CPC在铜板带侧面铣上的运用
2011-12-29 09:16:04陶其乐
铜业工程 2011年3期
陶其乐
(江西铜业集团公司铜板带有限公司,江西南昌 330096)
CPC在铜板带侧面铣上的运用
陶其乐
(江西铜业集团公司铜板带有限公司,江西南昌 330096)
随着时代的发展,生产技术的革新,客户对产品的要求也与日俱增、逐年提高,也对铜板带加工技术提出了新的标准,特别是对表面质量的控制更为苛刻。本文详细介绍了CPC对中系统的工作原理、调试过程以及生产过程中运用实践和问题探讨,为其提高工作效率和增加企业效益方面提供了有力依据。
cpc;质量;精度;中心位;检测
1 引言
在中国铜板带生产出现飞速发展的状况下,针对高精度铜板带的铣面质量,各方已经提出了更高要求,这一点已经越来越得到全行业的认同。如何清除带坯表面的氧化层、非金属氧化物;清除表面伤痕和裂纹;保证带坯的表面尺寸一致性等问题是生产高精度铜板带生产必须解决的,这些提高表面质量的方法已经逐渐成为生产高精度铜板带不可缺少的生产工艺。而近十年,因铜带侧表面质量缺陷而导致成材率的下降,也逐步引起生产企业和设备制造商的关注。如何解决铜带侧边的缺陷;如何保证高成材率的条件下,提出最优良的铣边工艺,这些成为了行业里最想解决的实际问题,铣面设备的更新改造已成大势所趋。
由于每卷卷坯都有一定的塔形度,当来料卷坯开卷后进入面铣线,带材有一定程度的横向摆动,微观上形成一种蛇行前进的过程[1]。如果仅仅靠普通的侧铣装置进行铣削作业,就会产生侧铣量不均匀,边部形成连续不规则波浪,造成铣削量过大,从而影响成材率。如何严格控制铣削量,解决波浪现象是大家最关心的问题,而CPC装置在解决这一问题方面起到了关键作用。
2 CPC的组成及检测原理
CPC全称Center Position Control,中文翻译成中心位置纠偏控制系统[2]。这套系统主要由高强度进口液压缸,伺服比例阀,CPC光电自动宽度检测器,CPC检测盒,两个光反射回馈光电开关以及两个SA600信号放大器组成。CPC控制功能由PLC完成,其主要控制原理是将带材位置的检测信号油缸位置反馈信号送至PLC,进行运算后,输出信号控制侧铣装置移动达到中心位置[3]。其中CPC光电自动宽度检测器是由上端的光源投光器、下端的光电接收器两部分组成,主要用来监测带材的中心位置与铣屑中心线的偏移量,安装在侧铣机的入口处。光电接收器则采用了特殊吸光材料作为接收传感器,CPC有效线性检测长度为单侧450mm,全长900mm[4]。
当板带材进入侧铣机,其入口处夹送辊前端的光反射回馈光电开关投射出的光射线被板带材挡住后,回馈消失,触发信号,液压缸开始动作,支撑在钢架上的侧铣削装置在液压推杆的作用下初次对中,其对中的参考中心线为机列工作侧的中心线。随着带材继续缓慢的伸入,当夹送辊后端的光反射回馈光电开关投射出的光射线被带材挡住,整个侧铣削装置再次进行微调整,进行精确对中过程,待稳定后通过光电自动宽度检测器,再转入电流控制方式,保证左右铣削量一致。
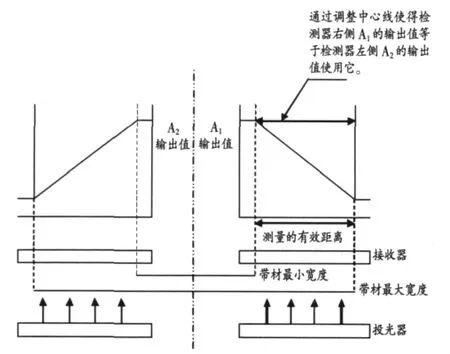
图1 CPC测量原理图
3 CPC的精度调节
但CPC的控制精度远远达不到实际生产的需要。仅仅以机列工作中心线为实际的对中线是不够的,因为铣削装置的中心线相对与机列工作中心线仅为一个大概值,需要通过对感应器的电流调整来达到精确控制。这一调整过程是通过CPC检测盒的模拟测试来实现的。
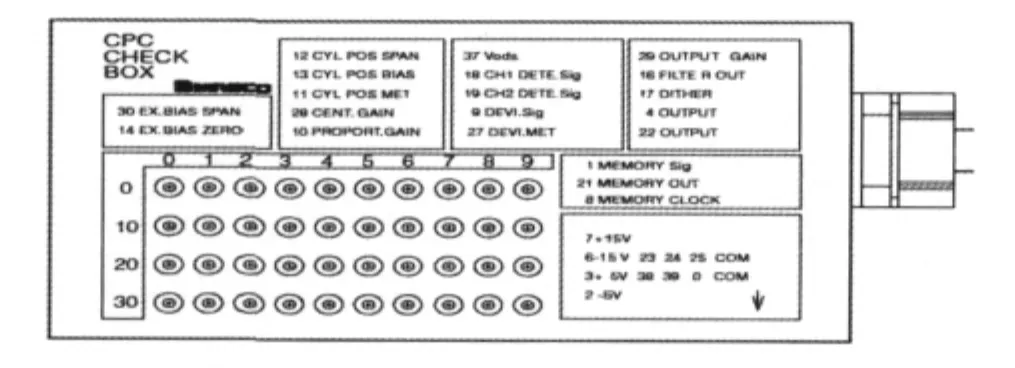
图2 CPC检测盒
3.1 静态中心位的调整
首先把CPC控制旋钮旋到CENT档,用一根细绵线,由水平方向,将CPC光电投光器中心板的中点和后侧喂料机中心板中点连接起来,再测量左右侧铣刀中心到细绳的垂直距离是否相等,如不是,则用毫伏表量取CPC检测盒上通道22的电压值,根据电压值的大小来调整传感器上电位计的电阻,让左右侧铣刀中心到细绳垂直距离相等。完成后,在手动操作下,通过测量调整CPC检测盒上的通道12,来逐步确定铣削装置左右移动满量程电压范围值为-2V~+2V,从而精确定位侧铣装置的静态中心位。
3.2 CPC动态控制调节
动态中心点查找必须明确铣面线的来料范围,由实际的来料范围进行模拟调节,为此需准备两块长度、厚度适中,宽度分别为300mm和450mm的泡沫塑料板来查找。而动态控制有两种方式:CPC控制和电流控制。而电流控制是基于CPC控制之上的控制模式,故须先将CPC控制的中心点调节完成。
先从最小宽度入手,将300mm宽的泡沫塑料板从水平方向缓慢的覆盖夹送辊后端的光反射回馈光电开关,泡沫塑料板的中心要与光电开关的反射板中心平齐,调节用于CPC控制信号放大器SA600上的AW BAL点,使得CPC检测盒上的通道9的电压值为零。再将另一块450mm宽泡沫塑料板换上,以同样的操作覆盖到光反射回馈光电开关上,继续调整通道9的电压为零。完成后,重复上述动作10~12次,确保感应器的精确度。
完成后,将EX BLAS开关档打到ON,量取CPC检测盒上通道30的电压,如电压值不为零,则需调整位置控制放大器上的EX BLAS ZERO使电压值归零。
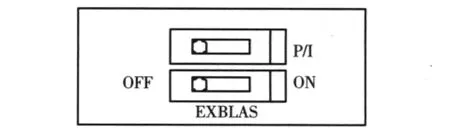
图3 SA600 EX BLAS通断开关与P/I转换开关
结束上述两个调节后,就需要通过泡沫塑料板来调整侧铣机的工作比例线,完成CPC动态控制的调节。在调整比例线之前必须把CPC信号放大器SA600的模式设定为积分模式。操作面板上先设定好侧铣装置的偏移量为50mm,再将300mm宽的泡沫塑料板由水平方向放入侧铣装置,先向左平移50mm,看侧铣装置是否也向左偏移50mm,,如不是,则可调节SA600上的EX BLAS SPAN的旋钮,使两者移动距离一致。然后将此泡沫塑料板放回零点原位,再向右偏移50mm,通过侧铣装置的偏移位置来调整旋钮。
要注意的是,为使比例线一直保持线性状态,选择的偏移量一定为递增量或者递减量。再通过300mm和450mm两块泡沫塑料板反复左右偏移设定量来找到最精确的工作比例线。最后调整这个信号输出的放大增益,使得CPC控制的灵敏度达到最佳[5]。
3.3 电流控制调节
CPC控制调节完毕后,就要开始进行电流控制的调整。电流控制相对于CPC位置控制,它的灵敏度和精确度大大提高。当带材进行铣边时,带材本身会有一定程度的横向微摆动,这种横向微摆动会使得左右铣刀的驱动电机负荷电流大小有偏差,通过电流值的反馈,传感器发出调整信号驱动侧铣装置微动,由于铣削是连续动作,宏观上观察侧铣装置的动作也随着带材摆动而摆动。电流控制的调节过程与CPC控制调节类似,不同点在电流控制由单独的信号放大器SA600控制,而且需要调整伺服比例阀,旋转比例阀下方控制弹簧旋钮,直到比例阀的输出电压为零。
3.4 CPC对中模式
CPC对中在实际运行中有两种模式,I模式和P模式。I模式又称为积分模式,在积分模式下,带材偏离中心线时,自动宽度检测器检测出的信号送入放大器,放大器发出控制信号,再驱动液压缸。液压缸的动作速度随控制信号的大小而变化。带卷偏差大时,液压缸速度快,偏差小时,液压缸速度慢。而在P(比例)模式下,实际上是一个以液压缸缸位为内环、带材中心偏移量为外环的双闭环控制,系统的可靠性和稳定性较高,响应速度快,但会产生残留的固定误差;而在I模式下,不会产生固定误差,控制精度较高,但响应速度较慢。在实际的生产过程中可根据工艺需要,选用适当的自动运行模式[6]。
4 存在的问题
在实际生产中,我们使用CPC控制和电流控制时,也遇到了很多问题,现对曾出现的一些主要问题和解决方法予以介绍。
4.1 CPC误动作
光反射回馈光电开关的光头粘灰,光电开关和反射板错位等等原因都会造成CPC误动作,使铣刀装置动作,造成漏铣,错铣甚至会打落铣刀刀片,不仅会影响铣削质量,也易损坏设备。
解决的办法:
(1)定期对光头表面进行清理,擦拭、清灰,保证光源表面清洁;
(2)定期查看光电开关和反射板是否错位;
(3)保证光电开关输入端为稳定的直流24V;
(4)加强管理,减少人为损坏的因素。
4.2 侧面漏铣
有些情况下,铣削时会发生带材侧面漏铣的情况,造成侧铣质量降低。
解决的办法:
(1)将SA600上的增益放大量调整到最佳位置;
(2)必须量取每一卷带材的厚度,以量取的厚度来调整侧铣刀装置的夹紧位置,既保证了夹紧效果,又能让铣刀装置能随着带材的蛇形摆动而自由摆动;
(3)保证液压油的容量和质量,并调整好伺服比例阀的压力比值;
(4)操作人员通过经验判断,合理地调整开卷机的相对位置来减少来料塔形度的影响。
4.3 液压伺服系统故障
常见的伺服系统故障主要是失效,导致自动控制系统的无法自动运作。
解决的办法:
(1)由于液压油的油污或品质问题,伺服阀或过滤器常会出现堵塞现象,应定期检查或更换过滤器;同时也要检查伺服阀的堵塞情况,如堵塞可打开伺服阀端盖进行清理;
(2)定期检查伺服阀内的弹簧片是否能正常工作;
(3)查看液压站的系统压力是不是在侧铣液压系统的工作范围之内;
(4)电磁阀是否有电信号,电压是否正常;
(5)伺服阀长期工作后机械零位会飘移,需进行手动调整。
5 结束语
经过长期的实践和探索,结果表明:现在对中系统运行情况良好,可靠性高,响应快,纠偏精度可达±1mm,故障率有效降低,较好地满足了现场生产的各种实际需要,成品卷形和质量也受到了一致好评和肯定,相信随着时代的发展,信号放大器的控制性能也能得到更进一步的提高,也将得到更广泛的应用,为生产带来更好的收益。
[1]宁铁.高精度铜带的离线双面铣面技术[C].2005中国首届国际铜板带研讨会文集,2005:291.
[2]张学庆,黄立国,姜杰,宋晓云,李成锋.CPC/EPC系统在冷轧酸洗生产线中的应用[J].一重技术,2007,(5).
[3]侯锋,许瑞璋,向千江.冷轧带钢CPC电液伺服控制系统[J].电气传动,2007,(11):58.
[4]CPC对中伺服系统动态性能的分析[C].全国板带生产设备学术研讨会文集,1999:490.
[5]QJ2702.3-E.SA600 CPC AMPLIFIER手册,2008,11.
[6]曹平,朱文华,徐宁.CPC带卷对中系统在梅钢平整线上的应用[J].冶金自动化,2008,(1):66-67.
The Application of CPC on Side Milling Machine of Copper Strip
TAO Qi-Le
(JCC Copper Strip Company Limited,Nanchang,Jiangxi,China 330096)
With the development of production and technology innovation,customer requirements for products is also increased year by year.And also give copper strip process technology with a new standard,especially for high standard of copper strip surface quality.This paper describes the theory of centring CPC system,discuses the practise and problems during commissioning and production process.This paper provides efficient method for improving working efficiency and increasing enterprise revenue.
cpc;quality;accuracy;center position;detection
TP27
B
1009-3842(2011)03-0038-03
2011-04-02
陶其乐(1984-),男,汉族,江西九江人,本科,现从事设备电气管理维护工作,E-mail:latntql@sohu.com
猜你喜欢
中国钢铁业(2022年8期)2022-12-21 06:44:10
中国钢铁业(2022年7期)2022-12-21 06:09:58
中国钢铁业(2022年6期)2022-09-03 00:50:58
中国钢铁业(2022年4期)2022-07-06 08:54:34
商品与质量(2020年33期)2020-11-07 02:19:42
上海建材(2019年6期)2019-08-13 06:49:34
现代商贸工业(2018年31期)2018-12-08 11:17:54
上海公路(2018年1期)2018-06-26 08:37:40
电子测试(2017年11期)2017-12-15 08:56:50
国防制造技术(2016年2期)2016-03-12 17:34:26