PLC控制起停技术巧设
2012-01-13 02:34
电子世界 2012年17期
一、可编程控制器PLC的特点及其发展历程
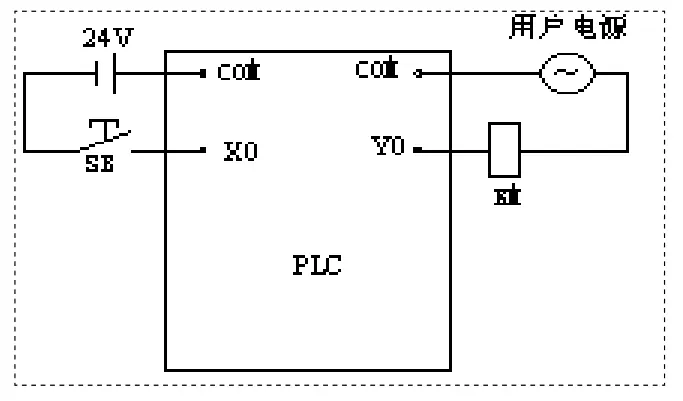
图2-1
PLC编程逻辑控制器,是一种数字运算操作的电子系统,专为待定工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,定时计数与算术操作等面向用户的指令.并通过数字或模拟式输入,输出控制各种类型的机械或生产过程。包括输入中央处理器模块、输出模块、通讯模块等,输入模块就好比人的视觉、听觉、触觉、嗅觉等,收集外部信息的感官.工业过程中输入模块就是不停的采集一些需要的状态各种物理信号、位置型号等.称之为收集系统条件信号。CPU内是保存着我们写的完成特殊任务的程序,一直不停地循环运行,运行程序中就包含输入模块的信号作为条件,而以这些条件结合程序就会有结果出来,这些结果就会通过输出模块输出信号控制现场的设备动作,或者在上位机画面上显示数据等。由于可编程控制器可靠性高、控制能力强,可以方便灵活地改变生产程序,所以在工业自动化控制中有出较大的优越性从控制功能上看.可编程序控制器的发展经历了四个阶段第一阶段:从第一台可编程序控制器问世到20世纪70年代中期,是其初创阶段。这一阶段的产品主要用于计时、计数运算和逻辑运算,CPU是由中小规模的数字集成电路组成的,其控制功能较简单;第二阶段:从20世纪70年代中期到末期,是其扩展阶段。产品的主要控制功能在这个阶段得到了较大的发展.一是从可编程序控制器发展而来的控制器,主要功能除了逻辑运算以外还扩展了其他运算功能,二是从模拟仪表发展而来的控制器,其在模拟运算的主要功能外还扩展了逻辑运算功能,因此,前者被称为可编程序逻辑控制器(PLC),后者被称为单回路或多回路控制器。这一阶段的产品有西门子公司的SYMATICS3系列,富士电机公司的sC系列等产品;第三阶段:从2O世纪70年代末期到8O年代中期,这个阶段是PLC通信功能实现阶段,与计算机通信的发展相联系,PLC初步形成了分布式的通信网络体系,但是由于制造企业各自为政,通信系统自成系统,各产品的互相通信还是较困难;第四阶段:自20世纪80年代中期以后.是PLC的开放阶段。由于提出了开放系统,PLC得到了较大发展。通信系统开放后,各制造企业的产品可以自由通信,通信协议标准化使用户得到了好处,因此,产品规模不断增大,通信功能不断完善,大中型的产品多数有CRT屏幕的显示功能,通信功能的改善也使产品的扩展变得更加方便,此外,在这一阶段还采用了标准的软件系统,增加了高级编程语言等,这一阶段的产品有AB公司的PLC-5、西门子公司的SYMATICS5和S7系列等。
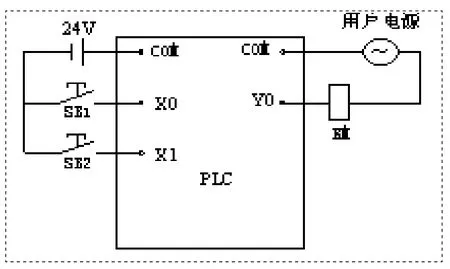
图2-2

图2-3 采用上升沿微分指令编程的梯形图程序

图2-4 采用置位/复位指令编程的梯形图程序

图2-5 采用计数器指令编程的梯形图程序
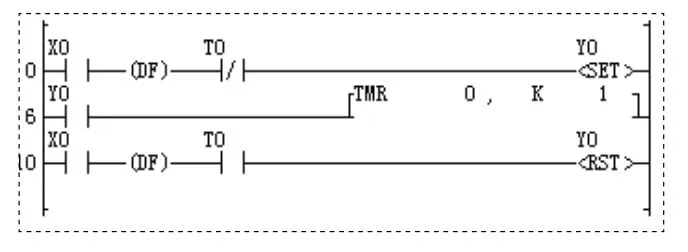
图2-6 采用定时器指令编程的梯形图
二、单按钮控制起停技术巧设
在PLC控制系统设计中,常常碰到负载的起动与停止控制,通常的做法是采用两只按钮作为外部起动与停止控制的输入器件,在PLC中与两只按钮相对应的输入点数也有两个,PLC的外部接线如图2-1所示,按钮SB1(X0)作为起动控制,按钮SB2(X1)作为停止控制,这样虽然可以达到控制目的,但需要的按钮和连接导线较多,PLC的输入点数也较多。但在实际工作中,可以充分利用PLC内部多功能化的特点,采用单个按钮控制负载的起动与停止,进行改进后的PLC外部接线如图2-2所示,用SB替代SB1和SB2的功能,用X0替代X0和X1的功能,电路的实际接线就大大简化,这样做不仅节省了硬件成本,而且还大大减少了由于按钮多而可能引起的故障.使电路更加经济合理、安全可靠,控制方便简单,具有很高的实用价值。笔者根据实际的工作经验和研究成果,以松下电工FP0系列PLC为例介绍几种单按钮起停控制的PLC编程技术。
1.采用上升沿微分指令的编程技术
采用上升沿微分指令编程的梯形图程序,如图2-3所示,控制过程如下:
当第一次按下SB时,X0接通,使R0的线圈接通一个扫描周期,其常开触点闭合,Y0的线圈接通并自锁,启动外部负载工作运行;同时,Y0的对常开触点闭合,为R1的线圈接通做准备;当第2次按下按钮SB时,X0接通,R0再次接通一个扫描周期,R1的线圈被接通,R1的常闭触点分断,Y0的线圈断开,外部负载停止工作。反复按下SB,将会重复上述控制过程。
2.采用置位/复位指令的编程技术

图2-7 采用保持指令编程的梯形图程序

图2-8 采用移位寄存器指令编程的梯形图程序

图2-9 采用MC/MCR指令编程的梯形图程序
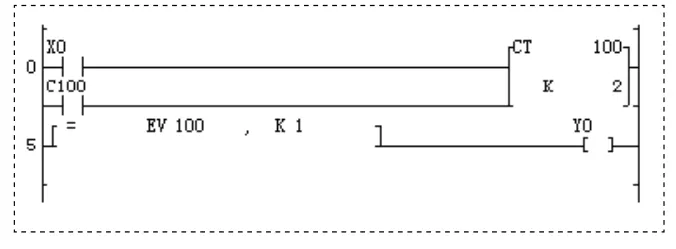
图2-10 用基本比较指令编程的梯形图
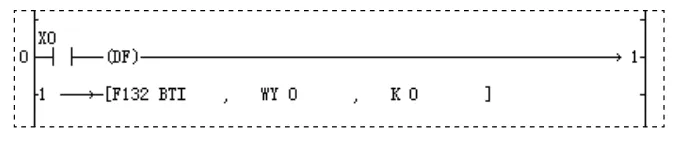
图2-11 采用高级指令F132(BTI)编程的梯形图程序
采用置位/复位指令编程的梯形图程序,如图2-4所示,控制过程如下:
当按下SB时,X0接通,R0的线圈接通一个扫描周期,其常开触点闭合,R2置位(闭合)且保持,R2的一对常开触点闭合,Y0的线圈接通,启动外部负载工作运行;同时,R2的另一对常开接点闭合,为R1的线圈接通做准备;当再次按下SB时,X0接通,使R0的线圈再次接通一个扫描周期,R1的线圈接通,R1的常开接点闭合,R2复位(断开)且保持,Y0的线圈断开,外部负载停止工作运行。之后依次按下SB的工作情形与上述相同。
3.采用计数器指令的编程技术
采用计数器指令编程的梯形图程序,如图2-5所示,控制过程如下:
第一次按下SB时,X0接通一个扫描周期,CT100计数1次,Y0的线圈接通并自锁;第二次按下SB时,X0再次接通一个扫描周期,CT100再计数1次,累计计数2次,则C100常闭触点断开,Y0的线圈断开,且C100常开触点闭合使CT100复位,为下一次计数作好准备。然后又开始新一轮的循环。
4.采用定时器指令的编程技术
采用定时器指令编程的梯形图程序如图2-6所示。控制过程如下:
定时器TMR0的设定值为1,定时时间为0.01s(设定值值尽可能小,以防止启动后出现异常情况时,便于立即停车)。当按下SB时,X0接通一个扫描周期,Y0的线圈被置位接通。Y0的常开触点使定时器TMR0定时0.01s后启动,其常闭触点断开,而常开触点闭合,为Y0的复位做准备;当再次按下SB时,X0又接通一个扫描周期,由于X0和TMR0的常开触点都接通,Y0复位,Y0的线圈断开。如此循环往复。
5.采用保持指令的编程技术
采用保持指令编程的梯形图程序,如图2-7所示,控制过程如下:
当按下SB时,X0接通,R0的线圈接通一个扫描周期,置位触发信号R0的常开触点闭合,使KP置位,Y0的线圈接通,Y0的常开触点闭合,为R1接通做准备;当再次按下SB时,X0接通,R0的线圈再次接通一个扫描周期,R1的线圈也接通一个扫描周期,复位信号R1的常开触点闭合,使KP复位,Y0的线圈断开。每按下SB一次,Y0的状态反转一次。
6.采用移位寄存器指令的编程技术
采用移位寄存器指令编程的梯形图程序,如图2-8所示,控制过程如下:
图中是对WR0进行左移1位的操作,移入的数据是0还是1由R0的状态决定,移位触发信号为X0,复位信号R1的常开触点。第1次按下SB时,X0接通,由于起初R0(WR的0位)的常闭触点闭合,向移位寄存器SR WR0端输入信号,1被移入R0,R0的常开触点闭合,Y0的线圈接通,同时,R0的常闭触点断开;第2次按下SB时,X0接通,向左移位寄存器SR WR0端输入信号,SR WR0左移一位,1被移入R1,由于R0的常闭触点断开,0被移入R0,R0复位,Y0的线圈断开,R1的常开触点闭合,WR0的16位继电器状态全部为0,此时,电路恢复最初状态,为下次起动做准备。
7.采用主控MC/MCE指令的编程技术
采用主控指令编程的梯形图程序,如图2-9所示,控制过程如下:
当按下SB时,X0接通,进入MC,MCE指令程序,由于Y0常闭触点初始闭合,R0的线圈接通并自锁,R0常闭触点分断对R1的线圈互锁,R0常开触点闭合,Y0的线圈接通并自锁,松开SB后,结束执行MC,MCE之间指令程序,R0复位;当再次按下SB时,X0接通,又重新进入MC,MCE指令程序,由于Y0的线圈已接通,R0线圈通路已被Y0的常闭触点分断,R0的线圈不再接通,R1的线圈通路则被Y0常开触点闭合而接通并自锁,R1的常闭触点分断,其一对触点使Y0的线圈断开,另一对触点则对R0的线圈互锁,不会因为Y0的常闭触点复位后导致R0和Y0的线圈再接通的错乱控制现象。松开SB后,结束执行MC,MCE之间指令程序,R1复位。之后依次按下SB的控制过程与上述的相同。
8.采用基本比较指令的编程技术
采用基本比较指令编程的梯形图程序,如图2-10所示,控制过程如下:
当按下SB时,X0接通触发CT100计数1次,经过值减1,此时,经过值寄存器EV100=K1,使Y0的线圈接通;当再次按下SB时,X0接通触发CT100再计数1次,累计计数2次,经过值再减1,此时,经过值寄存器EV100=K0,使Y0的线圈断开,与此同时,CT100的常开触点C100闭合触发CT100,使CT100复位。反复按下SB,将会重复上述控制过程。
9.采用高级指令的编程技术
采用高级指令指令编程的梯形图程序,如图2-11所示,控制过程如下:
高级指令,可以方便的实现数据传输、算术运算、比较、变换、移位、位控制等各种功能。熟悉并在实际中合理的应用合适的高级指令,可以大大简化程序,采用高级指令F132(BTI)使WY0的0位即Y0在X0的每次上升沿变反,即可实现控制要求。
三、结束语
由于PLC具有丰富的指令集,编程十分简单灵活,同样的控制要求可以选用不同的指令进行编程,编程人员需要在实践中不断摸索和提高自己的编程技巧,才能充分发挥PLC的优势,实现各种控制要求。
[1]李红卫.PLC技术的发展趋势[J].机械与电子,2011(23).
[2]林海波.PLC编程技术探讨[J].长春工程学院学报,2001(2).
[3]李向东.可编程序控制器[M].北京:机械工业出版社,2007.
[4]史先涛.PLC编程与应用技术[M].北京:高等教育出版社,2008.
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
军民两用技术与产品(2020年8期)2020-09-07
湖北农机化(2020年4期)2020-07-24
山东工业技术(2019年13期)2019-05-30
成都工业学院学报(2017年2期)2017-06-28
电子技术与软件工程(2017年1期)2017-03-06
电子制作(2016年15期)2017-01-15
电脑知识与技术(2016年22期)2016-10-31
华侨大学学报(自然科学版)(2015年2期)2015-11-19
制造技术与机床(2015年10期)2015-04-09