
新一代Sinoflame型大推力燃烧器的使用
2012-01-05 08:16:20郑国江朱鹏李金庄
水泥技术 2012年5期
郑国江,朱鹏,李金庄
新一代Sinoflame型大推力燃烧器的使用
Use of the New Sinoflame High-thrust Burner
郑国江1,朱鹏2,李金庄1
1 概述
常德中材牛力水泥有限公司2008年底投产运行的2500t/d生产线,原使用国内某公司燃烧器,使用一年后,燃烧器本体磨损严重,无任何修复价值,实际使用效果也不佳,火力不集中,主要表现在使用端头寿命短、窑内长厚窑皮、热耗大及熟料质量差等方面。鉴于以上原因,业主想重新选择性能优越的燃烧器来满足自己对产量、质量更高的要求以及对使用无烟煤的需求,通过多方考察和调研,最终选择了中材装备集团新一代Sinoflame型大推力燃烧器。
对熟料烧成系统而言,燃烧器的选择十分重要,而如何把设备的性能发挥到极致并根据生产中的工况变化对燃烧器作必要的、合理的调整也是必需的。下面就针对2011年2月21日生产中对Sinoflame型燃烧器的调整做一回顾,以便让大家对此类燃烧器有进一步的了解。
2 Sinoflame型燃烧器基本结构及参数
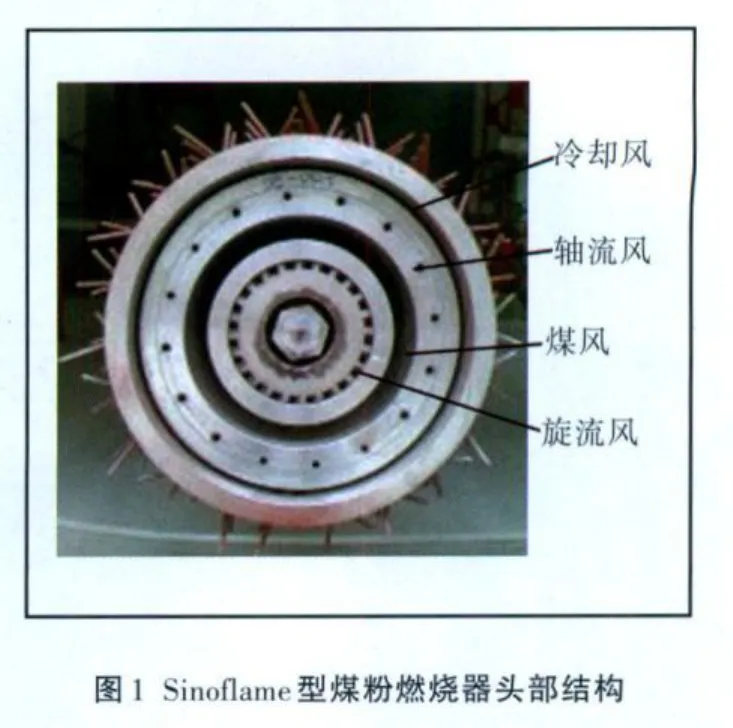
(1)Sinoflame型煤粉燃烧器为四风道结构型式(头部结构见图1);风道顺序为:(由外至内)冷却风、轴流风、煤风、旋流风。
(2)操作原理:通过以上各个主风道的合理匹配设计,可以实现喷煤管头部较大的负压卷吸区,可有效卷吸高温的二次风,确保窑头煤粉的稳定着火燃烧。
(3)冷却风道可有效防止燃烧器的头部磨损及保持一定形状的火焰,防止出现局部高温及烧损窑皮。
(4)Sinoflame型燃烧器由于通道风速较高,燃烧器的推力达1800m/s.%以上,可满足各种燃料的充分燃尽,对提高劣质煤的利用十分有利。
(5)燃烧器各风道压力参数控制如下:
轴流风风道风压:50~70kPa旋流风风道风压:17~25kPa冷却风风道风压:0.5~1kPa冷却点火油管风道:保持阀门开度在10%~20%之间。
3 现有生产线煤粉、熟料控制(表1、2、3)
4 燃烧器调节过程
4.1 出现问题
2011年2月21日发现如下情况:
(1)通过窑头向窑内观看火焰,火焰有点散乱、发飘,窑内温度较低而且飞砂较大;从筒体温度上看窑皮延伸到24m左右,16~19m之间窑皮较薄不太牢固,有时会出现局部高温点现象,最高的时候曾达400℃(见图2)。
(2)熟料煅烧情况也不好,饱和比高时游离钙合格率低;二次风温很低,一般在930℃左右波动(仪表不准),三次风温在750℃左右(大窑头罩设计)。

表1入窑煤粉(烟煤)的工业分析

表2入窑煤粉(烟煤:无烟煤=1:1)的工业分析

表3熟料目标率值及强度
(3)燃烧器端头外风孔眼周围结焦严重,岗位工每个班需清理多次。
(4)轴流风压力 40kPa、旋流风压力8kPa、冷却风压力2kPa。
4.2 原因分析
燃烧器使用了很低的风压,主要是顾虑不小心损伤窑衬(窑内烧成带、过渡带的耐火砖已临近更换周期),在这样的操作参数下,难免会出现火焰拉长、活力不集中、窑温及二次风温低,导致长窑皮、窑内飞砂大及游离钙合格率低的现象,由于燃烧器使用风压低,对燃烧器头部的结焦也会有促进作用;同时由于窑温偏低,挂上的窑皮不牢固,又赶上当时石灰石品位低,导致入窑饱和比很低,个别部位窑皮抗物料波动能力差,致使局部高温点出现。之所以出现以上问题,是因为燃烧器没有在正常的工作参数下运行,没有发挥出大推力燃烧器的高风速、大速差和高卷吸率的特色,当时的性能发挥和原低风速燃烧器差不多。

4.3 参数调整
调整思路非常明确,使燃烧器在正常的参数下煅烧,把火焰调到正常的长度范围内,真正发挥燃烧器的特性,而这时已使用了无烟煤,搭配比例逐渐过渡到1:1,同时考虑窑内耐火砖已到使用末期,调节上初步把轴流风压力定为68kPa、旋流风压力14kPa、冷却风压力0.8kPa。调整前17m处存在高温点,筒体扫描仪显示410℃(现场实际390℃)。
4.4 效果
(1)窑皮情况:到调整后的第2个班,窑内窑皮开始发生变化,窑口圈垮掉,同时20m以后的原来的窑皮也大量脱落,整个烧成带的温度上升约30℃左右,17m处的高温点在360~370℃之间波动,比较稳定,以上这些变化都是由于调整后火焰形状收拢,火焰长度变短造成窑皮的热震。图3是筒体扫描仪温度图。
(2)因二次风温不准,从三次风温上看,三次风温从750℃提高到890℃,由此来看二次风温还是有显著提高的。
(3)到第三个班物料逐渐稳定下来,熟料饱和比基本稳定在0.89~0.9之间,一个班下来游离钙基本全部合格,局部高温点也有下降趋势,最低时曾降到330℃左右,二、三次风温大幅度提升,三次风温提高到900℃左右。
4.5 关于17~19m处筒体温度偏高
烧成带末端约17m左右,温度持续稳定在350~360℃之间,一般来讲这个温度属于正常温度,主要考虑对使用末期窑衬的保护,将轴流风调整到60kPa,调整目的为适当延长火焰,稳定17~19m处的窑皮。
(1)调整后两个班下来,烧成带筒体温度降低约20℃左右,主窑皮末端17~19m的筒体温度整体有下降趋势,主窑皮有所延伸。
(2)根据窑尾烟室的负压和三次风管的负压,参考烟室温度和分解炉的燃烧状况,把三次风闸板下调50mm左右,同时燃烧器位置下调15mm左右,调整后一个班左右,16~19m温度整体有下降趋势,局部高温点下降到320℃左右。图4是调整后的筒体温度图。
(3)调整后游离钙煅烧方面没有任何影响,对于饱和比0.92左右的物料游离钙合格率很高。从窑头观察近端窑皮厚度约300mm左右,窑皮比较平整,窑内温度正常。
5 结语
在使用中材装备集团新一代Sinoflame型大推力燃烧器后,各生产的相关指标大幅度提升,窑台时产量、熟料标准煤耗、熟料游离钙合格率都大有好转,窑的热工制度相对比较稳定。具体情况如下:
(1)窑产量从原来的109t/h提升到122t/h,最高达到127t/h,致使窑台产在原燃材料不变的情况下上升13t/h,而且还有潜力可挖。
(2)熟料标准煤耗从原117kg/t下降到112kg/t,入窑二次、三次风温比较稳定,大大减少了不完全燃烧,窑系统生产工艺状况非常好,减少了结圈、结皮次数。
(3)熟料游离钙合格率从原来的65%提升到82%,燃烧器火焰比较集中,内外风调节方便,烧成带温度易于控制。
(4)熟料28d强度从原来的55MPa提升到57MPa。
TQ172.625.3
B
1001-6171(2012)05-0078-02
通讯地址:1中材装备集团有限公司热工分公司,天津 300400;2常德中材牛力水泥有限公司,湖南 常德 415700;
2012-02-07;
赵 莲
猜你喜欢
中医学报(2022年9期)2022-08-09 08:45:52
昆钢科技(2020年4期)2020-10-23 09:32:02
山西冶金(2020年2期)2020-06-11 02:00:44
右江医学(2018年5期)2018-11-21 11:50:18
中成药(2018年1期)2018-02-02 07:20:22
饮食科学(2016年11期)2016-12-21 22:32:51
同煤科技(2014年1期)2014-08-15 00:48:23
现代检验医学杂志(2014年3期)2014-02-02 02:42:21
数字技术与应用(2012年2期)2012-04-15 09:11:40
水泥技术(2011年6期)2011-01-05 08:15:48
