
两种速生阔叶木混合木片的CTMP制浆
2012-01-06 06:33:28陈彬刘忠
天津造纸 2012年1期
陈 彬 刘 忠
(天津科技大学材料科学与化学工程学院,天津,300222)
两种速生阔叶木混合木片的CTMP制浆
陈 彬 刘 忠
(天津科技大学材料科学与化学工程学院,天津,300222)
文章介绍了两种造纸行业常用的速生阔叶木即杨木和桉木的混合木片的CTMP制浆。尤其重点讨论了相同磨浆过程中两种原料纤维变化情况、不同配比的混合木片的磨浆和不同磨浆能耗的混合木片的磨浆及不同浸渍条件的混合木片的磨浆。结果表明,桉木杨木混合CTMP制浆过程中,桉木纤维受作用后的分丝帚化性能较杨木纤维更差;随着原料中桉木比例的增加成浆白度和抗张指数显著下降,浆张松厚度则略有升高,达到相近游离度时磨浆能耗有所降低;而随着浸渍药液中烧碱用量的增加,达相近游离度时磨浆能耗明显降低,成浆白度和松厚度下降,纤维束含量略有增加,浆张抗张指数、撕裂指数和耐破指数则有不同程度的提高。
桉木 杨木 木片 CTMP制浆
1 前言
化学热磨机械浆(CTMP)技术属高得率制浆技术范畴,自上世纪70年代实现工业化以来,得到了快速发展,并逐渐代替了其它高得率制浆技术成为了世界高得率制浆技术的主流,该技术尤其受到像我国这样的森林资源匮乏国家的青睐。随着我国造纸工业的高速发展,纸张产能屡创新高,纸浆的需求量更是与日俱增。然而,适宜CTMP技术的木材资源日趋紧张,采用优质的单一材种木片进行CTMP制浆已不现实。为了保障产能,稳定生产,目前高得率制浆原料木片的组成结构逐渐多元化,其中采用混合木片进行生产已成为行业内的一种趋势。目前,我国较为成熟的规模型高得率制浆企业的原料木片通常是两种或以上材种木片混合而成,其中较为普遍的是速生阔叶材的混合木皮,尤其是速生桉木和速生杨木的混合原料(包括其枝桠材木片)。复杂的原料组成对磨浆工艺和磨浆条件提出了更严格的要求。为充分了解混合木片的磨浆情况,本文对当下造纸行业使用最为广泛的两种速生阔叶材,即速生桉木和速生杨木的混合木片的CTMP制浆技术进行了研究。
2 实验
2.1 原料
桉木 为国家林业局桉树研究中心培育的产自我国华南雷州半岛的速生无性系桉木 (简称桉木),树龄4~5年,来料为带皮湿木材段。测得其纤维平均长度0.82mm,气干密度0.4758g/cm3,纤维平均宽度22.80μm。
杨木 为北京林业大学培育的5~6年龄速生三倍体毛白杨(简称杨木),来料为带皮湿木材段。测得其纤维平均长度1.16mm,气干密度0.3758g/cm3,纤维平均宽度26.25μm。
2.2 设备与方法
2.2.1 备料
木材削片采用实验型圆盘削片机。削成木片用1.2×1.2cm2的孔筛筛选,将留于筛板上的合格片料用密封袋包装,均匀水分备用。其中合格杨木片如图1,合格按木片如图2。

图1 合格杨木片

图2 合格按木片
2.2.2 木片预浸泡
在塑料桶内用水浸泡木片,保持水位高过木片,浸泡12小时以上。
2.2.3 木片压力磨浆
经过浸泡的木片采用中国制浆造纸研究院的CD300型CTMP中试系统进行压力磨浆,即粗磨。
2.2.4 浆料精磨
经过粗磨的浆料采用KRK300型高浓盘磨机进行常压精磨处理,KRK300型盘磨电机功率30kw,转速为3000转/分,喂料方式为可调速螺旋喂料。
2.2.5 磨浆能耗计算
磨浆能耗仅指磨浆时所消耗的功,电机空转不计入内。计算方法为:电机功÷绝干浆质量。
2.2.6 消潜
由于磨浆时部分纤维产生了扭曲或纠缠,为消除这种扭曲潜能,发挥浆料的最佳强度性能,经过多次磨浆后的浆料在塑料桶内70~80℃热水中消潜1小时。
2.2.7 浆料筛选
经消潜的浆料采用KRK方框型振动筛筛选,筛缝宽0.1mm,过筛良浆收集备用,未过筛的即为纤维束。
2.2.8 浆料抄片
抄片在德国产Rapid-Kothen纸页快速成形器上进行。
2.2.9 白度测定
使用国产WSB-II(d/0)白度仪进行。
2.2.10 浆张性能检测
浆张各项物理性能检测按 《制浆造纸分析与检测》中相关方法进行。
2.3 工艺流程
本论文的工艺路线如图3所示。杨木和桉木,首先进行备料,合格木片进入CD-300热磨机系统进行汽蒸,经过汽蒸的原料在挤压螺杆的作用下进行挤压疏松,疏松原料喷淋药液进行化学浸渍处理,然后经过压力磨浆机进行粗磨,粗磨浆料进行常压多段KRK磨磨浆,浆料进行消潜,然后进行筛选并完成相关检测和抄纸以及纸张的性能检测[1-4]。
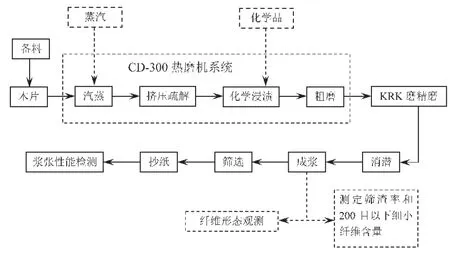
图3 实验工艺流程图
3 结果与讨论
3.1 混合木片CTMP磨浆过程中纤维形态的变化
由于桉木和杨木两种原料的纤维长宽度和柔软度不同,两种纤维在磨浆过程中所受到的剪切作用必然有所差异。为了解这种差异,本实验对原料配比和浸渍条件固定,不同游离度CTMP浆料进行显微观测,分析混合原料在磨浆过程中各自纤维变化情况,观测结果如组图4~6所示。
由图4~6可见:在游离度分别为400ml、280ml、180ml的三个CTMP浆料中,杨木纤维随着浆料游离度的下降而出现了更多的细胞壁破损和分丝帚化现象;而桉木纤维的细胞壁始终较为光滑,没有明显的破损和细纤维化现象。从这一结果可以分析,当CTMP浆料中桉木纤维比例较多时,浆料的浆张松厚度势必更为理想,浆料较适宜配抄松厚度要求较高的纸张;而当CTMP浆料中杨木纤维比例较高时则浆张强度性能理应更为乐观,浆料更适宜用于配抄物理强度性能要求较高的纸种。
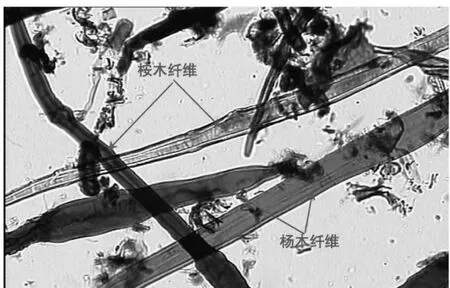
图4 游离度400ml的浆料纤维形态×60
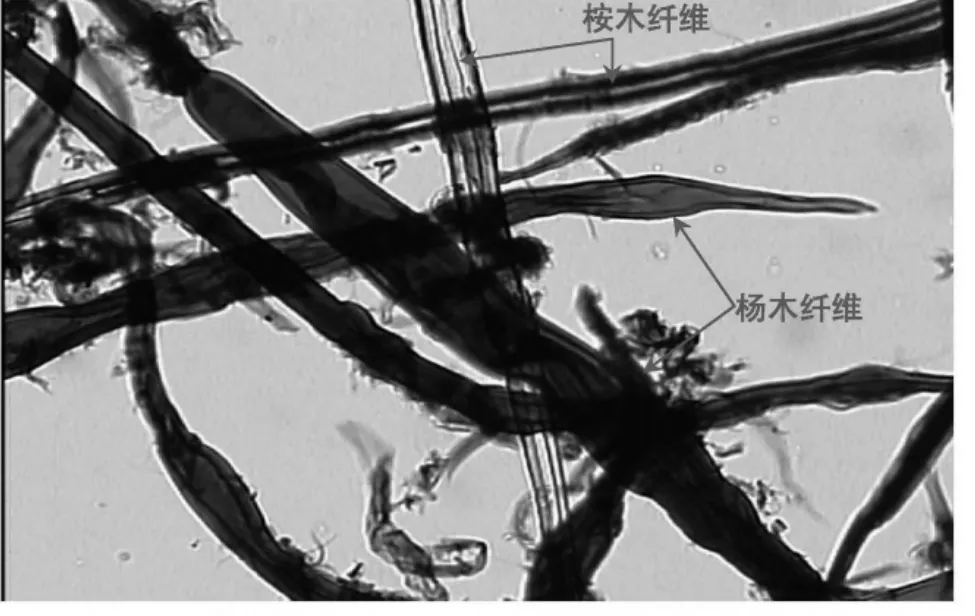
图5 游离度280ml的浆料纤维形态 ×60

图6 游离度180ml的浆料纤维形态×60
3.2 不同原料配比的磨浆
通常原料不同其磨浆性能各异[1,3]。为讨论在相同条件下,不同原料组成原料的磨浆及磨成浆料性能变化情况,对相同浸渍条件相同磨浆工艺下不同原料组成的原料进行了磨浆。具体结果如图7至图14所示。
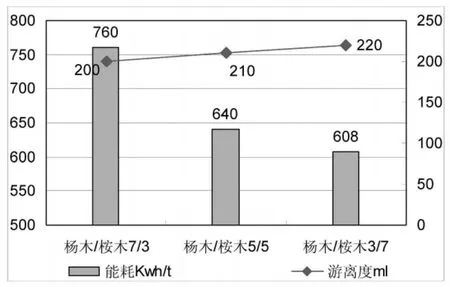
图7 A条件磨浆电耗随原料中木片比例变化情况
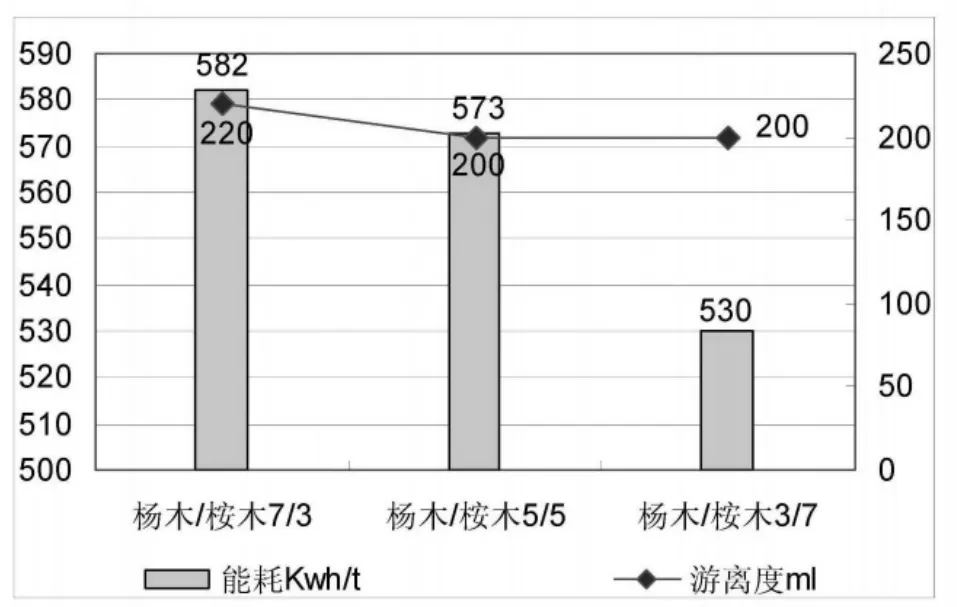
图8 B条件磨浆电耗随原料中木片比例变化情况
从图7和图8中可以看出,在相同磨浆工艺相同浸渍条件下,达到相近游离度时,随着原料中桉木比例的增加KRK磨浆电耗逐渐下降。如在A浸渍条件下,杨木:桉木为7:3时达到200ml的游离度磨浆电耗为760 kW·h/t;而当杨木:桉木为5:5时,达到相近游离度210ml情况下电耗降至640kW·h/t,电耗降低了近16%;而杨木:桉木变为3:7时,达到相近游离度220ml情况下电耗进一步降低至608kW·h/t,电耗降低了20%。其原因可能与桉木材种密度和纤维形态有关。由于桉木相对密度略大 (桉木气干密度0.4758g/cm3,杨木气干密度0.3758g/cm3),原料中桉木比例的增加,相同浸渍条件和磨浆工艺下生产同质量绝干浆料所需的磨浆时间更短,导致同质量原料的磨浆耗能更低;同时相对于杨木而言桉木纤维略短小(桉木纤维平均长度0.82mm,纤维平均宽度22.80μm;而杨木纤维平均长度1.16mm,纤维平均宽度26.25μm),更短小的纤维原料在同一进料螺旋作用下有利于进料。
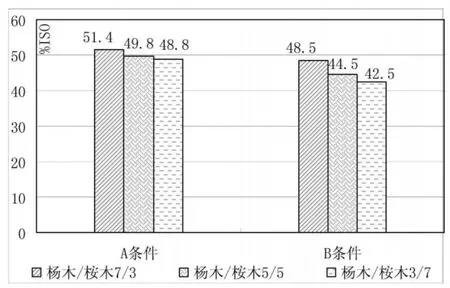
图9 CTMP浆料白度随原料中木片配比变化情况
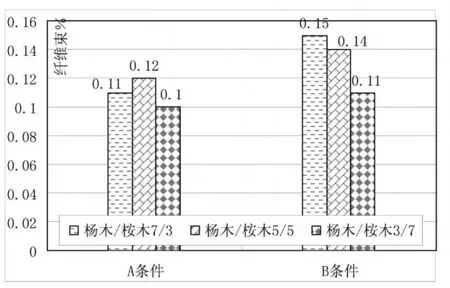
图10 CTMP浆料纤维束含量随原料中木片配比变化情况
对比表图9结果可知,随着原料中桉木配入量的增加,成浆白度逐渐降低;且随着浸渍条件中烧碱用量的增加,其成浆白度随桉木配入量增加所降低的幅度更大。这恰与CTMP制浆方法的技术特性有关。通常在CTMP制浆过程中,成浆初始白度与所用原料本身白度基本成线性关系,即原料自身白度越高未漂CTMP浆白度通常亦愈高。历史研究得知通常杨木原料的木材白度在50%ISO左右,而桉木因木材中含有更多的发色基团和其它有机抽出物,导致桉木原始白度相对杨木较低,仅30%ISO左右。
从图10中可以看到,在相近游离度相同其他条件下,CTMP浆料的纤维束含量基本一致,都很较少,各原料配比的CTMP成浆纤维束含量均不超0.2%。不同工艺间纤维束含量随原料配比有略微差异,但差异无规律性,而且各工艺间CTMP成浆纤维束含量也都很低。
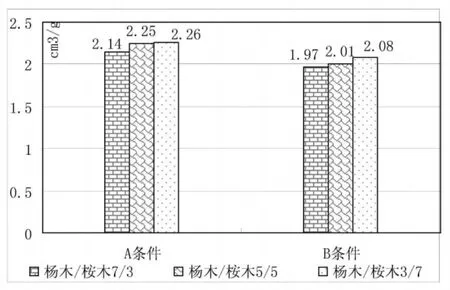
图11 CTMP浆张松厚度随原料中木片变化情况
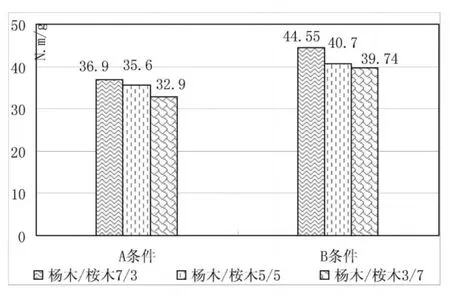
图12 CTMP浆张抗张指数随原料中木片变化情况
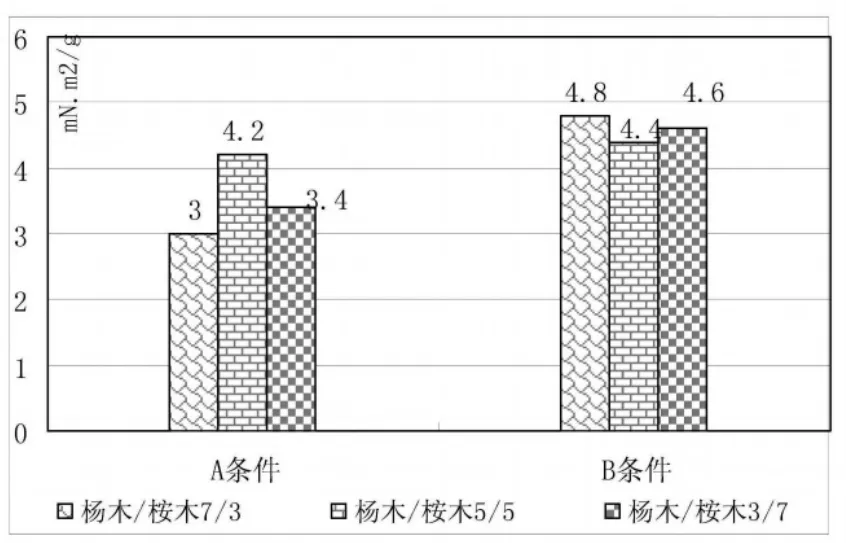
图13 CTMP浆张撕裂指数随原料中木片变化情况
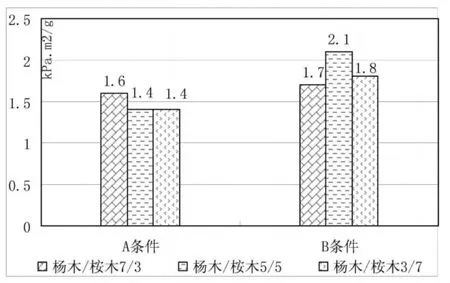
图14 CTMP浆张耐破指数随原料中木片变化情况
分析图11~14结果可以看出,在两个不同的浸渍条件下浆张性能均表现为:随着原料中桉木配入量的增加,浆张松厚度逐渐升高,浆张抗张指数则逐渐下降;而浆张撕裂指数和耐破指数与原料中两种木材比例的变化并无明显的相关性。浆张松厚度和抗张指数的相应变化与原料中桉木配比的增加有关。相对于杨木而言桉木纤维更短小 (桉木纤维平均长度0.82mm,杨木纤维平均长度1.16mm),纤维平均宽度更窄(桉木纤维平均宽度22.80μm,杨木纤维平均宽度26.25μm),桉木纤维更挺硬;在磨浆过程中纤维受压溃少,分丝帚化程度低,成浆纤维经过磨浆后基本仍保持其原状,纤维成纸结合强度将较低;而杨木纤维更长,纤维平均宽度相对更大,经磨浆后其纤维的压溃和分丝帚化程度更高,纤维表面积增大,氢键结合点增加纤维成纸结合强度将相对更大[1-5]。不同原料经过磨浆后桉木和杨木纤维的变化情况亦可从图15~17的显微镜图片中较为直观的看出。故此,随着原料中桉木配比量的增加,成浆中未得到良好细纤维化的桉木纤维比例增加,而受到较好分丝帚化的杨木纤维的比例降低,浆张表现为松厚度略有增加而结合强度降低。
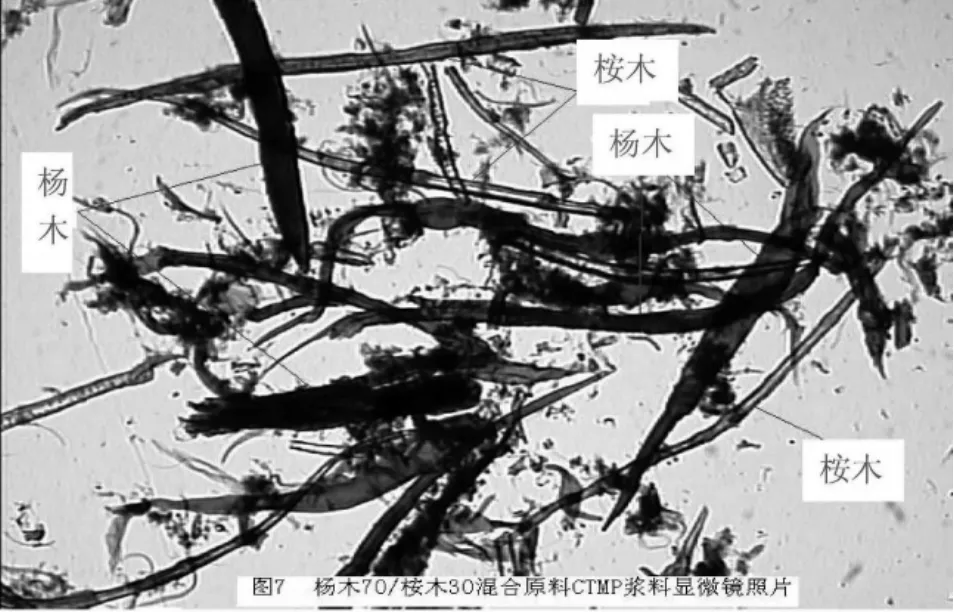
图15 杨木∶桉木=7∶3CTMP浆料显微镜照片
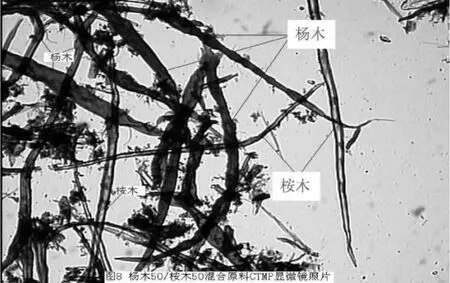
图16 杨木∶桉木=5∶5CTMP浆料显微镜照片
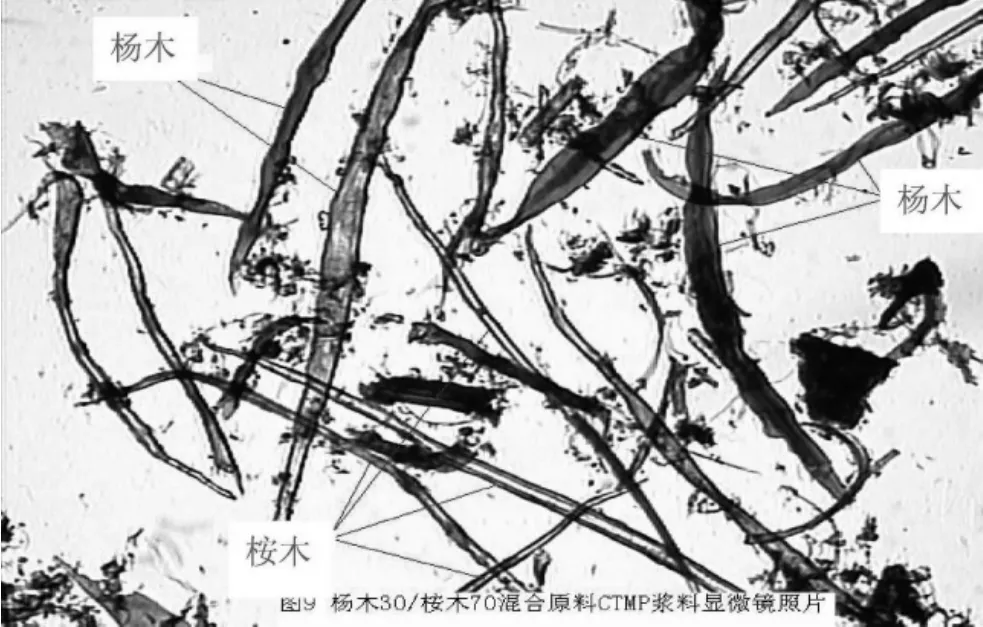
图17 杨木∶桉木=3∶7CTMP浆料显微镜照片
3.3 不同磨浆能耗的磨浆
化机浆生产中,磨浆能耗占生产成本的较重部分。探讨相同原料组成相同浸渍条件不同磨浆能耗磨浆对磨成浆料性能的影响,找出磨浆能耗与浆料性能的相应规律将有积极的现实意义。为此,对相同原料组成相同浸渍条件不同磨浆能耗的磨浆进行了探讨,成浆情况和浆张结果如图18~26。
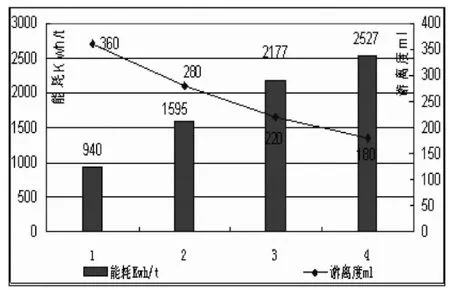
图18 杨木∶桉木=7∶3CTMP浆料游离度随磨浆电耗变化情况
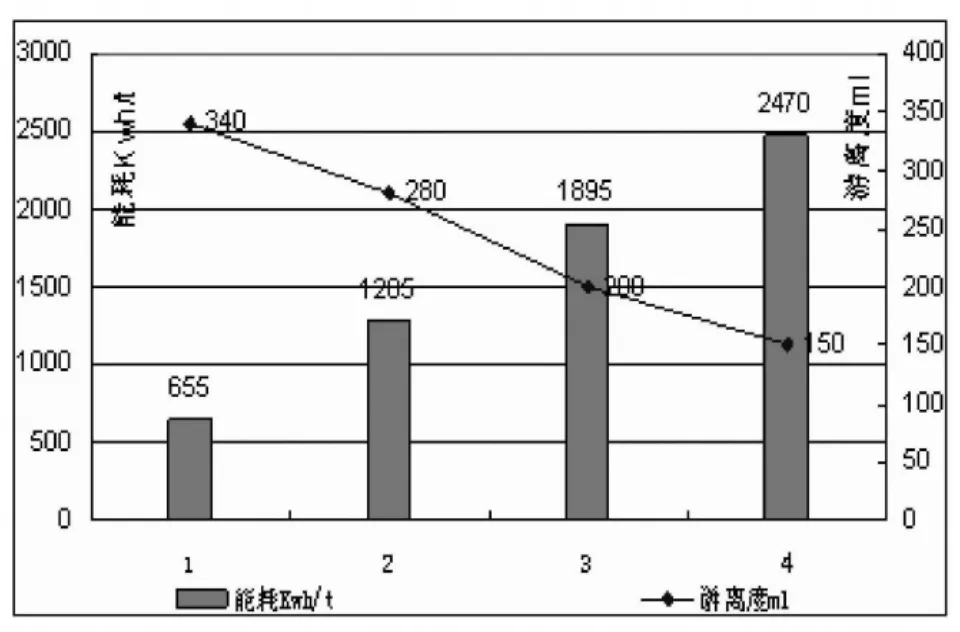
图19 杨木∶桉木=5∶5CTMP浆料游离度随磨浆电耗变化情况
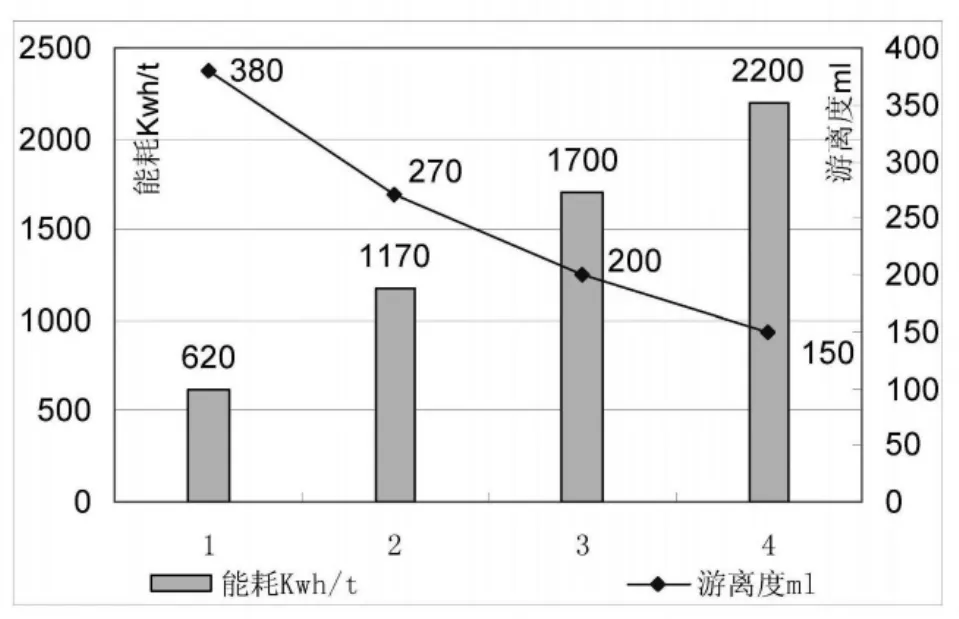
图20 杨木∶桉木=3∶7CTMP浆料游离度随磨浆电耗变化情况
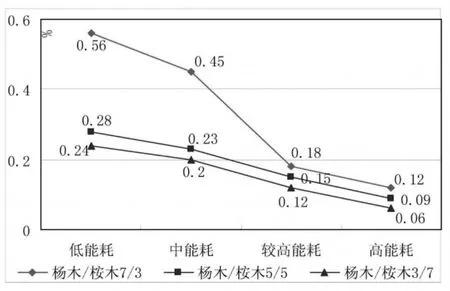
图21 磨浆能耗增加CTMP浆料纤维束变化情况
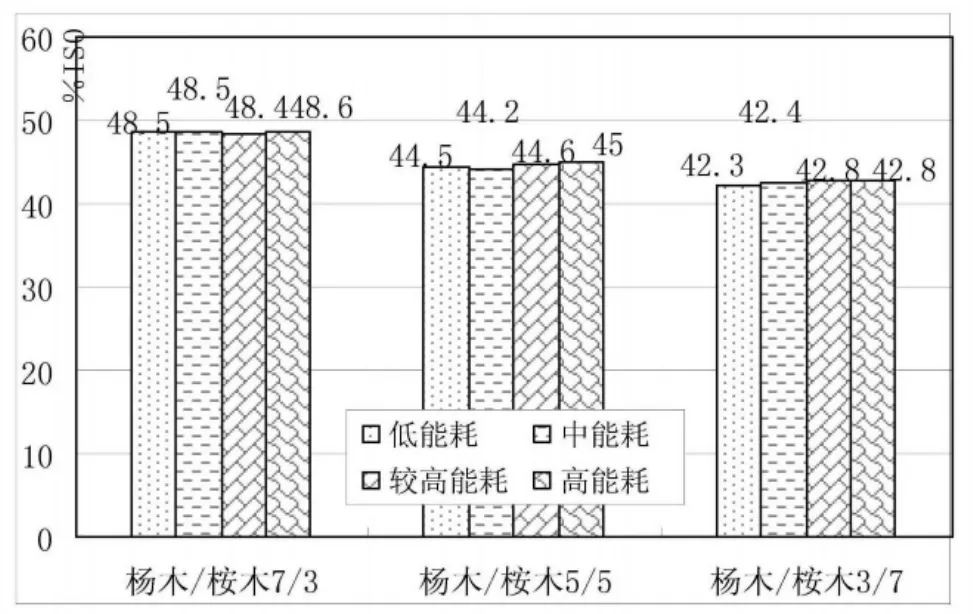
图22 CTMP浆料白度随磨浆能耗变化情况
从图18~22结果可知,随着磨浆能耗的增加CTMP浆料的游离度逐渐降低,纤维束含量逐渐减小。而随着磨浆原料中桉木配比量的增加,则磨浆能耗也逐渐降低,这与前文结果一致。比较不同原料配比相近游离度下成浆磨浆能耗可以看出,达到相同游离度时,原料中桉木配比量的增加则磨浆所需能耗更低。与前述结果一致。随着原料中桉木配比量的增加,CTMP成浆白度降低;随着磨浆能耗的增加浆料游离度降低,但成浆白度基本不变。即在本研究所讨论的游离度范围内,浆料白度几乎不受磨浆能耗的影响。
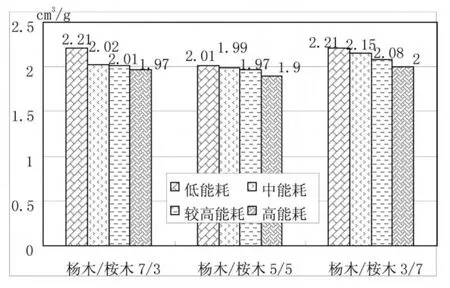
图23 CTMP浆张松厚度随磨浆电耗变化情况
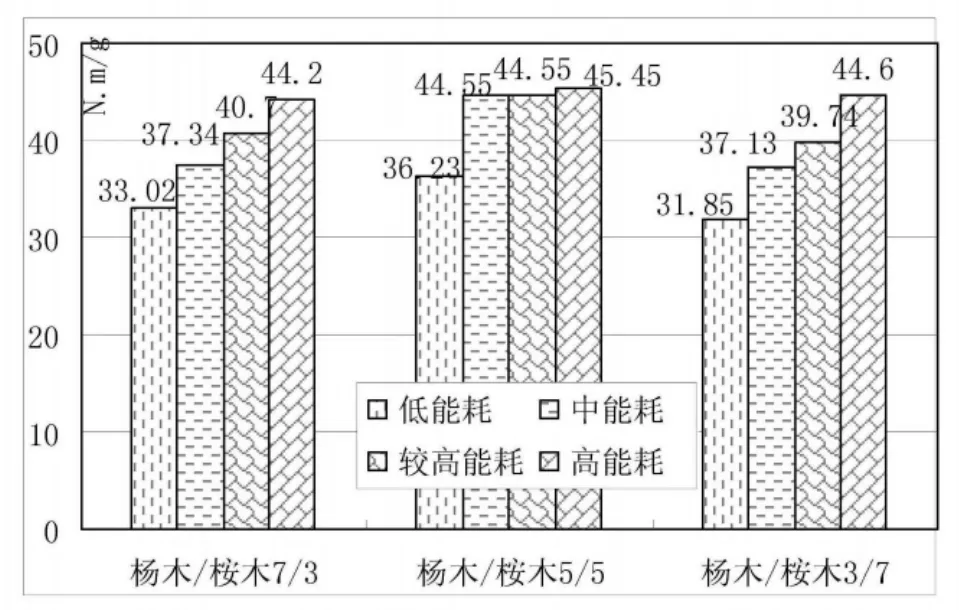
图24 CTMP浆张抗张指数随磨浆电耗变化情况
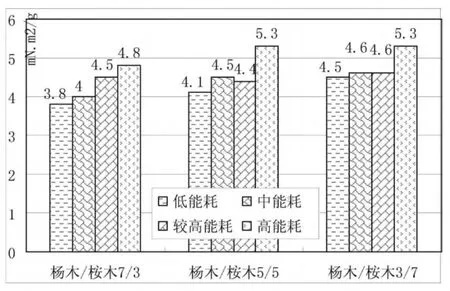
图25 CTMP浆张撕裂指数随磨浆电耗变化情况
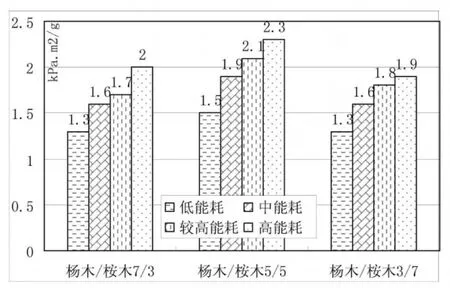
图26 CTMP浆张耐破指数随磨浆电耗变化情况
从图23~26的结果来看,相同原料组成相同浸渍条件下随着磨浆能耗增加成浆游离度逐渐降低,浆张主要物理性能抗张指数、撕裂指数和耐破指数均逐渐提高,尤其以浆张抗张指数随磨浆能耗的增加增长幅度最为明显。这主要是磨浆能耗增加,浆料受挤压揉搓和磨盘处理的几率增加,纤维压溃和分丝帚化的程度增加,浆料表现为滤水性能下降即游离度增加,纤维间的结合强度增加表现为浆张物理性能提升。
3.4 不同浸渍条件的磨浆
众所周知,不同原料的化学组成和纤维形态各异[1-4]。因此,往往不同的制浆原料其制浆工艺各不相同[1,3]。为更全面更系统地掌握不同桉木与杨木配比原料的磨浆情况,对不同桉木与杨木配比的原料进行了相同磨浆工艺条件下不同浸渍条件的磨浆。相同磨浆工艺不同原料组成不同浸渍条件的磨成浆料情况及浆料的浆张性能结果示于图27~33。
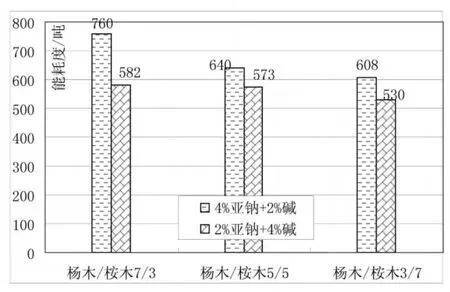
图27 不同工艺CTMP磨浆电耗变化情况
从图27的结果可知,相同磨浆工艺相同原料随着浸渍条件中烧碱用量的增加,达到相近游离度时磨浆电耗明显降低;相同浸渍条件下,随着原料中桉木比例的增加磨浆电耗有所降低。
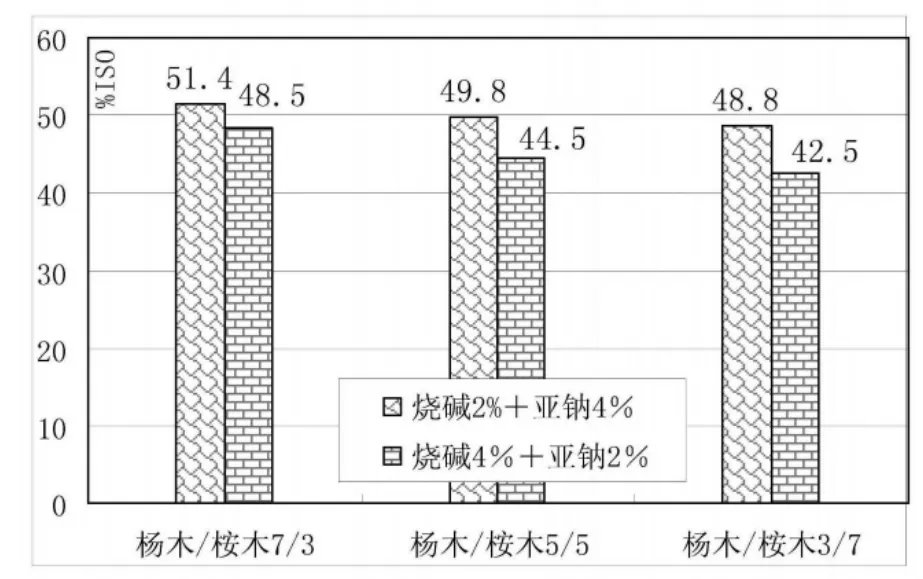
图28 不同工艺CTMP浆张白度变化情况
从不同浸渍条件CTMP浆料白度变化情况来看,相同原料随着浸渍液中烧碱比例的增加,成浆白度明显降低且基本不受原料配比的影响(如图28),这主要是由于在高碱高温高压下,原料受碱性变黑所致[1-7]。

图29 不同工艺CTMP浆纤维束变化情况
从结果来看,相同原料磨浆至相近游离度时,随着浸渍液中烧碱比例的增加,成浆纤维束含量略有升高且基本与原料组成无相关性,这一现象由图29可以更为直观地看出。其原因可能是浸渍液中高碱含量时,纤维束和纤维均得到了更充分的软化,受盘磨机械力作用时纤维束和纤维更柔软更易变形,磨浆时容易产生打滑,从而部分纤维束未能受到磨盘充分地剪切而分散成单根纤维,以纤维束形态留存于成浆中[1-7]。
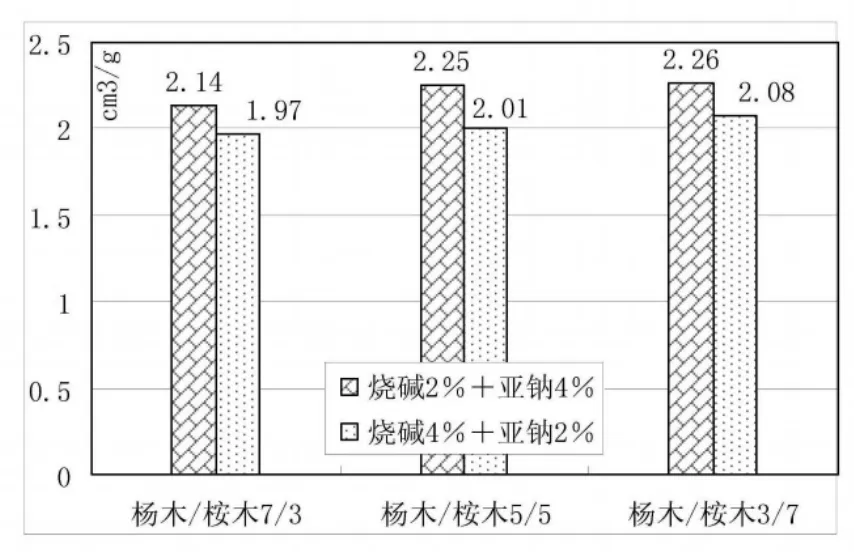
图30 不同工艺CTMP浆张松厚度变化情况
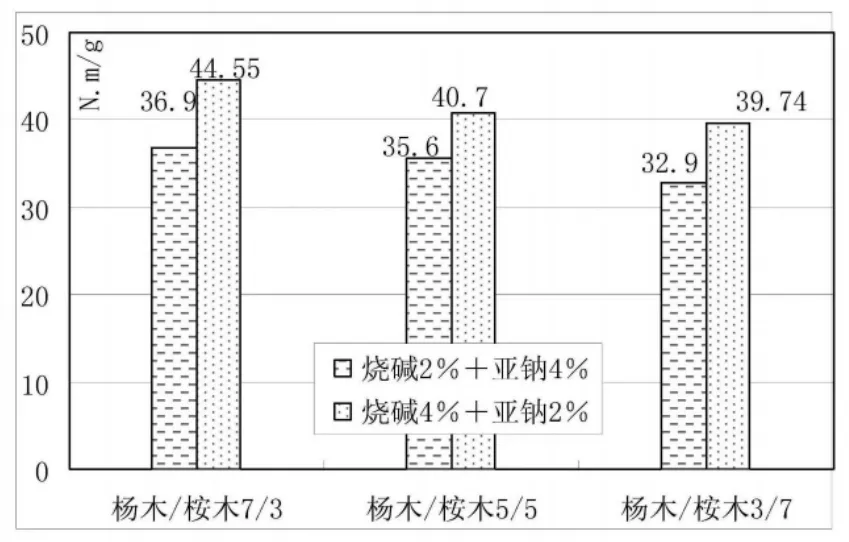
图31 不同工艺CTMP浆张抗张指数变化情况
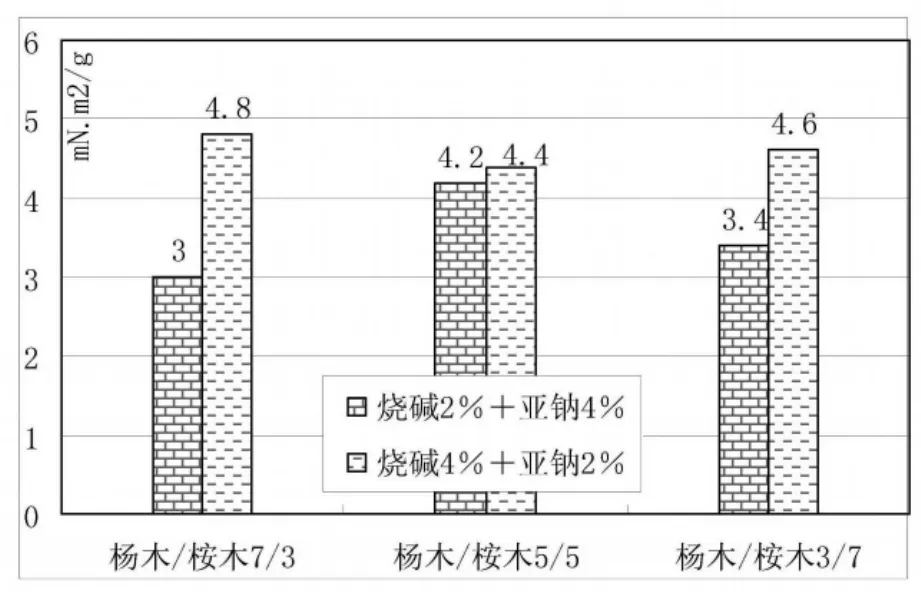
图32 不同工艺CTMP浆张撕裂指数变化情况
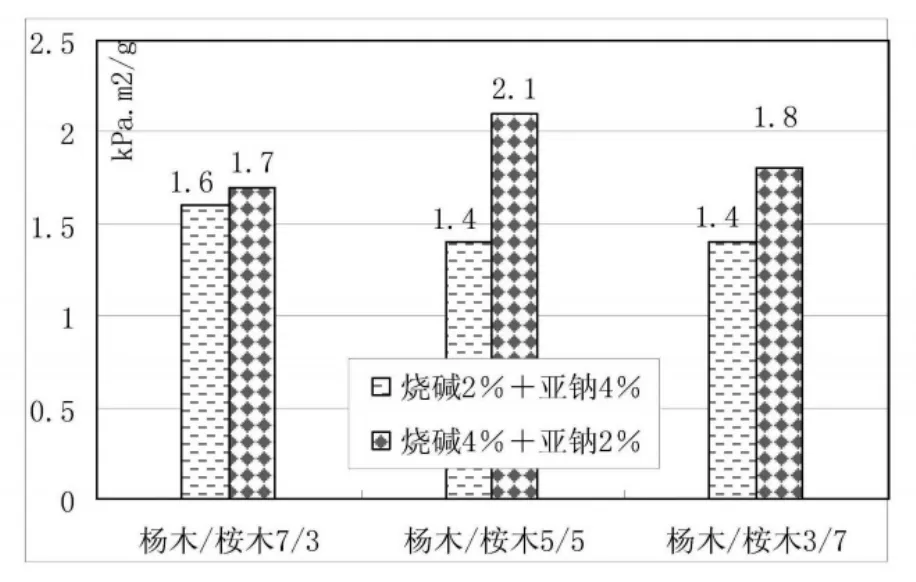
图33 不同工艺CTMP浆张耐破指数变化情况
分析图30~33的结果可知,相同原料随着浸渍药液中烧碱比例的增加,在磨浆至相近游离度时,CTMP成浆浆张松厚度显著降低。但浆张抗张指数、撕裂指数和耐破指数三个主要物理性能则随浸渍药液中烧碱用量的增加而逐渐提高。由于烧碱用量的增加,在浸渍过程中有更多的木素等物质溶出,同时纤维素和半纤维素得到更充分的软化,磨浆过程中纤维更易于分丝帚化,浆张成型过程中氢键结合点增加,浆张紧度增加松厚度下降,结合强度升高,浆张抗张指数和耐破指数增加[1-5]。
4 结论
4.1 本研究所用杨木气干密度0.3758g/cm3,纤维平均长度1.16mm,纤维宽度为25.39μm;桉木气干密度0.4758g/cm3,纤维平均长度0.81mm,纤维宽度为22.80μm。相对于杨木而言桉木纤维更短小,纤维更挺硬。
4.2 桉木与杨木混合原料的CTMP制浆,在相同浸渍条件相同磨浆工艺时,随着原料中桉木比例的增加成浆白度和抗张指数显著下降,浆张松厚度则略有升高,达到相近游离度时磨浆能耗有所降低。
4.3 桉木与杨木混合原料的CTMP制浆,在相同原料组成相同浸渍条件下,随着磨浆能耗增加成浆游离度逐渐下降,浆张抗张指数、撕裂指数和耐破指数则逐渐升高,抗张指数随磨浆能耗增加增长幅度更为显著。
4.4 桉木与杨木混合原料的CTMP制浆,随着浸渍药液中烧碱用量的增加,达相近游离度时磨浆能耗明显降低,成浆白度和松厚度下降,纤维束含量略有增加,浆张抗张指数、撕裂指数和耐破指数则将有不同程度的提高。
[1]谢来苏,詹怀宇主编.制浆原理与工程[M].北京:中国轻工业出版社,2001
[2]石淑兰,何福望主编.制浆造纸分析与检测[M].北京:中国轻工业出版社,2003.
[3]邬义明等.植物纤维化学(第二版)[M].北京:中国轻工业出版社,1991:252
[4]李元禄.高得率制浆的基础与应用[M].北京:中国轻工业出版社,1991.
[5]Jan Sundbolm.Papermaking Science and Technology (Book 5):Mechanical Pulping[M].Finland Helsinki:Fapet Oy,1999
[6]Giust,W.;McLellan,F.;Whiting,P.Alkali darkening and its Similarities to Thermal Reversion[J].Pulp and Paper Sci.1991,17(3),73-79.
[7]周亚军,张栋基,李甘霖.漂白高得率化学机械浆综述[J].中国造纸,2005,24(5):51-60.
2011-11-1
陈彬;天津科技大学材料科学与化学工程学院在读硕士,主要从事制浆与漂白技术的研究。
二次纤维
猜你喜欢
关东学刊(2022年3期)2022-10-14 11:48:52
江河文学(2018年4期)2018-11-12 21:01:51
中国造纸(2017年8期)2017-09-15 08:56:36
湖南林业科技(2017年1期)2017-02-06 05:29:05
天津造纸(2016年1期)2017-01-15 14:03:28
国际木业(2016年3期)2016-12-01 05:04:42
童话世界(2016年17期)2016-06-13 02:27:10
中国造纸(2015年7期)2015-12-16 12:40:46
中国造纸(2014年1期)2014-03-01 02:10:11
中国造纸(2014年1期)2014-03-01 02:10:06
