
差速器壳体铸件的V法铸造工艺初探
2012-01-06 05:16:06高成勋孙志成孙海峰
中国铸造装备与技术 2012年1期
高成勋,孙志成,孙海峰
(1.成都市铸造协会消失模V法工作室,四川成都 611130;2.山东省五莲县兴大机械有限公司,山东五莲县 262306)
差速器壳体铸件的V法铸造工艺初探
高成勋1,孙志成2,孙海峰2
(1.成都市铸造协会消失模V法工作室,四川成都 611130;2.山东省五莲县兴大机械有限公司,山东五莲县 262306)
简单介绍了采用V法铸造工艺生产出口差速器壳体铸件的试制过程,对差速器壳体件分型面选取、模具制作、浇注系统设计,造型浇注等过程控制进行了探索和实践。
V法铸造;球墨铸铁,差速器壳体
前言:V法铸造工艺又称真空密封干砂造型法,该工艺采用塑料薄膜覆膜,干砂真空造型,在负压下浇注。V法铸造铸件轮廓清晰,尺寸精度高,成本低,劳动环境好,铸件表面质量方面较传统砂型铸造有相当的优势。五莲县兴大机械有限公司一直采用树脂砂外型与覆膜砂芯工艺生产出口差速器壳,生产效率低、生产成本高、环境污染大、空气质量差、劳动环境恶劣,且铸件表面的光洁度没有V法铸造工艺的高,容易出现气孔等铸造缺陷。为降低生产成本,提高铸件的表面质量,减少铸造缺陷产生,决定采用V法铸造工艺生产出口差速器壳。
1 试生产过程
1.1 铸件结构及生产技术难度分析
差速器壳是汽车后桥的一个保安件,也是汽车上的关键传动件。铸件材质执行ASTM536标准中80-55-06牌号;铸件内部不允许有气孔、砂眼、缩孔、疏松等缺陷;差速器承载负荷较大,且需一定的耐磨性。F8.8-28CASE差速器壳的毛坯外形见图1。铸件尺寸为ø185mm×194mm,主要壁厚20mm,单重为8.2kg。

从图中可以看出,该铸件内腔与外形均较复杂,生产中需要注意的问题主要有以下几点:①铸件内腔形状复杂,需合理设计浇冒口方案,控制铸件凝固顺序,保证补缩通道顺畅,防止出现冷隔、缩孔、缩松等缺陷;②采用V法铸造工艺,在浇注时容易出现塌箱、粘砂,需严格控制浇注参数,合理设计浇注系统,保证球铁液在铸型内平稳充型;③铸件在尺寸精度及表面质量方面要求高,需严格控制工艺和过程,避免粘砂、包砂;④差速器壳体件件小复杂,生产中对涂料的性能要求较高。
1.2 工艺设计
(1)分型面
根据铸件结构特点及覆膜的工艺特性,在铸件法兰盘上进行分型,参看铸件模具二维图(图2)。
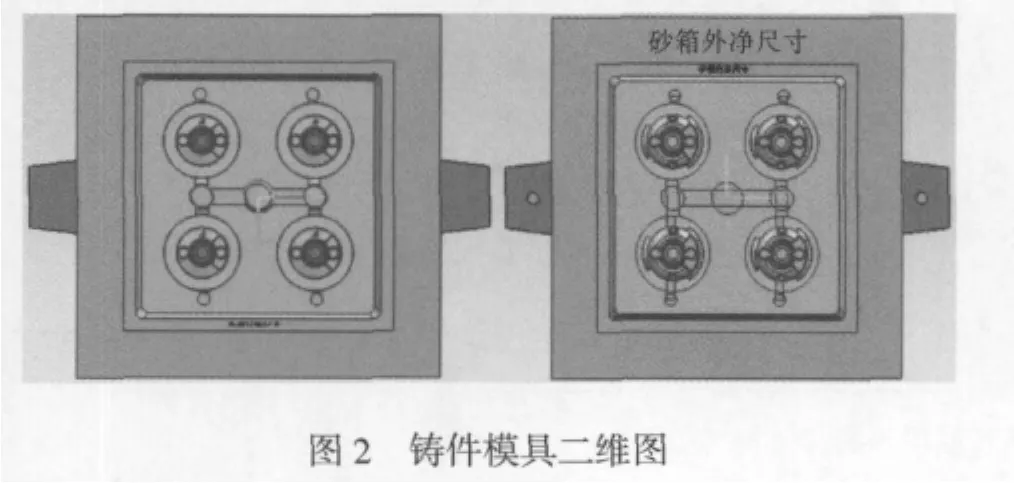
(2)浇冒口系统
铸件一箱四件,采用开放式浇注系统。金属液在横浇道和内浇道内流速较慢,在进入型腔时流动平稳,对型腔冲击力小。采用中注式浇注系统,将内浇道开在分型面上,工艺简单,适应铸件的大批量生产。该浇注系统的具体设计方案为:浇道截面比为 F直:F横:F内=1.0:1.25:1.35,各浇道尺寸为:ø32直浇道1道,总截面积为804mm2;横浇道2道,截面为梯形,上底22mm,下底26mm,高21mm,总截面积为1008mm2(直浇道位于横浇道中间,因此在计算截面积比时,横浇道应视为2道);内浇道4道,截面为梯形,上底25mm,下底29mm,高10mm,总截面积为1080mm2。铸件的热节主要分布在上下分型面连接处,针对热节我们采取安放石墨冷铁在热节点位置来防止缩孔、缩松和疏松缺陷的产生;冒口开设的目的主要起排气作用。浇冒口系统设计如图2所示。
(3)砂芯
这个铸型共有四个砂芯,每件一个。全部采用覆膜砂芯。
1.3 造型及浇注
1.3.1 试验用原辅材料和模具
薄膜—0.08mm的V法专用EVA薄膜;
涂料—铸造V法专用醇基涂料;
干砂—70-140目的优质海砂;
造型模样采用优质檀木制作,模样全部采用数控铣加工而成,模样的制作尺寸精度和位置精度得到保证,较一般木制模样的品质更优,使用寿命更长,覆膜效果更佳。造型烘膜时需保证膜面受热均匀,在膜面呈镜面状时进行覆膜,覆膜的真空度保持在-0.025~-0.035MPa。为减小球铁液对型腔的冲击,防止出现塌箱包砂,在下箱直浇道底开设合理的缓冲池来减弱铁液对铸型的冲击。上型要注意直浇道、排气冒口处薄膜、胶带粘接和涂料厚度等的控制。
试验时采用人工加砂造型方式。为保证铸件的表面质量,试验时采用粒度为70-140目的优质新海砂作为造型材料。造型紧实设备采用通过改进的Z148微震造型机来实现干砂的紧实。改进后其造型干砂型表面洛氏硬度达到90以上。背膜覆好准备起膜前,要将砂箱四周的簿膜拉起,用磁铁与背膜一起压在砂箱外表面,用刀划破浇口、冒口处簿膜。整个过程的负压度应保持在-0.05~-0.06MPa。
1.3.2 铸件的化学成分和浇注工艺参数
铸件的化学成分为:(C)3.0~3.8%、(Si)2.0~2.6%、(Mn)0.5~1.0%、(P) ﹤0.08%、(S) ﹤0.015%、(Cr)0.025%、(Cu)0.3~0.7%、(Mo)0.35~0.50%、(Ni)0.5~1.0%
浇注温度为1320~1360℃,浇注时的负压度-0.05~-0.06MPa,浇注时间控制在 12s~16s,浇注的重量为 35.6kg,铸件毛重 4 件×8.2kg/件=32.8kg,工艺出品率为92.1%。
2 铸件检测
2.1 外观质量对比
通过与树脂砂造型生产的差速器壳铸件比较可以看出,采用V法工艺生产出的铸件,其表面质量相比于树脂砂工艺得到了明显提高。
2.2 铸件内部质量检查
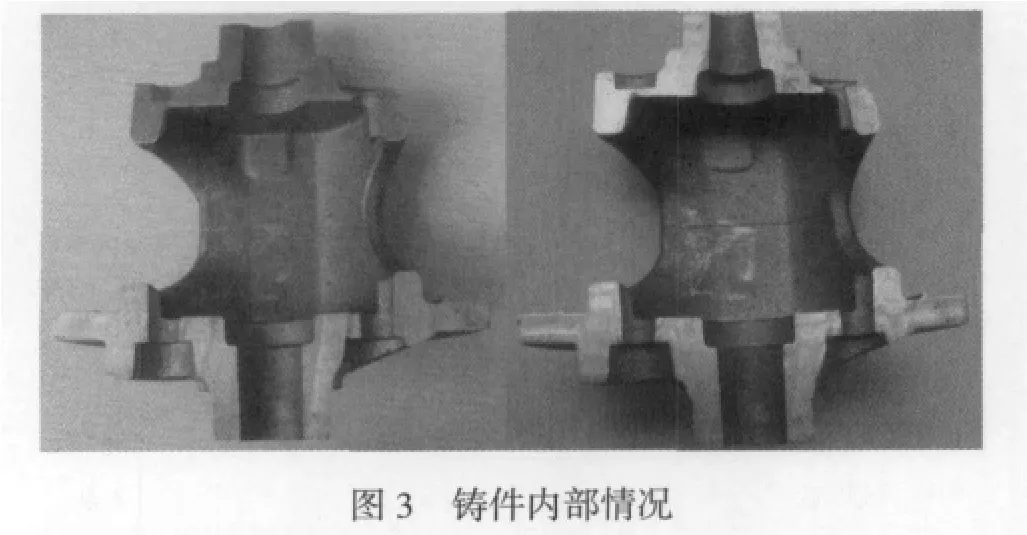
沿铸件毛坯中心线切割开(如图3所示),观察其内部组织致密,没有任何气孔、砂眼、缩松、夹渣、缩孔等缺陷。
2.3 铸件加工
通过对差速器壳体机械加工,产品各项指标符合图纸要求(图4)。

2.4 尺寸精度对比
通过对 V法铸造差速器壳体零件产品的测量,长、宽尺寸精度为CT6~8级,高度尺寸精度为CT9级,相当于水玻璃熔模铸造CT7~9的精度
2.5 成本比较
通过计算,V法与树脂砂工艺相比,每吨产品其造型成本要低1000元。
3 结论
按照以上工艺生产的差速器壳铸件外观光洁,表面美观,经破坏性检测以及超声波探伤检测,内部无缩孔、缩松和疏松,同时铸件尺寸达到铸件图纸技术要求。采用新工艺后,表面质量得到提高,生产成本得到降低,得到客户表扬和认可,同时达到了工艺改进的目的。
[1]曹文龙,毛乾鑫等编著,真空密封造型[M].北京:人民铁道出版社,1982.
[2]谢一华,谢田,章舟编著.V法铸造生产及应用实例[M].北京:化学工业出版社,2009.
Exploring for V-process of Differential Drive Hull Casting
GAO ChengXun1,SUN ZhiCheng2,SUN HaiFeng2
(1.Full Mold Casting V-process Studio Chengdu Foundry Association,Chengdu 611130,Sichuan China;2.Shandong Wulian XingDa Machinery Co.Ltd.,Wulian 262306,Shandong China)
The trial production of exported differential drive hull casting by V-process has been briefly introduced with exploring and practice in process cotrol as selection of parting line,mould preparation,design of pouring gating system,molding and pouring process.
V-process;S.G.cast iron;Differential drive hull
TG249;
A;
1006-9658(2012)01-3
2011-10-29
2011-146
高成勋(1968),男,工程师,主要从事铸造工艺设计、生产管理
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:39:02
石材(2020年9期)2021-01-07 09:30:14
石材(2020年6期)2020-08-24 08:27:00
装备制造技术(2020年12期)2020-05-22 09:25:20
金属加工(热加工)(2020年3期)2020-05-13 04:20:00
作文评点报·低幼版(2018年32期)2018-10-18 12:07:46
北京汽车(2018年4期)2018-09-08 05:37:00
广西电力(2016年5期)2016-07-10 09:16:44
小学时代(2016年17期)2016-02-23 06:45:54
大型铸锻件(2015年4期)2016-01-12 06:35:10
