
拉舍尔花边边部制作
2011-12-09 10:08:06陈晓东贺克杰
化纤与纺织技术 2011年1期
陈晓东,贺克杰
(1.三明市旭达工贸有限公司,福建三明市 365000;2.福州德盛织染有限公司,福建福州 360206)
拉舍尔花边边部制作
陈晓东1,贺克杰2
(1.三明市旭达工贸有限公司,福建三明市 365000;2.福州德盛织染有限公司,福建福州 360206)
拉舍尔花边边缘部分的制作在整个花边的设计生产中占有举足轻重的作用,其质量的好坏直接影响着花边的整体设计效果和服用性能。针对花边边缘的制作方法及其原料的选择进行了详细的探讨,以期对花边的设计和工艺人员有一定的指导意义。
拉舍尔花边;边部;工艺制作;原料
几个世纪以来,花边织物因其花型精致、手感柔软、层次丰富、风格迥异等特点受到人们的青睐,长久流行。近年来,随着人们生活水平的不断提高,时尚观念的改变,花边一跃成为设计师的新宠,因而对花边的品质提出了更高的要求。边部在花边上的整体视觉效果、服用性能、市场的接受力等方面起着很重要的作用[1]。本文就拉舍尔花边边部的制作及原料选择两方面进行探讨。
1 拉舍尔花边边部的分类
拉舍尔花边边部的形态主要有直边、波边、睫毛边。条带花边在实际生产应用中的左右两边的边部一般是由直边、波边、睫毛边三种两两组合而成的。其中较常见的为直-直、直-波、波-波、睫毛-睫毛[2]。
1.1 直边
边部为平直边。一般分为牙直边(如图1)和包边直边(如图2)。一般以直-直的小条边流行于市场(花宽约2~4 cm),主要用于内衣(内裤)的边部,简洁大方;直-波一般以宽条边为主(花宽约在17.5~23 cm),用于整条内裤、抹胸、裙摆装饰,打板师根据花边设计将其用于相应位置。

图1 牙直边图2包边直边
1.2 波边
波边是边部具有一定弧度的边。一般分为牙波边(如图3)和包边波边(如图4)。波边一般是以波-波的花边为主,(花宽约14.5~23 cm),应用在各种不同的内衣版式设计上。设计出的款式较为美观柔和,倍受女性的青睐。
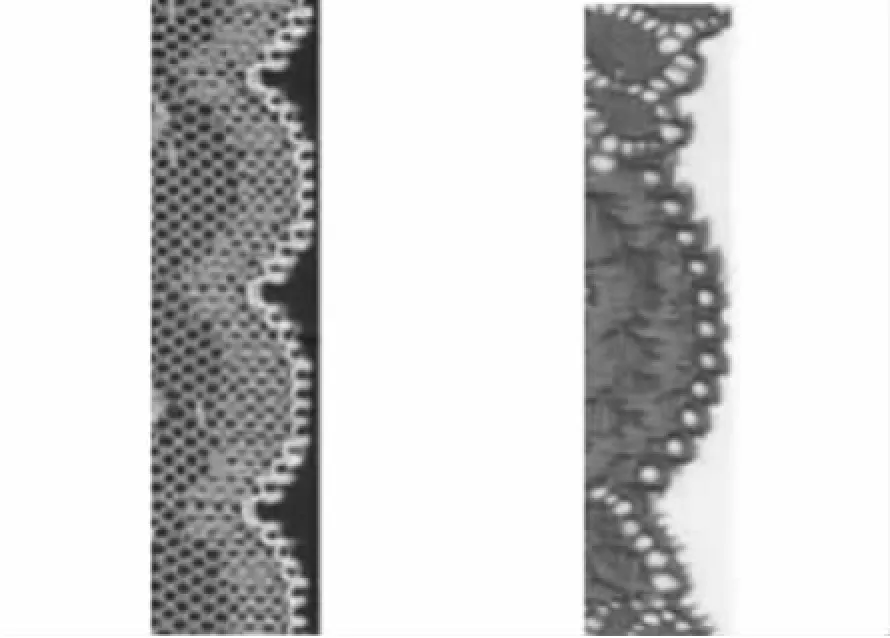
图3 牙波边图4包边波边
1.3 睫毛边
睫毛边是边部带有较长的须须的花边(须须的长度0.5~1 cm)。一般分为纵向睫毛边(如图5)和横向睫毛边(如图6)。在市场上大部分流行的是以睫毛-睫毛的坯装睫毛花边,应用于婚纱、睡裙、成衣的领域。
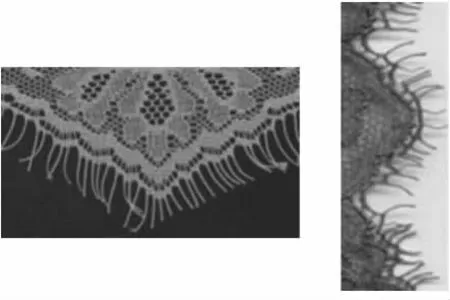
图5 纵向睫毛花边图6横向睫毛花边
2 拉舍尔花边边部的制作
2.1 直边花边制作
直边花边边部的主要特点是靠近废边的地方始终保持在一枚针上。一般可以通过抽、切、撕三种方法来制作直边花边工艺。评价直边质量好坏的最主要标准就是看直边是不是光滑、平整成一条直线。但是要特别注意变化编链对其直度的影响(见图7)。
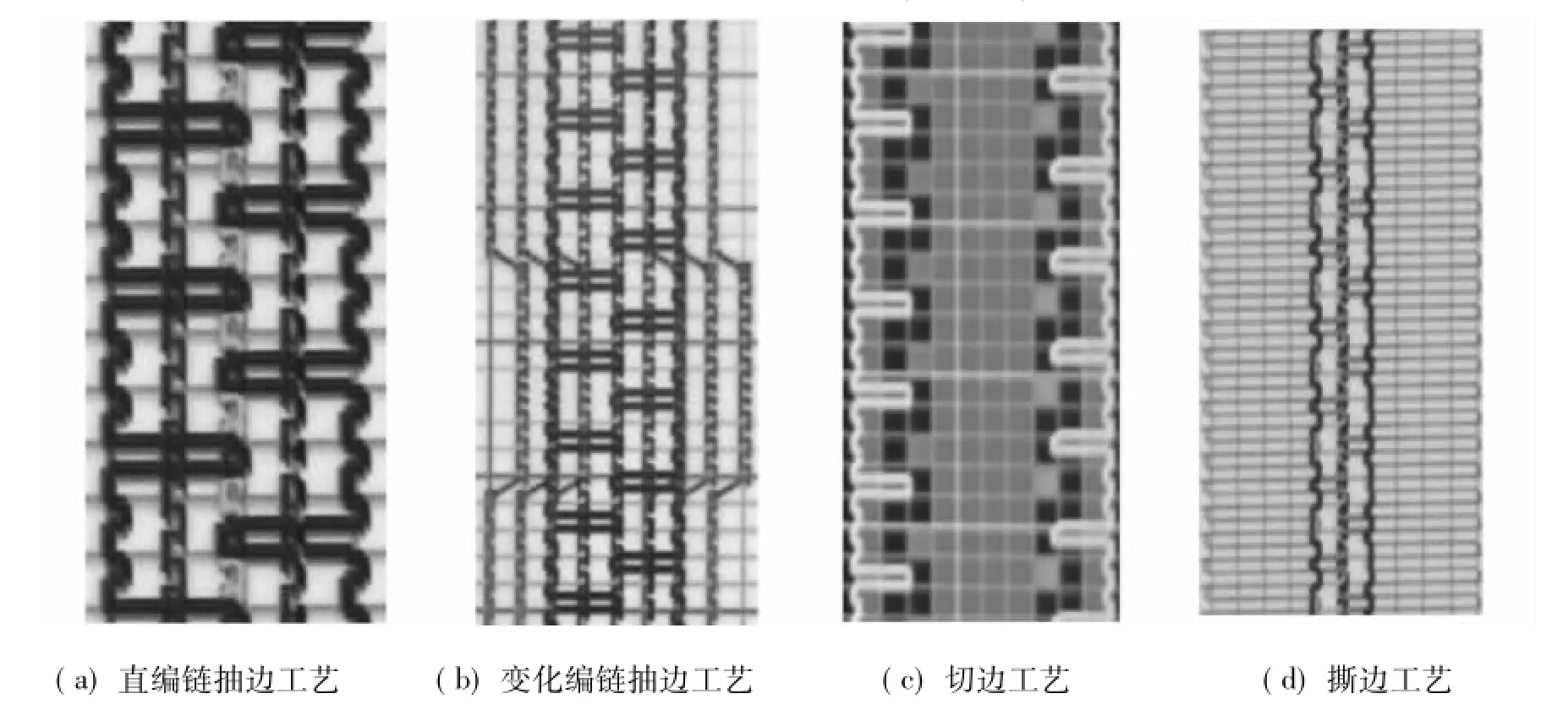
图7 直边边部工艺的制作
2.1.1 牙直边花边制作
牙直边花边的制作方法有抽边和切边两种。抽边是利用直编链的脱散性将花边与废边分开,此方法一般用于链块机。切边是利用贾卡将花边与废布边连接在一起,在包装过程中利用割边机将贾卡切开,将花边与废布边分开。
牙边一般选用666 dtex左右的捻度较高的加捻纱。一般根据设计需要会使用锦纶、涤纶、人棉这三大类[3]。抽边工艺时,脱散的那根编链一般选用2股77.8 dtex长丝加捻纱。选择长丝加捻纱是因为其摩擦力小,牢度好,不易起球,在脱散过程中易脱散。切边的链接纱直接用地组织的原料,根据相同的间隔将边部和废边连接即可。
2.1.2 包边直边花边制作
包边直边有撕边和割边两种制作方法。撕边是利用单丝将花边与废布边连接在一起,以便定型,在包装过程中将连接边撕开,将花边与废布边分离。切边工艺制作与牙直边的工艺制作相同。
包边一般根据设计需要会用不同线密度的锦纶加捻纱、涤纶氨纶包芯纱、锦纶氨纶包芯纱、人棉氨纶包芯纱、金银线氨纶包芯纱这五大类。不管选择哪种原料来做直边的包边,在工艺方面要结合实际生产来调节其走纱方式,避免出现直边起皱、不直等现象。如果采用的撕边方式来分离花边,这时的连接纱一般选用22.2 dtex或33.3 dtex单丝,因为单丝强度较低,易断,在编织过程中可以将花边与废边连接在一起,而在撕边过程中又可以较容易拉断,从而不影响花边品质。
2.2 波边花边制作
波边花边的边部主要根据设计人员所设计主体花型的走势而予以配合的边缘部分。一般可以通过切边分离法来制作波边花边工艺,但是要特别注意低波到高波的距离(一般不能超过0.8 cm),这样可以避免倒边现象。波边原料的要求与直边边部原料具有相同的要求,只是在工艺制作方面要结合生产实际来调整。
2.2.1 牙波边花边制作
牙波边是花边边部的一根根突出的类似于牙齿状编织在花边边缘的部分,对花边起到修饰作用。评价牙波边质量好坏的标准就是看牙齿是否均匀,包括间距、长短是否一致,所形成的弧线是否圆顺光滑。因此牙边工艺的原则也就是牙齿排列均匀,并且容易分离。为了使牙边的外观美观,一般牙边的长度为3针宽度,纵向间距为4~6个横列。花边在上机织造过程中,由于受到多方面张力的影响,牙会出现长短不一的情况。花边下面的“牙齿”一般会被拉扯得长一些,而花边上部的“牙齿”则由于受到织针、针床往里的收缩作用,“牙齿”会变短[4]。这就需要工艺人员进行有效调整,短的就用贾卡拉出来些,反之用贾卡使之缩进去一些。最高点的牙的个数不能少于2个但也不多于5个,这样出来的弧度比较顺畅。顺着牙的边缘留一针白色贾卡的通道便于切割(如图8)。
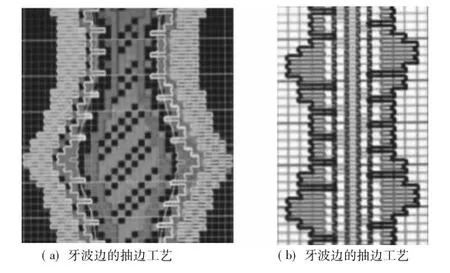
图8 牙波边边部的工艺制作
2.2.2 包边波边花边制作
对于无牙边的波边,为了使边部更加牢固、硬挺,会用专门的两把梳栉在花边的两边沿着花梳边部以走包边线的方式进行加固。同样,为了顺利地引导刀片沿着花边边部切割,根据具体情况在花边的最边缘可以采用加一个纵行的红色贾卡进行加固,但是在花边分离处,只需要留一个纵行的白色贾卡即可,其他工艺制作与有牙边的波边工艺制作相同,见图9。
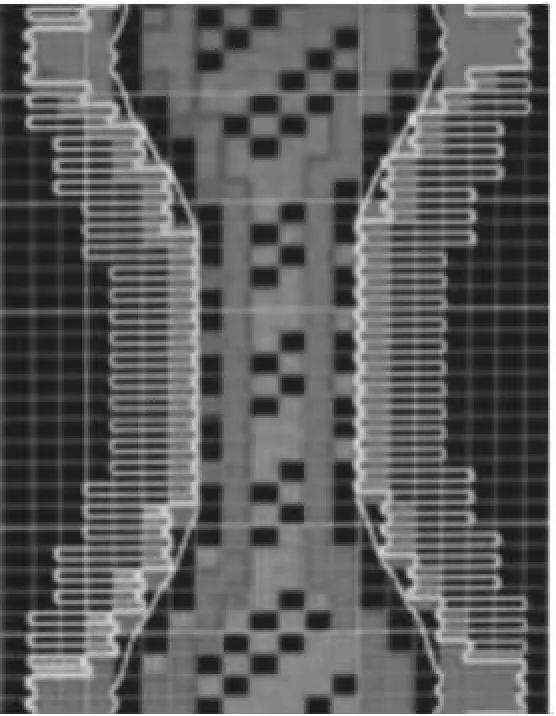
图9 包波边边部的工艺制作
2.3 睫毛花边制作
睫毛花边使用拉舍尔提花花边机织造而成,睫毛的组成主要是直编链和厚贾卡配合形成的。所以在工艺制作方面主要考虑睫毛须条的粗细(一般为两根编链的合并加上形成花梳的衬纬纱)、长度(一般根据各户的需求而定)及方向(分横向和纵向),见图10。
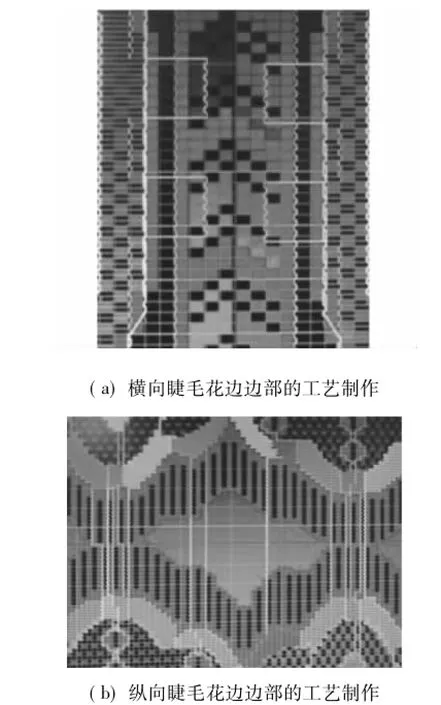
图10 睫毛花边边部的工艺制作
2.3.1 纵向睫毛花边制作
纵向睫毛花边工艺是将设计的图稿按平时旋转90°制作[5]。纵向睫毛是由直编链形成的,根据客户需要将其剪成平直型或波浪型。一般是利用红色贾卡将两两直编链联系在一起形成睫毛,形成的花纹的衬纬梳一般在其最近的合并编链的一边运动,紧贴其上形成大小不一的须须条。为了使须须条不易卷曲,一般长度控制在1~1.5 cm。上下两两相连的睫毛花边在两个对应的睫毛中间必须留有一定的废边供后整理裁剪和打卷。
2.3.2 横向睫毛花边制作
横向睫毛花边工艺是按正常图稿制作。横向睫毛是由直编链和衬纬加热熔纱形成的,在定型过程中将竖直的直编链拉成偏横向,从而形成横向睫毛。有几根直编链需要形成睫毛就必须有多少根的热熔纱与之并穿,因为只有加并了热熔纱的睫毛才会按照所需的方向并不卷曲,同时也增加须须的粗度。一般这种睫毛的直编链在废边处的贾卡留的长度根据客户要求而定,最高点的须须是由一把带有热熔纱+77.8 dtex/24 f锦纶长丝的衬纬梳形成。
2.4 锁边制作
锁边分为衬纬锁边和成圈锁边。衬纬锁边一般用于链块机工艺,例如MRES33、MRESF31/16等。成圈锁边则用于电脑机工艺,例如MRPJ43/ 1、MRESJF31/1/24、JL-42/1B等[6]。衬纬锁边一般根据边部的弧度沿着弧度而编织,另一边全部在牙进来的一针的位置上。成圈锁边根据机器的原理要在所要到达的锁边位置往中间处少走一针,靠近废布边处就沿着波边或牙边走。
锁边纱一般会使用到44.4 dtex的锦纶弹力丝、233.3 dtex或311 dtex的氨纶单丝、热熔纱等。
2.5 废布边的厚薄
电脑机废布边的厚薄变化多样,具体情况要根据花边主体贾卡的厚薄情况决定。废布边不能和花边主体贾卡差异太大,否则贾卡盘头送纱量将无法确定,布面易起毛。
链块机废布边的制作,用的是地梳或者花梳,因此无需考虑与花边的厚薄搭配情况。
3 结语
(1)边部的组织结构设计及原料选择首先要保证花边边部的牢固性,才能够支撑整个花边,体现其美观和内衣裁板的合理性。
(2)不同的边部形态需要使用不同的花边分离工艺进行分离,可分为切割法、脱散法和撕裂法分离。可以根据具体情况采用以上方法进行工艺设计。
(3)对于有牙边的花边,不管是直边牙还是波边牙,牙边的好坏直接关系着整个花边的品质,因此需重点关注其均匀性、一致性和弧度的合理性。
[1]蒋高明.多梳拉舍尔花边的生产技术与发展趋势[J].纺织导报,2006(11):54-56.
[2]王春兰,夏风林,缪旭红.多梳拉舍尔条带花边边部工艺设计探讨[J].上海纺织科技,2009,7(37): 33-35.
[3]马晴,蒋高明.原料选择对拉舍尔花边性能和外观的影响[J].上海纺织科技,2006,11(34):49-51.
[4]蒋高明.现代贾卡经编机结构原理与产品设计[J].上海纺织科技,2001,29(5):36.
[5]徐颖,蒋高明.多梳拉舍尔花边的花型设计[J].上海纺织科技,2006(11):45-47.
[6]贺克杰,蒋高明.基于钢丝花梳JL42/1的拉舍尔花边新花设计与工艺实现[J].辽宁丝绸,2008 (1):14-17.
PRODUCTION OF RASCHEL LACE EDGE
CHEN Xiao-dong,HE Ke-jie
(1.Xu Da Industry&Trade Co.,Ltd.,Sanming 36500,China; 2.Fuzhou Desheng Knitting&Dyeing Co.,Ltd.,Fuzhou 360206,China)
The production of raschel lace edge in the whole design and production plays a decisive role,and its quality directly affects lace’s overall design effect and wearability.Method for the production of lace edges and raw materials selection are discussed in detail in order to provide some guidance for lace design and technology personnel.
raschel lace;edge;craft production;materials
TS941.498.9
B
10.3969/j.issn.1672-500x.2011.01.005
1672-500X(2011)01-0016-04
2010-12-14
陈晓东(1978-),女,福建三明人,在读硕士研究生,工程师,研究方向:花边工艺研究。
猜你喜欢
天津工业大学学报(2022年2期)2022-05-09 10:57:04
科学之友(2022年4期)2022-04-21 12:28:26
辽宁丝绸(2021年2期)2021-05-21 08:39:28
山东纺织经济(2021年1期)2021-04-20 05:34:44
英语世界(2019年1期)2019-09-10 07:22:44
山东煤炭科技(2019年3期)2019-04-09 11:26:20
山东工业技术(2019年5期)2019-03-13 14:26:40
爱你(2016年15期)2016-11-25 18:43:04
读者·校园版(2016年18期)2016-09-07 16:51:32
丝绸(2014年12期)2014-02-28 14:56:22
