冷凝式油气回收技术在油品储运中的应用
2011-12-18 06:29:54吴学军王兴雷玉秀
化工技术与开发 2011年6期
吴学军,王兴,雷玉秀
(1.中石化青岛炼油化工有限责任公司,山东 青岛266500;2.中海油(青岛)重质油加工工程技术研究中心有限公司,山东 青岛266500;3.山东海普劳动安全技术咨询有限公司,山东 青岛266071)
冷凝式油气回收技术在油品储运中的应用
吴学军1,王兴2,雷玉秀3
(1.中石化青岛炼油化工有限责任公司,山东 青岛266500;2.中海油(青岛)重质油加工工程技术研究中心有限公司,山东 青岛266500;3.山东海普劳动安全技术咨询有限公司,山东 青岛266071)
介绍了冷凝法油气回收技术的技术特点及在实际油品储运中的应用,并对实际应用中的效果进行了总结。
冷凝法油气回收;油品储运;应用
汽油、石油苯等油品在储运过程中会有部分轻烃组分挥发进入大气,与空气混合成为油气。这部分油气在储运过程中难免产生环境污染、能源浪费等问题。随着国家对环保要求的提高,控制含油蒸气的排放及回收油品蒸气的措施得到了广泛重视,油气回收装置广泛应用于炼油厂、油库和加油站。油气的回收技术可分为吸收法、吸附法、冷凝法及膜分离法等,有些还含有压缩过程或几种方法的综合应用。综合回收工艺、节能、环保各方面,我公司在公路发油区域安装冷凝法的油气回收装置,该油气回收装置压缩机关键设备进口,国内生产,采用澳大利亚制冷工程公司(简称RE)提供的冷凝法油气回收技术。
1 技术简介
冷凝法油气回收采用压缩制冷工艺,将油气气化潜热置换出来,使其由气态转变为液态,以实现油气回收和利用。一般需用三级制冷才能达到国家标准要求的油气回收装置的控制标准和排放限额。因此,油气回收装置采取了三级制冷工艺。冷凝回收的油品汇流到油水分离器,直接回收使用。处理后的尾气经排气管排放。
该套油气回收装置,设计油气回收能力最大负荷500 m3·h-1,可连续运行21h,编程在夜间无负荷时自动完成3h除霜或人工选择时间完成除霜。油气回收装置采取了三级制冷工艺,回收汽油、石油苯、混合二甲苯、粗三甲苯及MTBE公路装车过程中产生的油气。制冷工艺见图1。

图1 三级制冷示意图
苯、汽油等产品形成的油气通过一级制冷达到8℃左右,将油气中部分苯和水分凝析出来送入油水分离器。脱掉部分水分的混合油气经过二级制冷达到-30℃,在这一过程中,苯从5℃开始凝固,到达-30℃时99%的苯可被回收。苯的回收是以回收水汽和苯的冷凝晶体(可流动)形式进行的,收集后送到积液罐。汽油油气到-30℃时90%油气被液化,收集后送到油水分离器。剩余油气经过三级制冷达到-80℃,此时油气中99%的碳氢化合物均被液化,收集后送到油水分离器。被冷凝为液体的碳氢化合物用泵送到指定储罐,水可直接用于绿化。经过三级冷凝后分离排出的达标尾气被重新加热到10~15℃后排放。压缩机的废热被收集起来贮存在一个液体加热罐内,用于除霜。二级制冷剂在进入二级冷凝区域和复叠三级冷凝系统前,首先与-80℃尾气进行热交换,使二级制冷剂冷却下来,并使-80℃尾气加热到10℃后排放,这样既可以减少能耗,又能提高效率,由此形成了最优化的冷凝工艺。另外,由于使用的是用乙烯、丙烯作制冷剂的高效率压缩机,因此RE的冷凝法油气回收技术能耗很低,平均处理1 m3汽油油气耗能0.1 kWh,是目前已知能耗最低的油气回收技术。
2 主要设备及技术参数
压缩机采用美国Copeland公司生产的卷轴式压缩机,卷轴式压缩机具有高可靠性、高效能比、结构简单、体积小、重量轻、免维护保养的特点。其中,预冷压缩机2台,额定功率为7.5 kW,电压等级为380 V;浅冷压缩机2台,额定功率为22 kW,电压等级为380 V;深冷压缩机2台,额定功率为6 kW,电压等级为380 V。此外,还有预冷/浅冷冷却器1台,深冷冷却器1台,深冷制冷膨胀罐1台,一级冷却器1台,二级冷却器1台,三级冷却器1台,冷凝泵1台,以及仪表管道系统。
3 技术特点
(1)欧美安全标准,实现本质安全;
(2)操作弹性大,可在0~100%范围内操作,特别适用于间断装车情况;
(3)工艺流程短,工艺过程简单,易于操作和维修;
(4)模块化设计制造,整体发运到用户现场,不需大型基础,安装简单;
(5)采用了先进工艺技术设计,自动化仪表控制,关键设备进口,国内配套;
(6)系统稳定可靠,可实现无人值守;
4 应用过程
2008年6 月份,该套油气回收装置正式投入运行,用于收集汽油、苯、混合二甲苯、MTBE、粗三甲苯装车鹤位产生的油气,设计处理油气能力500 m3·h-1。在使用中经过不断摸索调试,其性能不断得到优化提高。
4.1 完善监控手段
为了确保油气回收装置在正常工况下运行,采取的一项重要的监控手段是在油气回收装置的进气口和排气口定期取样化验,通过化验确定油气回收率指标是否正常,检测油气排放是否达到环保要求。其次是保障仪表系统正常工作,实时检测油气回收装置各部分功能组件是否正常工作,主要检测指标包括:各级回气、排气压力及温度,TCV输出、PCV输出。
如2009年一张化验分析单,总烃含量9625 mg·m-3,油气排放指标高于平常值,也高于国家排放标准(25 mg·m-3),通过检查确认是二级压缩机制冷剂循环管路发生泄漏,影响二级制冷效果,从而导致排放的油气中烃类超标。
4.2 完善装车端油气收集功能,实现密闭装车
油气回收装置投用初期,发现装车总量与回收油气量比例高于行业经验值,而且通过对装车口周围半径1m内采样分析,总烃含量达到700 mg·m-3。主要原因是装车密封罩密封不严,没有实现密闭装车。更换油气回收罩后,保证了装车过程中90%以上的油气能回收利用,极大地减少油气挥发对大气的污染,保障装车过程中的油气最大可能进入油气回收装置。
4.3 集气管路增加防爆风机
装车鹤管更换密闭装车罩后,装车过程中仍存在部分油气泄漏,尤其在气温高的夏季及鹤管对位不正时,油气泄漏更为严重。为了保障油气回收彻底,在油气集气管路增加一台防爆风机,在装车罐口形成微负压,保障油气优先进入回收系统,风机排放量与油气回收装置处理量相匹配。增加防爆风机后,对装车罐口周围油气抽样检测,总烃含量不到20 mg·m-3,基本保障装车过程中油气全部回收。
4.4 选择适宜的开机模式
由于苯的冷凝点是-5℃,经过一级、二级压缩冷凝,苯基本上被冷凝回收,单纯对苯装车来说,三级压缩已无必要,实际取样化验数据也证明这一点。以下是在只有苯装车的情况下,分别经过一级制冷、二级制冷、三级制冷在出气口取样化验所得的结果(表1)。
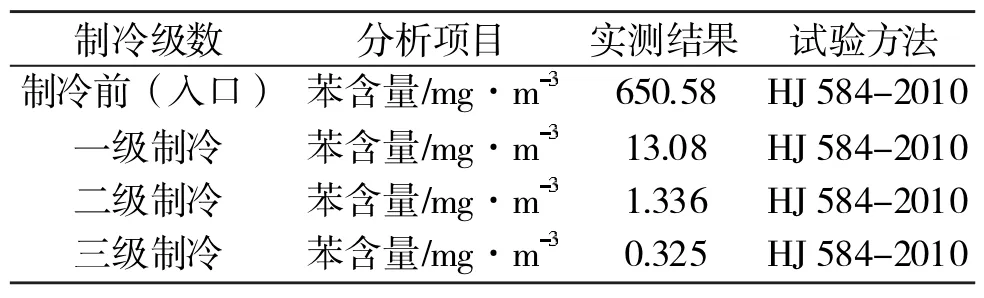
表1 单纯苯装车的化验结果
从以上实际化验数据可知,在只有苯装车的情况下,经过一、二级制冷后,99%以上的苯已经被回收,苯含量远低于国家要求排放标准12 mg·m-3,所以在只有苯装车的情况下,可以只开一、二级压缩机,也可以达到回收的目的。
5 节能效果
该套油气回收装置由于采用先进制冷工艺,进口卷轴式压缩机,每回收1 m3油气平均能耗为0.1 kWh,而国产同类冷凝法回收装置的平均能耗为0.5 kWh,运行能耗远远优于同类产品。由于采用本安型欧美安全标准,比同类产品采用正压室防爆模式更具安全性。经三级冷却回收后,排气指标远低于国家排放标准。
2010 年我公司公路共发送汽油、苯、二甲苯及粗三甲苯24.9万t,油气回收量约为29.9万m3,根据GB 11085-89公路装车损耗标准,可回收199.36 t油品,该套油气回收装置全年可产生直接经济效益127万元。
经济效益测算:
全年用电费用为:0.8×299043.42720.1=23923元;
全年回收油品收益:6500×199.36=1295840元;
全年直接经济效益:1295840-23923=1271917元。
不可再生能源的循环利用,从每一个生产环节中节约,降低损耗是落实建立节约型社会,发展循环经济的具体措施。特别是油气挥发给环境、生产带来的损害已危及到人类的安全生存。要真正实现油气的不浪费,必须重视新技术、新设备的开发和采用,新技术、新设备的推广应用在给企业带来经济效益,同时也带来良好的社会效益。
Application of Condensing Oil-gas Recovery Technology in Oil Storage and Transportation
WU Xue-jun1,WANG Xing2,LEI Yu-xiu3
(1.Sinopec Qingdao Refining and Chemical Co.,Ltd.,Qingdao 266500,China;2.Heavy Oil Processing Research Center Grop.,Qingdao 266500,China;3.Shandong Help Safety﹠Environmental Protection Technique Co.,Ltd.,Qingdao 266071,China)
TE 868
B
1671-9905(2011)06-0067-03
2011-03-23
猜你喜欢
化工管理(2022年13期)2022-12-02 09:22:44
云南化工(2021年8期)2021-12-21 06:38:00
科学与财富(2021年35期)2021-05-10 22:24:50
装备制造技术(2020年9期)2021-01-26 00:15:28
商品与质量(2020年23期)2020-11-26 21:01:14
冶金设备(2019年6期)2019-12-25 03:08:40
新能源汽车报(2019年13期)2019-06-11 11:01:41
现代工业经济和信息化(2016年3期)2016-05-17 05:35:08
中国储运(2015年1期)2015-11-21 02:53:08
汽车电器(2014年8期)2014-02-28 12:14:27