施胶的张力控制
2011-12-12 02:00方承文徐耀武岳阳纸业股份有限公司湖南岳阳414002
湖南造纸 2011年1期
方承文 徐耀武 岳阳纸业股份有限公司 湖南 岳阳 (414002)
施胶的张力控制
方承文 徐耀武 岳阳纸业股份有限公司 湖南 岳阳 (414002)
主要介绍了岳阳纸业PM9、PM10纸机施胶靠压区、靠涂布头时各传动的速度调节及负荷补偿,以达到纸张张力控制的稳定。
施胶;张力;速差;补偿
岳阳纸业股份有限公司PM9、PM10纸机网宽5850mm,设计车速1400m/min,其中PM9生产线以商品浆板为主要原料生产高档静电复印纸,生产能力664吨/天;PM10生产线以废纸脱墨浆为主要原料,配加少量商品木浆生产环保型复印纸,以最大限度地利用可循环的废纸资源,生产能力664吨/天,两台机年产高档静电复印纸/环保型复印纸40万吨。
1 系统组成
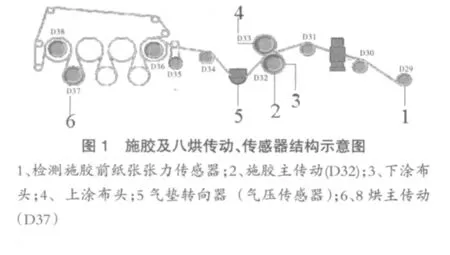
施胶部配置了VOITH公司的Speed sizer AT施胶机可进行双面施胶。纸页经前干燥部后,会有物理特性的收缩,沿纸机方向(纵向MD)伸展会在纸页上引起不同的应力,为了防止纸张断裂,因此在前干燥后施胶前的导纸辊上装有张力传感器,用来调整施胶辊速度。纸页再湿后,强度下降,张力控制特别关键,张力大纸幅易断头,张力小纸幅又易起折子等,经施胶后的纸页粘性上升,采用非接触的气动转向有利于纸面质量不受损坏,给气垫与供气压力值提供了一个可靠的张力值,以供后干燥(即8烘)调整速度。
2 张力控制
2.1 速度链(速差控制)
对于纸机来说,各传动点之间速度信号的传递是用相对值类推的,速度链上相邻两个传动点的速度关系由它们的相对速差来决定,在整机主传动点确定了整机速度后,以后的各传动点的速度都以相邻传动点间的相对速差来确定,如果主传动后的各传动点的相对速差依次为1%,0%,2%,0%,-2%……,整机主给定速度为1000m/min,则从主传动开始的每级传动的速度依次为 1000m/min,1010m/min,1010m/min,1030.2m/min,1010m/min……,如果某一传动点的速差被改变,那么其后的所有传动点的速度将跟着变化。
纸机速度从网部传递到前干燥7烘主传动(D27),D27再传递给施胶主传动(D32),D32再传递给8烘主传动(D37)。控制好施胶前后纸张的张力,其实就是控制好 SD32、SD37也就是 D27、D32、D37 之间的速差,三者的关系是:

式(1)中D32Draw表示D32该传动点的设定速差。
式(1)中施胶张力调节器输出为施胶前导纸辊(D29)下张力传感器测量实际值(Tension MV)与施胶张力设定值(Tension SP)PID运算输出。
式(2)中8烘张力调节器输出为施胶后气垫传感器测量Tension MV)与8烘张力设定值(Tension SP)PID运算输出。
式(2)中8烘外部速差=施胶压区靠拢外部速差设定值+上涂布头靠拢外部速差设定值+下涂布头靠拢外部速差设定值。
张力调节器输出值是直接叠加到线速度上,如:施胶张力调节器输出值为35%,等于叠加3.5m/min的车速到施胶主传动D32的给定速度上。在施胶压区加压或靠涂布头瞬间,施胶、8烘张力调节器输出不能太慢,也不能太快,不能太小,也不能太大,因此调节PID值尤其关键。调节器输出值最大输出值为100%(10m/min)。
2.2 补偿
这里所讲的补偿是指靠施胶压区、靠上下涂布头时分别对施胶主、从传动的负荷补偿,补偿值的设定好坏直接影响纸机断头。补偿少了,传动可能会瞬间减速,从而断纸;补偿大了,传动可能会瞬间加速,从而断纸。
补偿值的设定分三步:1、纸机不带纸运行情况下,做压区、涂布头靠拢模拟实验,根据具体情况设补偿值;2、纸机带纸运行情况下,做压区、涂布头靠拢实验,根据具体情况设补偿值;3、在生产不同定量纸时,做优化以满足生产各种定量纸。
在调整各种补偿值时要特别注意,施胶主、从传动之间为负荷分配控制,在调整一个值时,可能会影响到另一个值,有时候补偿值调好后,施胶主、从传动点速度在靠拢瞬间一个上一个下,还可以通过调整负荷分配率来处理。
3 生产操作注意事项
1)施胶张力调节器输出的满足条件:1、纸全幅。2、压区加压靠拢。3、实际张力值大于设定值60%。
2)8烘张力调节器输出的满足条件:1、纸全幅。2、实际张力值大于设定值60%。
3)靠拢外部速差设定值一般是调试好后不轻易修改,该值在靠拢信号过来后立即投入。
4 结束语
PM9、PM10开机一年多来,施胶的张力控制进行了许多优化调整,设备磨合期后,张力传感器进行重新校验、调节器PID优化、负荷补偿模拟实验及带纸运行时针对不同定量优化、外部速差设定值优化等,现在两台机不仅能满足正常生产,在施胶因张力波动而断头的概率也大大减低,甚至没有,为岳纸40万吨项目达产、达标提供了条件。
方承文,男,工程师,从事岳阳纸业电气技术维护及管理工作。
徐耀武,男,助理工程师,从事岳阳纸业7抄车间电气技术维护。
2010-11-17
猜你喜欢
生活用纸(2022年12期)2022-12-11
造纸化学品(2019年4期)2019-09-18
生活用纸(2017年3期)2017-03-24
中国造纸学报(2015年1期)2015-12-16
造纸化学品(2015年1期)2015-11-04
电源技术(2015年9期)2015-06-05
电测与仪表(2015年20期)2015-04-09
电测与仪表(2015年3期)2015-04-09
中国造纸(2014年1期)2014-03-01
中国造纸(2014年1期)2014-03-01