新型无卤素免清洗助焊剂的研制
2011-12-25 09:12:46孙福林张宇航蔡志红胡泽宇朱火清
材料研究与应用 2011年1期
孙福林,张宇航,蔡志红,胡泽宇,朱火清
(广东省工业技术研究院(广州有色金属研究院),广东 广州 510650)
新型无卤素免清洗助焊剂的研制
孙福林,张宇航,蔡志红,胡泽宇,朱火清
(广东省工业技术研究院(广州有色金属研究院),广东 广州 510650)
在助焊剂中添加羟基酸X能显著提高Sn-0.7Cu无铅焊料的铺展和润湿性,添加醇醚类表面活性剂 Y能大幅降低焊料的表面张力.同时添加羟基酸X和醇醚类表面活性剂 Y的助焊剂能有效地提高Sn-0.7Cu无铅焊料的可焊性;与传统助焊剂相比,该助焊剂对Sn-0.7Cu无铅焊料的最大润湿能力提高27%,润湿时间缩短16.2%.
助焊剂;无卤素;免清洗;环保
自从欧盟的W EEE和Ro HS指令实施以来,整个电子封装行业对铅的限制越来越严格,封装材料无铅化已是大势所趋.IEC61249-2-21对线路板制造中所采用的电子焊接材料、树脂及增强性能材料规定了卤素的最高含量,因此,无卤素成为继2006年7月1日Ro HS指令实施以来电子行业的又一次绿色革命.传统的松香基助焊剂,大多含有卤素,且含量相对较高[1-2],焊后基板残留的卤素在高温潮湿条件下容易产生化学腐蚀,影响电气绝缘性能,降低焊接的可靠性.如果用氟里昂或氯化烃清洗印制板,则会破坏臭氧层,影响人类生态环境,不符合环保要求.由此可见,无卤素免清洗助焊剂[3-4]是基于环保和电子工业发展的需要而产生的一种新型焊剂,采用该类焊剂焊后的板面干净、残留物少、无腐蚀和免清洗,是一种理想助焊剂.
参考日本工业标准JIS-Z-3282-2000、国标 GB/T 9491-2002和IEC61249-2-21的要求,我们研制出一种较为实用的无卤素免清洗助焊剂.参照信息产业部颁布的《免清洗液态助焊剂SJ/T 11273-2002》标准,对该助焊剂进行了性能检测,其外观、稳定性、卤素含量及其对Sn-0.7Cu无铅焊料的铺展和润湿性等方面都符合中国及日本的相关标准.
1 试验部分
1.1 助焊剂的制备
助焊剂[5]一般由活化剂、表面活性剂、成膜剂、缓蚀剂、高沸点溶剂、溶剂等组成.决定助焊剂好坏与否,主要是活化剂和表面活性剂.
选用分解温度不同的己二酸和丁二酸与一种羟基酸X复配作为活化剂,醇醚类表面活性剂 Y作为表面活性剂,苯并三氮唑(BTA)作为缓蚀剂,无色氢化松香作为成膜剂,四氢糠醇作为高沸点溶剂,无水乙醇与异丙醇以质量比1∶1混合后作为混合溶剂.采用的原料均不含卤素,以保证所制备的助焊剂不含卤素.
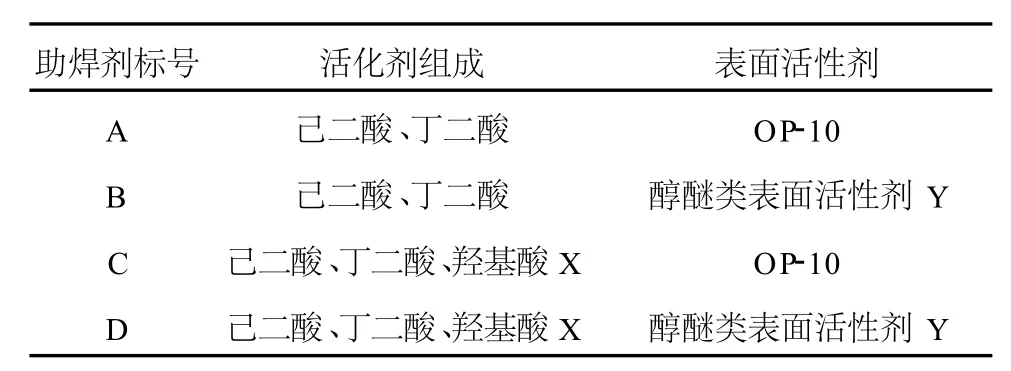
表1 助焊剂的组成Table 1 Composition of the flux
在保持缓蚀剂、成膜剂、高沸点溶剂和溶剂不变及活化剂和表面活性剂总量不变的条件下,通过改变活化剂和表面活性剂的种类和配比,配制了4种助焊剂(表1).以研究羟基酸X与醇醚类表面活性剂Y的助焊效果.
1.2 试样的制备
按 GB/T 2040标准,从 T2铜板上切取20片0.3mm×50mm×50mm铜片,整平去油后用砂纸(0.031mm)打磨表面,以去除氧化膜,然后用抛光膏抛光,再用无水乙醇清洗干净并充分干燥.最后将铜片放在(150±2)℃的烘箱中氧化1h,备用.
用直径1.5 mm的Sn-0.7Cu无铅焊锡线绕成25个质量均为(0.3±0.005)g的焊环,并整平.
1.3 铺展性试验
将20片铜片分成4组,在每块铜片中央放置Sn-0.7Cu无铅焊环,然后分别滴加2滴助焊剂,在(270±5)℃保持30 s,取出后冷却至室温,用无水乙醇擦去助焊剂残渣,测量焊点高度(取5次平均值作为焊点的高度h).将剩下的5个Sn-0.7Cu焊环一起放在蒸发皿中加热,使其熔化为一个小球.冷却后,将其放在比重瓶中测其在水中的排水量m(精确到0.001 g),根据公式(1)求出小球的体积V(精确到0.001 cm3),公式(2)求出小球的直径D,最后根据(3)式求出平均扩展率E.

式(1)~(3)中:E—试样的平均扩展率,%;m—比重瓶中排除水的质量,kg;ρ—水的密度,kg/m3.
1.4 腐蚀性测试
根据文献[6],将经过铺展率测试的每种助焊剂样品各取三片置于室温,冷却1 h后,水平放入恒温恒湿箱中(40℃,RH95%)保持96 h,查看铜片的颜色变化.
1.5 润湿性测试
根据文献[7],用溶剂将10.0mm×30.0mm×0.3mm纯铜片擦洗去油后,放入质量分数10%盐酸溶液中浸泡5 s,取出用流水清洗,再浸入无水乙醇片刻,取出晾干后,将其挂在120℃烘箱中保温1 h,备用.
采用日本SA T-5100可焊性测试仪测试助焊剂的润湿性,设定温度245℃,浸入深度4 mm,浸润时间5 s,浸润速度5 mm/s.在确定测试仪关闭的状态下,用夹具夹住一片处理后的纯铜片,夹好后打开测试仪开关,按下自动测试按钮开始测量.此时焊料槽以5 mm/s匀速上升,在纯铜片浸入熔融焊料液面下4 mm时停止,静止5 s后以同样5 mm/s的速度匀速下降到起始位置.期间测试仪自动记录零交时间tc、润湿上升时间t’、润湿时间t、最大润湿力Fmax和最终润湿力Fend.每种助焊剂测试 5次,取平均值.
2 结果及讨论
2.1 铺展性
图1为四种助焊剂铺展后焊点的形貌,表2为四种助焊剂的铺展率.由图1和表2可知,助焊剂B,C,D的铺展性都比A好.使用助焊剂A时,焊料熔化铺展后,焊点呈现不太规则的椭圆形,焊点的平均高度最高,铺展率最小,仅有73.64%;使用助焊剂D时,焊料熔化铺展后,焊点的平均高度最低,平均铺展率最大,可达到80.10%,且焊点形状最规则,接近圆形.
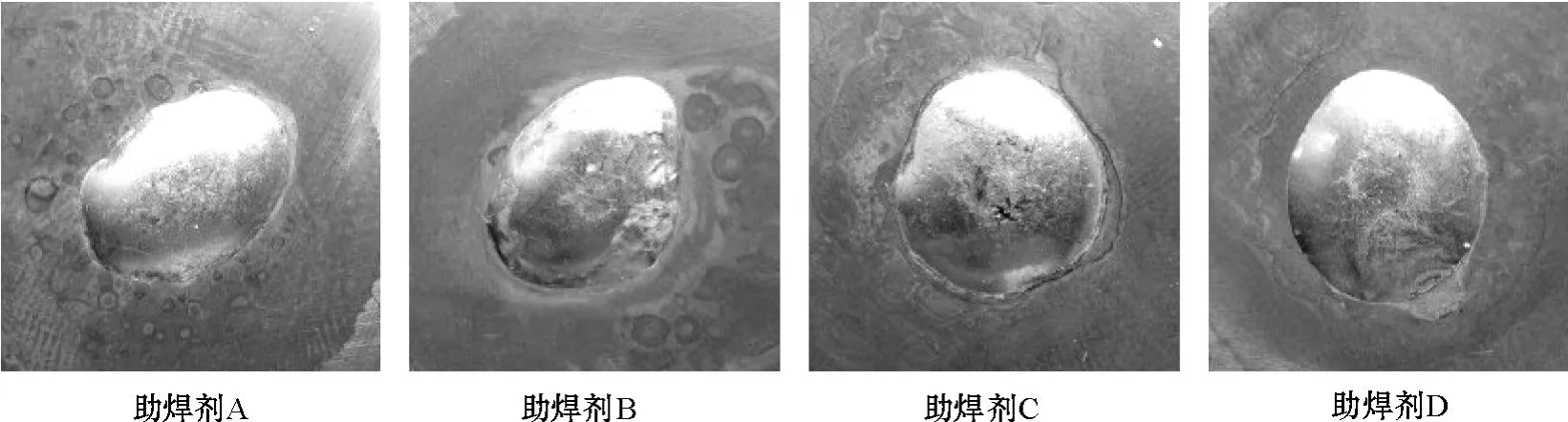
图1 铺展后焊点的形貌Fig.1 Mo rphologiesof welding spots after sp reading

表2 铺展率实验数据Table 2 Data of spreadability test
助焊剂A与B相比,一方面,添加醇醚类表面活性剂 Y比添加传统表面活性剂OP-10能更有效地降低熔融焊料的表面张力,提高焊剂对焊料的润湿性;另一方面,醇醚类表面活性剂 Y对松香和一般活化剂有良好的兼容性,且其 HLB值为12~13,比 HLB值为14.5的OP-10有更强的亲油能力,更容易在界面铺展.所以,助焊剂B的铺展性比A好.助焊剂C的铺展性比A好,说明添加羟基酸X后,焊料的可焊效果变好.其原因是:一方面,羟基酸分子中含有羟基和羧基两种官能团,具有羟基和羧基的一般性质,而且由于羟基分子中羟基是吸电基,具有吸电子诱导效应,使羧基的离解度增加,酸性相应提高;另一方面,添加分解温度不同的活化剂后,助焊剂的活性区间扩大,能在更宽的温度范围内具有较高的活性,使焊料获得更好的焊接效果.所以,添加了活化剂X与表面活性剂 Y的助焊剂D是所配制的四种助焊剂中铺展效果最理想的.
2.2 腐蚀性
为了避免助焊剂焊后残留物对印制电路板组件造成腐蚀,影响产品的稳定性和可靠性,采用铜板腐蚀试验测试免清洗助焊剂的腐蚀性.试验中发现,经过恒温恒湿后,铜片表面变化很小甚至基本无变化,没有观察到绿色或蓝色腐蚀痕迹.说明在焊接结束后助焊剂A,B,C,D的大部分活性物质已经挥发,残留少,符合助焊剂无腐蚀的要求.因此,使用该类助焊剂焊接后,印制板上的微量残留物无腐蚀性,可免除清洗工艺.
2.3 润湿性
助焊剂对焊料的润湿性是根据润湿力曲线中的最大润湿力Fmax和润湿时间t两个参数来评价的.Fmax越大,t越小,表明助焊剂活性越好,对焊料的润湿能力越强.润湿实验结果列于表3.

表3 润湿性实验数据Table 3 Data of wettability test
由表3可知,只添加活化剂羟基酸X的助焊剂C与只添加醇醚类表面活性剂 Y的助焊剂B,其最大润湿力Fmax均比传统助焊剂A的高.说明添加羟基酸X与醇醚类表面活性剂 Y均能有效提高助焊剂的活性,增大焊料的润湿力.助焊剂中添加羟基酸X或醇醚类表面活性剂 Y均能缩短焊料的润湿时间.添加醇醚类表面活性剂Y的助焊剂B,对焊料的润湿时间比添加羟基酸X的助焊剂C的更短,说明醇醚类表面活性剂 Y在降低焊料的表面张力及提高焊料的润湿速率方面发挥了更大的作用,而活化剂羟基酸X在提高助焊剂活性、增大焊料的润湿程度以及提高沾锡量等方面的作用明显,使焊点更饱满,焊接效果更好.同时添加羟基酸X和醇醚类表面活性剂 Y的助焊剂D的润湿效果最好,其最大润湿力较传统助焊剂 A提高27%,润湿时间缩短16.2%.说明由羟基酸X与醇醚类表面活性剂 Y复配的助焊剂,能显著提高焊料的最大润湿力,缩短润湿时间,对减少焊板热损伤作用明显.
3 结 论
添加不同的活化剂和表面活性剂的助焊剂对Sn-0.7Cu无铅焊料的铺展和润湿影响很大.添加羟基酸X的助焊剂能显著提高焊料的铺展和润湿能力;添加醇醚类表面活性剂 Y的助焊剂能使焊料的表面张力大大降低,从而提高焊料的润湿性能;同时添加羟基酸X与醇醚类表面活性剂 Y的助焊剂则能更有效地提高焊料的可焊性.与传统助焊剂相比,助焊剂D对焊料的最大润湿能力提高27%,润湿时间缩短16.2%,是一种有实用价值的新型无卤素免清洗助焊剂.
[1]许宝库.国内外松香型助焊剂及松香基焊料的发展动态[J].皮革化学,2000,17(2):22-23.
[2]罗新辉.高分子水溶性热风整平助焊剂的研制及评价[J].2000,23(8):28-30.
[3]李海霞,李大光,管海风.免清洗助焊剂在电子类产品中的应用[J].精细与专用化学品,2004,12(7):3-6.
[4]刘筠,何秀坤.免清洗液态助焊剂标准的技术要点[J].规范与标准化,2002,6:51-54.
[5]吴桂芬.免清洗助焊剂[J].电子工业技术,1995,4,9-11.
[6]IREZ C,LEI K S.Evaluation of the reliability and corrosivity of VOC-free,no-lean fluxes using standard,modified and electrochemical methods[J].Soldering&Surface Mounting Technology,1996,8(1):6-9.
[7]马鑫,何鹏.电子组装中的无铅软钎焊技术[M].哈尔滨:哈尔滨工业大学出版社,2006:24,143.
Developmen t of a new type of halogen-free no-clean flux
SUN Fu-lin,ZHANG Yu-hang,CA IZhi-hong,HU Ze-yu,ZHU Huo-qing
(Guangzhou Research Institute of N on-ferrous M etals,Guangzhou 510650,China)
Adding hydroxycarboxylic X in the flux can significantly imp rove the sp readability and wettability of Sn-0.7Cu lead-free solder;adding surface active agents Y in the flux can greatly reduce surface tension of the solder.And the flux w ith the addition of both the hydroxycarboxylic X and surface active agents Y can efficiently imp rove the w eldability of the Sn-0.7Cu lead-free solder.Compared w ith the traditional flux,this flux can imp rove the maximum wetting ability of Sn-0.7Cu lead-free solder by 27 percent and reduce the wetting time by 16.2 percent.
flux;halogen-free;no-clean;environmentally friendly
TN604
A
1673-9981(2011)01-0049-04
2010-09-09
孙福林(1983—),男,吉林松原人,学士.
猜你喜欢
现代制造技术与装备(2022年2期)2022-03-19 05:51:38
中国洗涤用品工业(2020年2期)2020-05-16 11:28:40
电子制作(2017年7期)2017-06-05 09:36:13
电子工业专用设备(2017年2期)2017-04-25 08:32:37
中国洗涤用品工业(2017年2期)2017-04-16 05:07:39
中学化学(2017年1期)2017-03-17 12:51:55
中学生理科应试(2016年12期)2017-01-07 19:57:10
中国洗涤用品工业(2016年2期)2016-02-28 19:03:18
河南化工(2014年1期)2014-04-03 12:09:27
河南科技(2014年14期)2014-02-27 14:11:50