
CK0625数控车床伺服轴滚珠丝杠螺母脱落故障的维修及改进
2011-12-08 06:46李虹
中国设备工程 2011年6期
李 虹
(沈阳航空职业技术学院,辽宁 沈阳 110043)
CK0625数控车床在使用中由于操作者在手动操作X轴时,造成了轴负向超程,在解除超程的过程中,误按了X轴负向按钮,致使该轴继续向超程方向移动,而导致了滚珠丝杠螺母副运行进入空程而使滚珠脱落,这是机床生产厂家设计上的不完善造成的,因此需要对其原有设计进行改进,才能从根本上解决问题。
一、原设计思路
为了防止滚珠丝杠螺母副进入丝杠的空程范围(即“下炕”)而引起滚珠旋出脱落,数控机床的生产厂家采用超程保护的形式进行防范,设计的梯形图如图1所示。这种思路的缺点是,当操作者按错轴方向键时,就会引起轴继续向超程方向移动而引发事故。表1是图1中超程检测信号的接口地址说明。
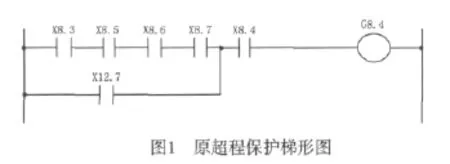
图中X8.4为急停按钮的接口地址;X12.7为超程释放按钮的接口地址;G8.4为数控系统急停信号(*ESP)的接口地址。
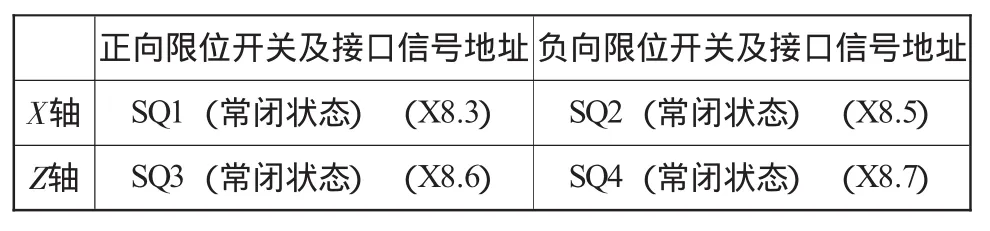
表1 超程检测开关的文字符号及接口地址
二、技术改进
和所有的数控系统一样,CK0625数控车床所配备的FANUC 0i mate-TC数控系统,具有非常完善的超程检测功能,即可通过系统的超程检测信号进行检测,可原机床生产厂家却没有充分利用系统自带的这种超程检测功能,下面对这种功能作简单介绍。
1.超程检测信号概述
FANUC系统的超程检测信号(轴超程信号)及接口地址为:*+L1~*+L4〈G114〉和*-L1~*-L4〈G116〉。这些信号表明控制轴是否已到达行程极限,每个控制轴的每个方向都具有该信号。信号名的+/-表明方向,数字与控制轴相对应(如图2所示)。

刀具移动超出了机床限位开关设定的行程终点时,限位开关动作,刀具减速并停止,且显示“超程”报警。
(1)系统对信号的反应
信号为“0”时,控制单元动作如下。
①自动操作时,即便只有一个轴超程信号变为“0”,所有的轴都减速停止,产生报警且运行停止。
②手动操作时,仅移动信号为“0”的轴减速停止,停止后的轴可向反方向移动。
③一旦轴超程信号变为“0”,其移动方向被存储。即便信号变为“1”,在报警清除前,该轴也不能再沿超程方向运动。
(2)超程释放
通过手动操作,将刀具移至安全区,然后按复位键清除报警。
2.实施改进的方案
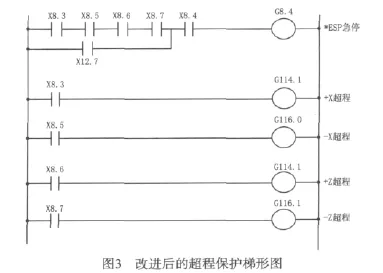
利用系统的上述功能,尤其是第③项功能,对原梯形图中有关超程检测的程序进行重新设计、改进,使其能有效防止滚珠丝杠螺母脱落,改进后的部分梯形图如图3所示,它是在图1所示梯形图的基础上,又新设计了四条程序。
由于充分利用了数控系统(CNC) 的G114和G116轴超程信号的功能,则超程后,在选择错了方向键的时候,超程轴将不会移动,这样就从根本上防范了滚珠丝杠螺母脱落(“下炕”)的危险 (图3)。
程序修改后,经过开机后的反复超程验证,均能达到防止滚珠丝杠螺母脱落的效果,说明此次的技术改进很成功。
[1]蒋建强.数控机床故障诊断与维修[M].北京:电子工业出版社,2007.
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年1期)2019-01-14
制造技术与机床(2017年8期)2017-11-27
科学与财富(2016年28期)2016-10-14
考试周刊(2016年51期)2016-07-11
现代职业教育·高职高专(2016年7期)2016-07-09
通信电源技术(2016年1期)2016-04-16
制造技术与机床(2015年10期)2015-04-09
中国重型装备(2013年1期)2013-11-18
振动与冲击(2012年2期)2012-02-12
