
聚氯乙烯离心母液高品质回收工艺的研究
2012-01-16 08:56廖瑞阳鲁大政曾文飞
中国氯碱 2012年10期
廖瑞阳,鲁大政,邱 晖,曾文飞
(杭州天创环境科技股份有限公司,浙江 杭州 311121)
聚氯乙烯离心母液高品质回收工艺的研究
廖瑞阳,鲁大政,邱 晖,曾文飞
(杭州天创环境科技股份有限公司,浙江 杭州 311121)
采用膜生物反应器(MBR)和反渗透(RO)工艺对聚氯乙烯离心母液废水进行回收。研究了该系统工艺对有机物和悬浮固体的处理效果以及系统的耐冲击能力;观察了生物相在MBR系统中的变化情况及MBR膜片和反渗透膜的污染情况。试验结果表明,该工艺在稳定运行的情况下,废水总COD去除率可达到95%以上,MBR出水COD浓度低于40 mg/L,达到直接排放标准,再经过反渗透、离子交换或连续电解除盐(EDI)处理后,出水可以达到聚合回用水标准,回收率达到70%以上,而且,整个试验过程中膜耐污染性能良好。
聚氯乙烯;离心母液;MBR;RO;回用
目前,聚氯乙烯产品市场需求较大,而生产过程产生的离心母液具有水量大、硬度、氯根低、浊度高、有机物浓度低、有机物降解难、水温高等特点,从PVC离心母液废水组成分析,废水中仅悬浮物和CODcr含量较高[1-3]。悬浮物主要为PVC树脂粉粒,可以采用沉降的方法来降低其含量。电导率指标只有当地水源水的1/5不到,氯根、硬度均很低。如将PVC离心母液处理并得以回用,无论从节能减排角度,还是从经济效益看都是必要的[4]。一般情况下,国内部分企业将PVC离心母液和其他生产废水混合后一起处理,达到烧碱、聚氯乙烯工业水污染物排放标准(GB 15581-1995)的二级排放标准后排放。由于离心母液废水水质较好,很多企业对母液废水进行简单处理后作为其他工艺冲洗水使用[5-7]。随着水资源的日益紧张,有些单位已开始尝试对离心母液废水单独处理并回用于聚合生产,但效果并不理想,大都对离心母液废水进行简单处理(沉淀或过滤)后用作其他工艺冲洗水,这种离心母液回用方式还是很初级的,大量的离心母液冲洗水最终被排放掉。
本试验以某台资企业PVC厂的离心母液废水为研究对象,采用自行设计的试验方案对离心母液进行深度处理回用试验,模拟实际工程,在实际现场进行了为期8个月的中试研究,使PVC离心母液废水经过MBR工艺处理后COD大大降低,MBR出水经过后续的反渗透、离子交换的深度处理后达到回用水水质标准。
1 试验部分
1.1 试验水质
该公司主要生产 S-60(粉)、S-65(粉)等多种不同聚合度的PVC产品,其排出的离心母液水质因产品的不同而出现变化,但是经过长时间的试验观察,其废水水质见表1。
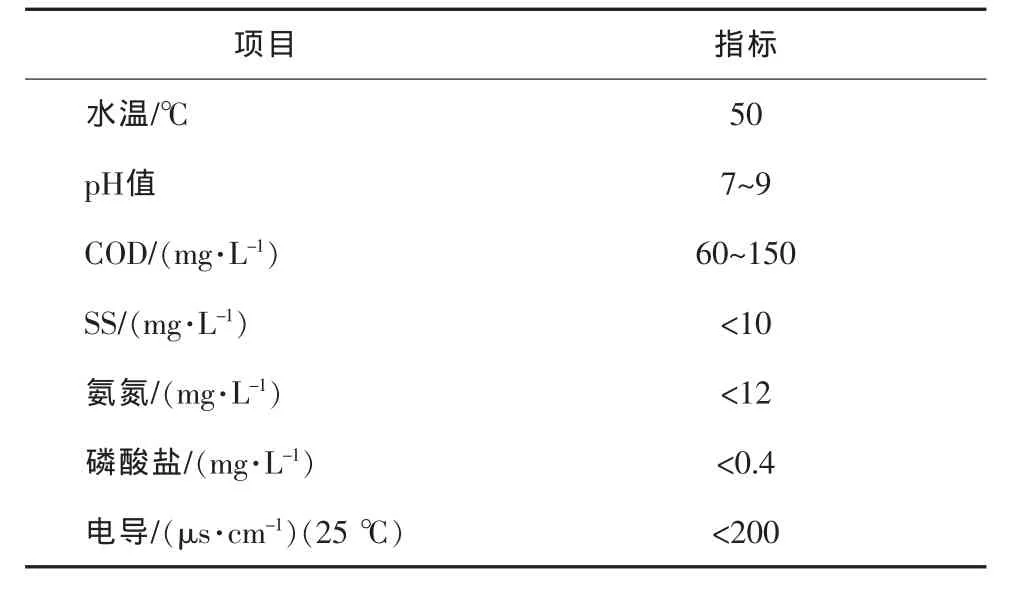
表1 PVC离心母液废水水质特征
1.2 工艺流程及设备
1.2.1 工艺流程
该中试试验的污水处理量为1 000 L/h,其工艺流程图见图1。
(1)PVC离心母液经过砂滤装置去除大颗粒物质,减少SS。
(2)PVC离心母液经过冷却塔冷却到生化适合温度(30~40℃)后进入调节池。
(3)废水在调节池进行水质和水量的调节,再通过提升泵进入水解酸化池。
(4)废水进入水解酸化池后,主要是将PVC离心母液废水中的PVA等难降解分散剂进行降解,其中的有机物被厌氧活性污泥吸附,小分子有机物作为厌氧细菌的营养物质,为其提供能量或合成新细胞[8-11]。大分子有机物则在厌氧菌分泌的水解酸化酶作用下降解成小分子有机物,提高后续好氧生化的可生化性。废水从水解酸化池自流进入MBR系统,废水在水解酸化阶段COD去除率为20%左右。

(5)废水进入MBR系统,有机物被好氧活性污泥吸附,绝大部分有机物被好氧菌吸收合成新细胞或分解成二氧化碳和水提供能量,还有部分有机物被活性污泥吸附在污泥中,可以让微生物缓慢分解,废水通过抽吸泵利用MBR膜片的过滤作用将泥水分离,得到水质好且稳定的出水[12,13]。出水COD达到40 mg/L以下,可以直接排放,也可以经过后续处理达到聚合回用水标准。
(6)水解酸化和MBR产生的多余污泥通过污泥浓缩和压滤处理后外运,其中,产生的上清液和滤液则回到调节池进行再处理。
(7)MBR产水可以进行再处理,达到聚合回用水标准。将MBR产水通过提升泵和高压泵,再经过保安过滤器进入反渗透系统。
(8)废水通过反渗透系统处理后,产水的电导<10(μs·cm-1)(25 ℃),COD<5 mg/L,而通过用反渗透产水对反渗透膜的定期反洗可以减缓反渗透膜的污染,并提高使用寿命。
(9)反渗透产生的浓缩水和反洗水可以作为循环冷却水补充水利用。
(10)反渗透产水再经过离子交换装置(本试验用的是混床装置)处理后,产水的电导<1(μs·cm-1)(25℃),可以作为PVC聚合反应水回用。通过整个工艺处理,最终达到回用水的回收率可以达到70%以上。
1.2.2 装置及材料
本试验采用的MBR膜片为材质为聚丙烯的8 m2的中空纤维帘式膜,超滤膜是材质为聚丙烯,规格为8040的管式中空纤维膜;反渗透膜为材质为聚酰胺,规格为8040的卷式膜。
1.3 分析项目及方法
在试验设备安装调试好后,每天的水质的检测项目见表2(COD采用的是重铬酸钾滴定法)。

表2 水质检测项目
每天还要检测水解酸化池和MBR好氧池的DO值以及活性污泥的SV30,检测完SV30后立即镜检观察生物相,每天还要定时记录各工艺段的流量和压力值。
1.4 试验设备的启动和运行状况
本次试验从2011年3月20日开始运行,试验中所用的MBR膜片、超滤膜、反渗透膜和离子交换树脂都是新的,其中,水解酸化池和MBR好氧池的活性污泥都是采用该公司污水处理系统中生化处理阶段的回流污泥进行接种,好氧池闷曝3天后开始慢慢进水,10天后,开始连续进水,整个工艺开始连续运行。水解酸化池水力停留时间为8 h左右,MBR好氧池水力停留时间为6 h左右。在试验阶段,每天按 C∶N∶P 为 100∶5∶1 的比例向生化池添加 N、P 营养物。通过镜检观察好氧活性污泥的生物相及COD去除效果作为试验运行的指标。
在试验装置正常运行后,以每小时处理1 000 L废水量来控制各工艺间流量平衡,控制水解酸化池的DO为0.2mg/L以下,MBR好氧池的DO为2~4mg/L,并按 C∶N∶P 为 100∶5∶1 添加 N、P 等营养物质。 通过镜检观察发现在系统运行20天后,污泥絮体较大,污泥浓度达到6 500 mg/L,污泥中可以观察到漫游虫,轮虫和小口钟虫,好氧池壁上有藻类生存。整个生化系统对COD的去除率为70%以上,出水水质稳定,生化系统运行状况较好。生化系统经过2个多月的稳定运行后,MBR产水水质稳定,出水COD≤40 mg/L,SS≤2 mg/L,将MBR产水用提升泵和高压泵输送到反渗透装置进行再处理。再经过2个月的稳定运行,反渗透产水水质稳定,产水COD≤5mg/L,电导≤10(μs·cm-1)(25 ℃),再将反渗透产水经过装有阴阳离子混合树脂的混床处理,得到水质的稳定电导≤1(μs·cm-1)(25 ℃)的出水可以达到 PVC 聚合回用水标准。
在试验中,为了减缓MBR膜片、反渗透膜的污染,MBR系统、反渗透系统都有定期自动反洗装置。而当系统运行一个月后都会用一定比例的盐酸、氢氧化钠或次氯酸钠对膜进行手动化学清洗。
2 结果与讨论
2.1 试验对悬浮固体颗粒(SS)的去除效果
PVC离心母液废水的SS值曲线图见图2。
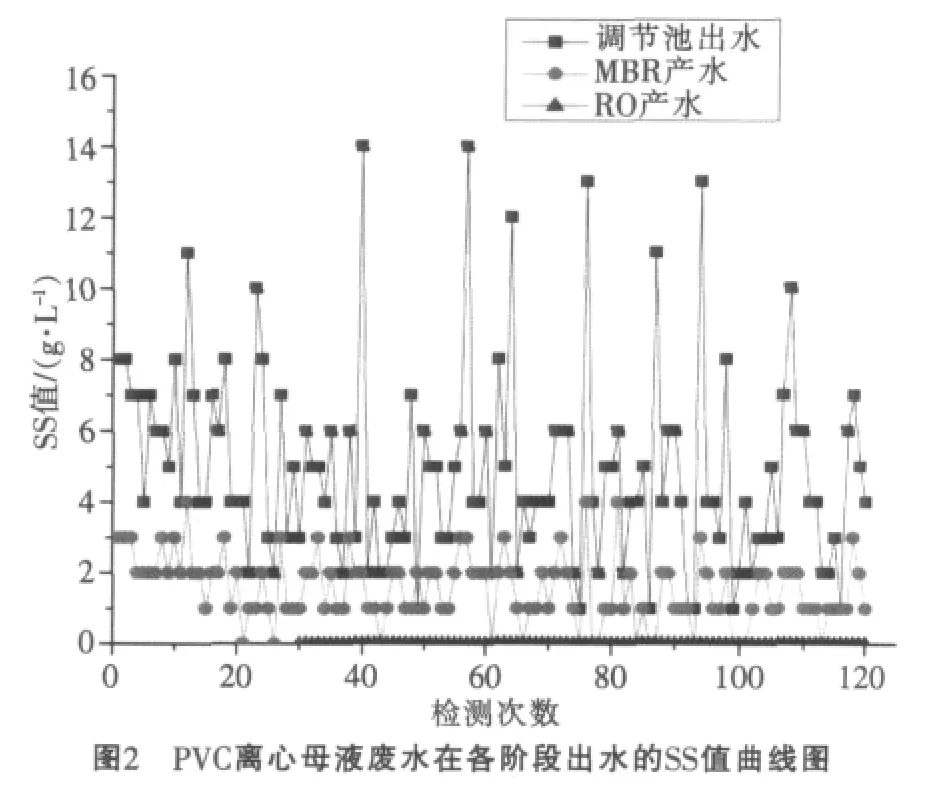
从图2中可以看出,PVC离心母液废水经过调节池混合后进入MBR系统,通过MBR膜片的过滤作用,可以将悬浮固体和胶体等大颗粒物质截留,使MBR产水水质变好,其出水SS为2mg/L左右,再经过后续反渗透膜的过滤作用,出水已经没有悬浮固体颗粒。表明通过该中试试验方案可以完全去除悬浮颗粒。
2.2 试验对COD的去除效果
各工艺段出水的COD曲线图见图3。

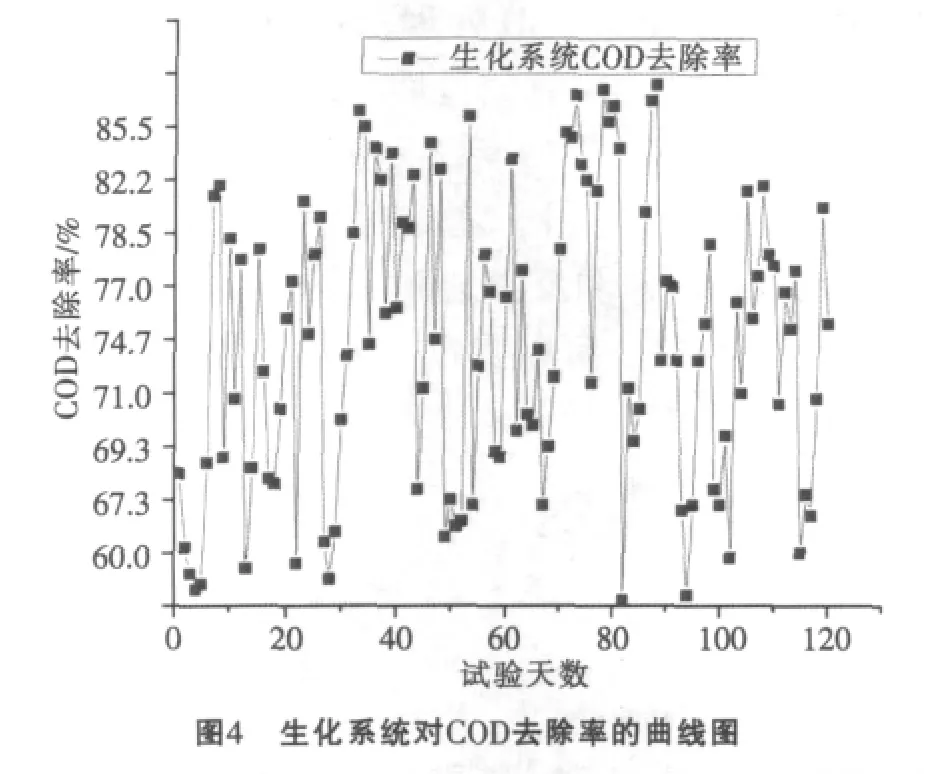
生化系统对COD去除率的曲线图见图4。
试验过程中COD去除率的曲线图见图5。

从图3可以看出,调节池出水的COD波动比较大,主要是因该PVC厂生产不同规格产品引起的。调节池出水经过水解酸化和MBR系统处理后出水COD为40 mg/L,从图4可以看出,整个生化系统对COD的去除率为70%以上。
从图3中还可以看出,MBR产水经过后续的反渗透膜的过滤作用,反渗透产水COD为5 mg/L以下,而从图5可以看出,PVC离心母液废水经过水解酸化、MBR、反渗透等工艺联动处理后其总的COD去除率为95%以上。
2.3 试验对电导的去除效果
出水的电导率曲线图见图6。
由于MBR膜片和超滤膜对离子的截留率很低,PVC离心母液废水通过调节池调节后,经过MBR系统电导变化不大,该PVC厂离心母液废水的电导率为 200 μs/cm(25℃)左右,而从图 6可以看出,经过反渗透处理后的出水电导小于10 μs/cm(25℃),再经过混床的离子交换后出水电导小于1μs/cm(25℃)。
2.4 试验过程中膜污染情况
试验过程中,MBR膜出水压力变化曲线图见图7。

本试验的MBR出水采用自吸泵的抽吸作用将废水从活性污泥中经过MBR膜片过滤吸出来,在整个试验过程中,控制出水流量恒定。从图7可以看出,MBR系统在长期运行过程中,由于膜片表面被污染,出水抽吸压力逐渐增大,当系统运行80天后,压力超过MBR膜片正常运行的压力,通过用500×10-6次氯酸钠溶液和1%氢氧化钠溶液清洗后出水压力又回复到-0.018 MPa,最后稳定在-0.025 MPa左右。随着运行时间的延长膜片会慢慢被污染,出水压力又会缓慢上升至-0.04 MPa,再用次氯酸钠和氢氧化钠清洗,压力又回复到-0.025 MPa,即在试验过程中造成的MBR膜片污染并非是永久性污染,只要将膜片进行化学清洗,膜通量还可以恢复。
试验过程中,RO膜出水压力变化曲线图见图8。

从图8可以看出,反渗透膜进出水两侧的压力变化都不大,两侧压差0.02 MPa左右,这是因为反渗透膜前面的MBR膜和保安过滤器的双重过滤作用保证了反渗透进水的水质,从而减缓了反渗透膜污染,提高了反渗透膜的使用寿命。
2.5 最终产水水质情况
混床出水水质数据见表3。

表3 混床出水水质数据
从表3可以看出,混床出水完全可以达到PVC聚合反应用水标准。
3 结论
通过为期7个月的中试试验,取得了比较理想的结果。通过实验方案中的MBR生化工艺可以将PVC离心母液废水COD处理到40 mg/L以下,可以直接排放;MBR出水再经过后续的反渗透、混床处理,最终出水达到PVC聚合反应用水标准且回收率可以达到70%;在整个试验过程中,设备运行稳定,废水对MBR膜片和反渗透膜片污染不严重,膜使用寿命得到保障;可以实现零排放,减少企业排污费,而且PVC离心母液废水回用成本比企业制造或外购聚合水成本低。
[1]伍桂松.我国聚氯乙烯市场分析及预测.化工技术经济,2000,18(5):20-22.
[2]Jaksland C, Rasmussen E, Rohde T.A new technology for treatment of PVC waste.Waste Management,2000,(20):463-467.
[3]宋宜容,李水定.聚氯乙烯离心母液回用及生化处理技术.中国氯碱,2009,(10):36-38.
[4]李茂双,张 龙,田正菊,吴金芳,吕 军.聚氯乙烯废水处理及回用研究.齐鲁石油化工,2001,29(3):211-214.
[5]王振欧,华树森,李慧敏.物化法治理聚氯乙烯废水的工程实践.中国氯碱,2004,(1):43-45.
[6]朱发奎.PVC浆料离心母液循环使用.聚氯乙烯,1996,(5):19-20.
[7]郝 利,赵予生,阳志刚.综合治理“三废”实现清洁化生产.氯碱工业,2002,(7):30-32.
[8]Watanabe Y, Morita M, Hamada N, et al.Formation of hydrogen perioxide by a polyvinyl alcohol degrading enzyme.Agric BiolChem,1975,(39):2447-2448.
[9]刘百玲,曾祥成,等.聚乙烯醇生物降解的影响因素.材料科学学报,2000,(14):108-112.
[10]廖劲松,庄 桂,等.原生质体融合选育高效菌株净化PVA高效废水的研究.郑州工程学院报,2001,22(2):84-90.
[11]张 颖.微生物降解聚乙烯醇的条件及降解过程机制研究.江南大学博士学位论文.无锡:2006.
[12]徐右一,等.环保领域中聚丙烯中空纤维膜生物反应器的研究.膜科学和技术,2000,(20):68-73.
[13]刘 锐,等.一体式膜-生物反应器长期运行中的膜污染控制.环境科学,2000,21(2):58-62.
A study on the high-quality reuse process of polyvinyl chloride centrifugal mother liquid
LIAO Rui-yang,LU Da-zheng,QIU Hui,ZENG Wen-fei
(Hangzhou Tianchuang Environmental Technology Co.,Ltd.,Hangzhou 311121,China)
In the pilot study on the treatment of polyvinyl chloride centrifugal mother liquid wastewater by using a combination of MBR and RO,the removal efficiency of organics and suspending solid together with the capability to resist the impact of the system were researched.The changes of the biological phase in the MBR and the membrane fouling of both membranes were observed.The experiment results show that the total removal efficiency of COD was over 95%,the effluent less than 40 mg/L can meet the requirement of wastewater discharge standard.Furthermore,the effluent of the MBR can reach the polymerization reuse water standard with a water recovery more than 70%after being treated by antiosmosis,Ion exchange or EDI.Film properties are in a good state during the experiment.
polyvinyl chloride;mother liquid;MBR;RO;reuse
TQ085
B
1009-1785(2012)10-0012-05
廖瑞阳(1988—),男,助理工程师,主要从事MBR生物反应器在工业废水处理中的工艺开发和应用研究。
2012-04-11
猜你喜欢
科技与创新(2022年17期)2022-08-30
供水技术(2022年1期)2022-04-19
能源工程(2021年5期)2021-11-20
设备管理与维修(2021年7期)2021-06-18
湖南饲料(2020年5期)2020-11-09
石油炼制与化工(2020年2期)2020-02-20
资源节约与环保(2019年12期)2020-01-16
中国氯碱(2017年3期)2017-04-18
山东工业技术(2016年15期)2016-12-01
浙江理工大学学报(自然科学版)(2016年7期)2016-09-29
