操作要点
5.1 工艺流程
材料检查→焊前准备→构件组对→构件焊接→焊后处理→焊接检查。
5.2 操作要点
1)根据施工用钢材、焊接材料、焊接方法进行焊接工艺评定,并根据焊接工艺评定确定焊接工艺参数,焊接工艺评定应按国家现行的《公路工程钢结构焊接规程》和《钢制压力容器焊接工艺评定》规定进行。
2)对所用钢材及焊接材料进行检查,钢材及焊接材料必须有材质证及合格证。
3)焊接前应复查焊接构件接头质量和焊缝区的处理情况,施焊区应清除水、锈、油污等杂物,当不符合要求时,应经修整合格后方可施焊。
4)构件组对形式应根据结构的形式、焊接方法、位置、焊接顺序等因素进行确定。
5)构件焊接。
a.CO2气体保护焊的焊接过程。CO2气体保护焊焊接过程可分为引弧、焊接及收尾三个过程。引弧:半自动CO2气体保护焊通常采用短路接触法引弧,焊前用钳子夹断焊丝使端部呈尖状,适当提高空载电压,启动时焊丝要以慢速送丝。焊接:为保证焊透及焊缝成形良好,焊接时可作适当摆动,摆动不仅要有一定的速度、停留点及停留时间,而且根据位置的不同选择合适的摆动曲线形状。一般根部焊道采用三角形摆动。摆动停留点在焊缝根部,中间及盖面焊道采用锯齿形摆动,摆动停留点在焊缝两侧。摆动频率根据焊接电流及焊道宽度决定。收尾:细丝焊时,收尾过快易在弧坑处产生裂纹及气孔,如焊接时CO2气体与送丝同时停止,易造成粘丝,所以收尾时应在弧坑处稍做停留,然后慢慢地抬起焊枪,使熔敷金属填满弧坑,才能熄弧并滞后停气。
b.根据结构件的特点选择焊接位置。平焊:一般平焊均采用左焊法,焊枪倾角控制在100°~150°范围内,薄板焊接时焊枪作直线运动,中厚板V形坡口焊接时,打底焊作直线运动,以后焊道采用横向摆动的多层焊,焊道较宽时采用多道焊。平角焊时,左焊法和右焊法均可采用,但右焊法外形较为饱满。立焊:立焊与手弧焊相似,焊缝熔深较大,但外形粗糙,多用于中厚板的焊接,操作时适当摆动,以控制熔宽改善焊缝成形。横焊:横焊一般采用左焊法,焊枪作直线运动也可作小幅度锯齿形摆动,操作时要适当增加CO2气体流量,其他操作方法与平焊基本相似。仰焊:仰焊宜采用小电流、低电压和短路过渡形式,采用右焊法焊接,以增加焊接过程的稳定性,CO2气体流量比平、立焊时稍大,当熔池温度上升,铁水稍有下淌趋势时,焊枪可作适当摆动。薄板仰焊时,一般采用小幅度往复摆动。中厚板仰焊时,可作横向或锯齿形摆动,并在坡口两侧稍做停留,以防焊波凸起。
c.焊接参数的选择。焊接参数的选择对焊接质量、效率影响很大,应根据构件接头形式、板厚及空间位置,选定焊丝直径、过渡形式、电源极性及焊接电流,然后选取与之相匹配的电弧电压、焊速、焊丝干伸长及气体流量。最佳的焊接参数应能满足焊接过程稳定、飞溅最小、焊缝成形美观、应无气孔、裂纹及咬边等缺陷,对要求焊透的焊缝应能保证焊透质量要求,并应具有最高的生产效率。
6)CO2焊适用的焊接电流和电弧电压见表1,表2。
7)焊接完毕,清理焊缝表面及两侧的飞溅物,检查焊缝外观质量,检查合格后方可进入下道工序。
8)GB 50205-95焊接检查应满足规定的二级焊缝质量等级。

表1 焊接电流

表2 立仰焊时焊接电流范围

表3 焊丝的化学成分
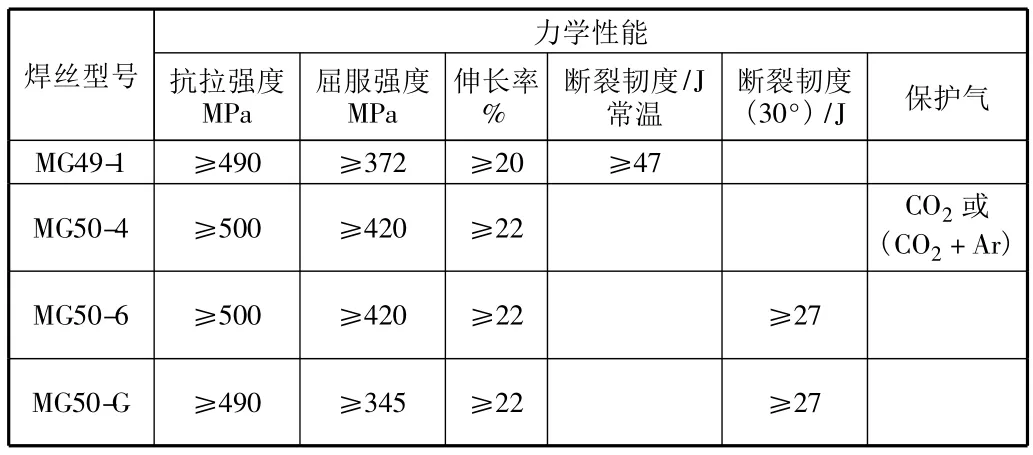
表4 熔敷金属力学性能

表5 几种焊接方法成本对比
6 设备与材料
1)设备。
a.晶闸管控制CO2/MAG焊机YD-300KR2,YD350KR2。
b.配套送丝机、焊枪。
c.混合气体调节器及气瓶、干燥器。
2)材料。
a.焊接用CO2,Ar气体纯度应满足焊接要求大于99%;O2<0.1%,H2O<1 g/m3~2 g/m3,焊缝质量要求越高,对CO2气体纯度要求越高。为减少CO2气体中的水分,可将气瓶倒置一段时间,然后正放,拧开气瓶阀门,将上部水分较多气体放掉,此外在焊接气路系统中串联一个干燥器或预热器,来保证CO2气体的干燥。
b.氩气在CO2气体保护焊掺量是1∶8。
c.焊接用二氧化碳气体保护焊焊丝应有出厂合格证,并满足设计要求及国家标准B8110规定要求,常用低碳钢和低合金钢焊丝牌号、化学成分和使用性能见表3,表4。
3)人工。
根据2010年运城至灵宝高速公路钢筋制作总工程量8 000 t。我项目部配备YD-300KR2成套设备5台,电焊工10名,维修电工1名。
7 经济效益分析
表5对手工电弧焊、实芯及药芯焊丝气保焊、埋弧焊成本进行分析对比,表明CO2焊的经济效益。
8 结语
钢板、钢筋焊接制作实践证明,采用了此焊接方法,既提前了工期和降低了工程成本,又保证了工程质量,此焊接方法操作简单,效率较高且烟尘小,劳动强度较低。
[1]霍晓敏,唐清山.二氧化碳气体保护焊在薄板焊接中的应用[J].四川建筑科学研究,2009(6):122-123.
[2]柯鼎华.二氧化碳气体保护焊在供水管道上的应用[J].科技创新导报,2008(13):206.
[3]马淑秋.半自动CO2气体保护焊在生产中的应用研究[J].沈阳工程学院学报(自然科学版),2011(1):85-86.
Construction technology of carbon dioxide protect welding
YANG M ing
(Shanxi Yuncheng Bridge and Highway Co.,Ltd,Yuncheng 044000,China)
This paper introduces carbon dioxide welding with carbon dioxide as the electric-arc welding of protecting gas from melting electrode.The weldingmethod notonly shortens construction duration and reduces engineering cost in steel plate and steelwelding butalso ensures the engineering quality.Furthermore,the weldingmethod is simple in operation and high in efficiency and little dust and low labor intensity,which is worth promoting.
carbon dioxide protectwelding,steel plate welding,electric-arc welding
TU712
A
10.13719/j.cnki.cn14-1279/tu.2012.19.025
1009-6825(2012)19-0123-03
2012-03-21
杨明(1981-),男,助理工程师
猜你喜欢
现代农机(2022年3期)2022-07-11
今日农业(2021年20期)2022-01-12
今日农业(2021年3期)2021-03-19
支部建设(2021年6期)2021-03-07
科学导报(2020年80期)2020-12-21
组合机床与自动化加工技术(2019年11期)2019-11-27
金属加工(热加工)(2018年2期)2018-03-22
焊接(2016年6期)2016-02-27
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18