
热轧机组钢卷检查线液压剪切机
2011-12-11 00:54:22刘家辉
一重技术 2011年4期
刘家辉,张 磊
随着精密加工等现代机械加工行业的不断发展,市场对钢材质量要求的日益提高,尤其对毛坯的体积 (重量)误差,断面形状及其他几何参数等检验指标的要求越来越高,所以热轧机组钢卷检查线的作用变得越发重要。
众所周知,热连轧机组钢卷检查线是通过钢卷小车将热轧钢卷运送到托卷辊上,然后对钢卷进行开卷、剪切试样及废料、分段剪切,对剪切下来的钢板进行表面检查,并对剪切试样进行性能检测。因此,剪切机是检查线上的关键设备,其工作和维修性能的优劣将直接影响到检查线的使用效果。目前检查线上的液压剪切机主要有浮动式和连杆式两种,为满足对更高剪切质量的需求,有必要对其各自的优缺点进行对比分析。
1 工作原理
浮动式液压剪切机主要由上刃台、下刃台、机架、横梁和两个主液压缸等组成,其中上刃台通过机架两侧的轴杆与固定两个主液压缸的横梁连接成一体。剪切前根据钢板的厚度,通过人工增减垫片调整好剪刃间隙,剪切时两个主液压缸的无杆腔同时加压,首先上刃台及固定两个主液压缸的横梁一起向下运动到机架上部的机械挡块处停止,两个主液压缸的活塞杆向上伸出带动下刃台向上运动,完成对钢板的剪切工作(见图1)。
连杆式液压剪切机主要由上刃台、下刃台、机架、一个主液压缸、连杆机构、剪刃间隙调整装置和压辊装置等组成,其中连杆机构是由两组尺寸相同的连杆组成,下端分别与机架铰接,上端分别与下刃台铰接,利用过渡连杆将两组连杆连接在一起,以保证其机械同步,过渡连杆的一端与液压缸缸头铰接。剪切前根据钢板的厚度,通过人工转动手轮调整剪刃间隙调整装置中的斜楔,以达到所需的剪刃间隙,剪切时上刃台固定,液压缸有杆腔加压,活塞杆缩回带动连杆机构使下刃台上升,完成对钢板的剪切工作。压辊装置在开始剪切前压住钢板,并在剪切过程中随下刃台同步上升,剪切结束后压辊装置通过弹簧复位(见图2)。
2 结构比较
浮动式液压剪切机由两个主液压缸同时工作以提供所需的剪切力。因此存在两个主液压缸同步性的问题,如通过液压控制实现运动同步,其成本将大幅提高;另外由于两个主液压缸位于剪切机横梁内部,安装和维修都较为困难。而连杆式液压剪切机只有一个主液压缸设置在机架外部。因此从根本上解决了液压缸同步及安装、维修问题。

图1 浮动式液压剪切机简图
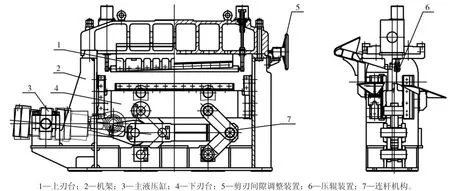
图2 连杆式液压剪切机简图
浮动式液压剪切机通过人工增减垫片的方式调整剪刃间隙,而连杆式液压剪切机是通过人工转动手轮,调整剪刃间隙调整装置中的斜楔,以得到所需的剪刃间隙。因此连杆式液压剪切机的剪刃间隙调整装置在很大程度上提高了工作效率,减轻工人的劳动强度。
浮动式液压剪切机由于没有设置压辊装置,在剪切过程中会影响钢板的剪切质量,而连杆式液压剪切机压辊装置在剪切过程中对钢板起固定作用,因而钢板的剪切质量比浮动式液压剪高。
3 受力分析
在剪切时,两种剪切机均为上剪刃固定,由液压缸驱动下刃台带动下剪刃完成剪切过程。假定两种剪切机剪切同等规格的钢板,剪刃的倾斜角也相同,所以工作时所需要的剪切力是相同的,即下剪刃传递给下刃台的垂直方向压力相同,另外假定下刃台的重量相同。取下刃台所受的垂直压力和下刃台自重的合力为N。
浮动式剪切机工作时,轴杆所受的摩擦力为垂直方向,下刃台对其侧向的压力很小,摩擦力可以忽略,两个液压缸所受的合力即为N。
由于连杆式剪切机两组连杆机构与剪切机中心线等距,所以在进行受力分析时可将其视为一组连杆机构;在下刃台上升过程中由于下刃台相对于机架有向左上方的运动趋势。因此机架左侧对下刃台有水平的支撑力和向下的摩擦力,而右侧的摩擦力忽略不计;另外连杆机构的自重对整个系统影响很小,也忽略不计(见图3)。
首先对下刃台进行受力分析(见图4)。由于上连杆的受力情况属于二力杆,因此支撑力的方向沿着杆的轴线方向,可解出:
由此可见,汉代皇帝的敕令要想上升为法律,有严格的立法程序。首先,须要“具为令”,让某项皇帝的敕令获准立法,进入立法计划。然后,将进入立法计划的令交由朝臣商议后完成内容的制定。即“著为令”或“议著为令”。最后经由皇帝批准,颁行天下。

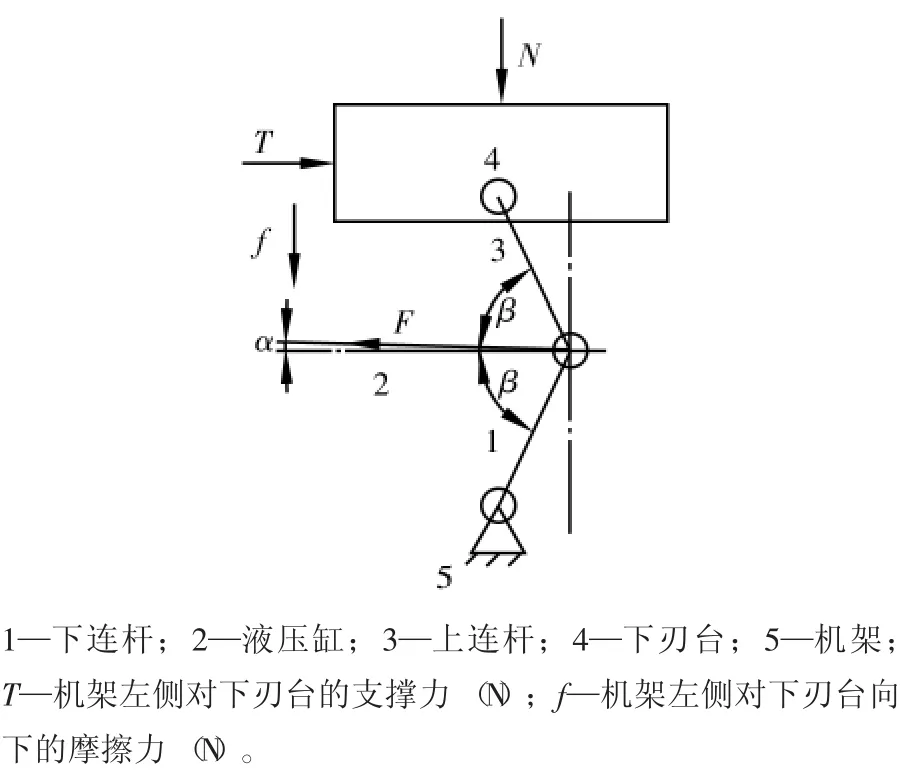
图3 机构受力简图

图4 下刃台受力简图
式中,N34—上连杆施加给下刃台的支撑力(N);N—下刃台所受的垂直压力和下刃台自重的合力;μ—滑动摩擦系数;β—上、下连杆与水平方向的夹角(上连杆的上铰点与下连杆的下铰点始终在一条垂直线上,并且两个连杆长度相同)。
在连杆系统中下连杆的受力情况同样属于二力杆,因此所受支撑力的方向沿着杆的轴线方向(见图5),由此可解出:
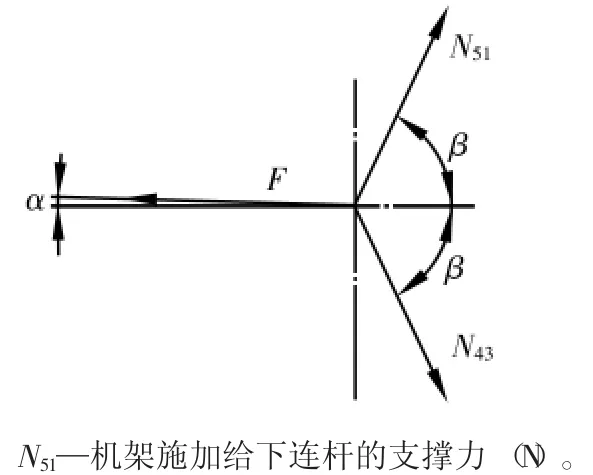
图5 连接点处受力简图

式中,F—液压缸对连杆机构的拉力(N);N43—下刃台施加给上连杆的压力(N);α—液压缸
拉力与水平方向的夹角。
N34=N43,将式 (1) 带入式 (2) 得:

如某1580热轧机组钢卷检查线剪切机的相关参数:
F=1.006 N
用公式(3)相对于β进行一阶求导,得:

可以看出,两种剪切机液压缸的受力情况基本相同。在剪切过程中β逐渐增加直到90°,而液压缸的支撑点与两个连杆β为90°时的连接点处于同一高度(见图6)。因此在剪切过程中α逐渐减小直到0°,所以α的变化率远小于β。从公式(4)可以看出,该值小于0。因此在剪切过程中液压缸的拉力随β角度的增加而减小,从而可以通过增加开始剪切时的β角减小液压缸的最大受力。另外根据式(3) 可以看出,β角不变时,在结构允许的情况下,当调整液压缸的支撑点,使得α角增大,直到 α+β=90°过程中,F 值逐渐减小,当 α+β=90°时,F=0.91 N,液压缸的受力减小了9%。

图6 液压缸位置图
5 结语
综合以上分析,浮动式液压剪切机与连杆式液压剪切机在液压缸受力方面基本相同,而后者在设备的安装、维修、使用等方面显示出其优越性,并且钢板的剪切质量得到了明显的改善。因此目前国内已有多条热轧机组钢卷检查线采用连杆式液压剪切机,且反响良好,其市场前景也非常广阔。
猜你喜欢
设备管理与维修(2021年16期)2021-10-09 07:27:04
冶金设备(2021年1期)2021-06-09 09:35:28
冶金设备(2020年2期)2020-12-28 00:15:26
重型机械(2020年2期)2020-07-24 08:16:20
国外核新闻(2020年11期)2020-03-14 22:02:44
国外核新闻(2020年7期)2020-03-14 14:54:04
制造技术与机床(2019年7期)2019-07-22 03:43:06
模具制造(2019年3期)2019-06-06 02:10:52
石油化工建设(2015年6期)2015-12-01 04:17:35
机械工程师(2015年3期)2015-11-09 08:30:04
