基于PLC与变频器控制的带锯床自动下料设计
2011-11-23 07:48黄志忠陈秋香
河南工程学院学报(自然科学版) 2011年3期
黄志忠,杨 伟,陈秋香
(河源职业技术学院 电子与信息工程学院,广东 河源 517000)
金属带锯床是一种采用带锯条作为切削工具的金属锯床,主要用于锯切金属型材,包括圆材、型钢、块料等.自动下料问题由来已久,由于自动最优下料问题在应用上可以提高生产效率、节约成本,理论上它又是可以实现的,具有重要的研究价值.但是,普通带锯床由人工完成上下料,存在着劳动强度大、效率低、安全性差等诸多问题.以河源职业技术学院为例,随着学院的发展和机电类专业学生人数的不断增加,机械类实训需要的各种规格的金属材料量越来越大.为了适应这种发展趋势,采用自动化的操作手段来减轻劳动强度、提高生产效率、降低制造成本、减少人力资源的投入已成为必然的趋势.
基于PLC与变频器的控制带锯床技术可实现自动传送和夹紧工件,使零件的加工完全自动化,达到高节拍、高自动化的目标,实现无人操作的高效率生产,充分满足现代化、高节奏生产的要求,具有很好的市场前景.
1 存在的问题
对于普通带锯床而言,压力和液压油温度的变化及电磁阀和继电器的滞后都影响着锯削送料的精度.下料的尺寸直接人为给定,难以定位,有一定的误差,因此,下料精度差,批量下料的一致性也不好.此外,在改变普通带锯床的下料长度时,由于需调整送料长度标尺,操作比较繁琐,每下一块料,都要人工进料、人工夹紧,特别是大件的人工进给夹紧工作非常辛苦,危险性大且需要专人专看,效率非常低.
2 带锯床的工作原理
带锯床通常要连续锯切规定长度的棒料,所以要求带锯床在设定一次参数后能自动操作,直到完成任务为止.图1为卧式带锯床的基本组成原理图,它由带锯条、锯带轮、锯架与工作夹钳等部分组成[1].当工作夹钳2把工件夹紧后,按启动按钮,主电机1通过中间机械传动链驱动锯带轮旋转,进而驱动带锯条5运动,从动锯带轮4及带锯条5等安装在锯架3上并随锯架3上下运动,由锯条5锯切工件.传统带锯床的这些动作均由手动控制操作,并由继电器、接触器等完成控制任务,故障率较高,效率较低[2].电气控制原理图见图2.
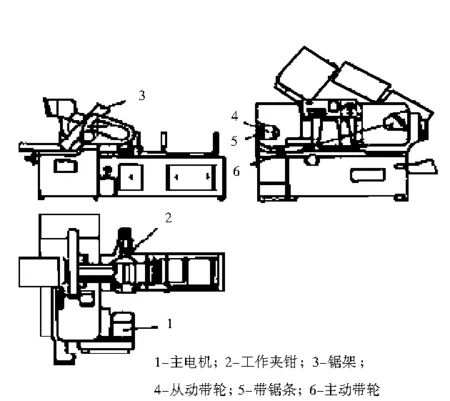
图1 卧式带锯床基本组成原理图 Fig.1 Basic composition of horizontal gig saw
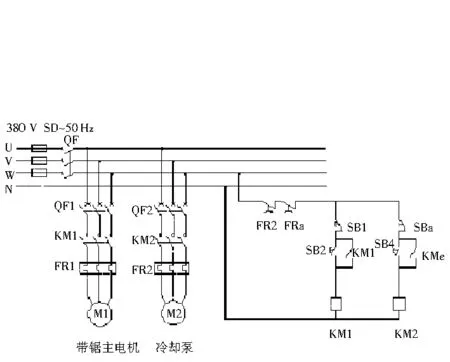
图2 锯床电气原理图Fig.2 Circuit diagram of gig saw
3 方案的设计
3.1 机械系统的改进
机械系统增加了送料皮带、送料电机及电涡流传感器(接近开关)来实现送料的高精度和自动化,如图3所示.送料电机的运行由PLC控制,而送料输出指令来自于档料位置信号传感器和物料检测传感器.送料电机运转带动皮带,由输送皮带带动送料进给,移动到达预定长度和档料开关位置时,PLC发出指令使送料电机停止送料.为保证送料不跑偏,在皮带的两侧加上档板,确保物料不产生横向位移.
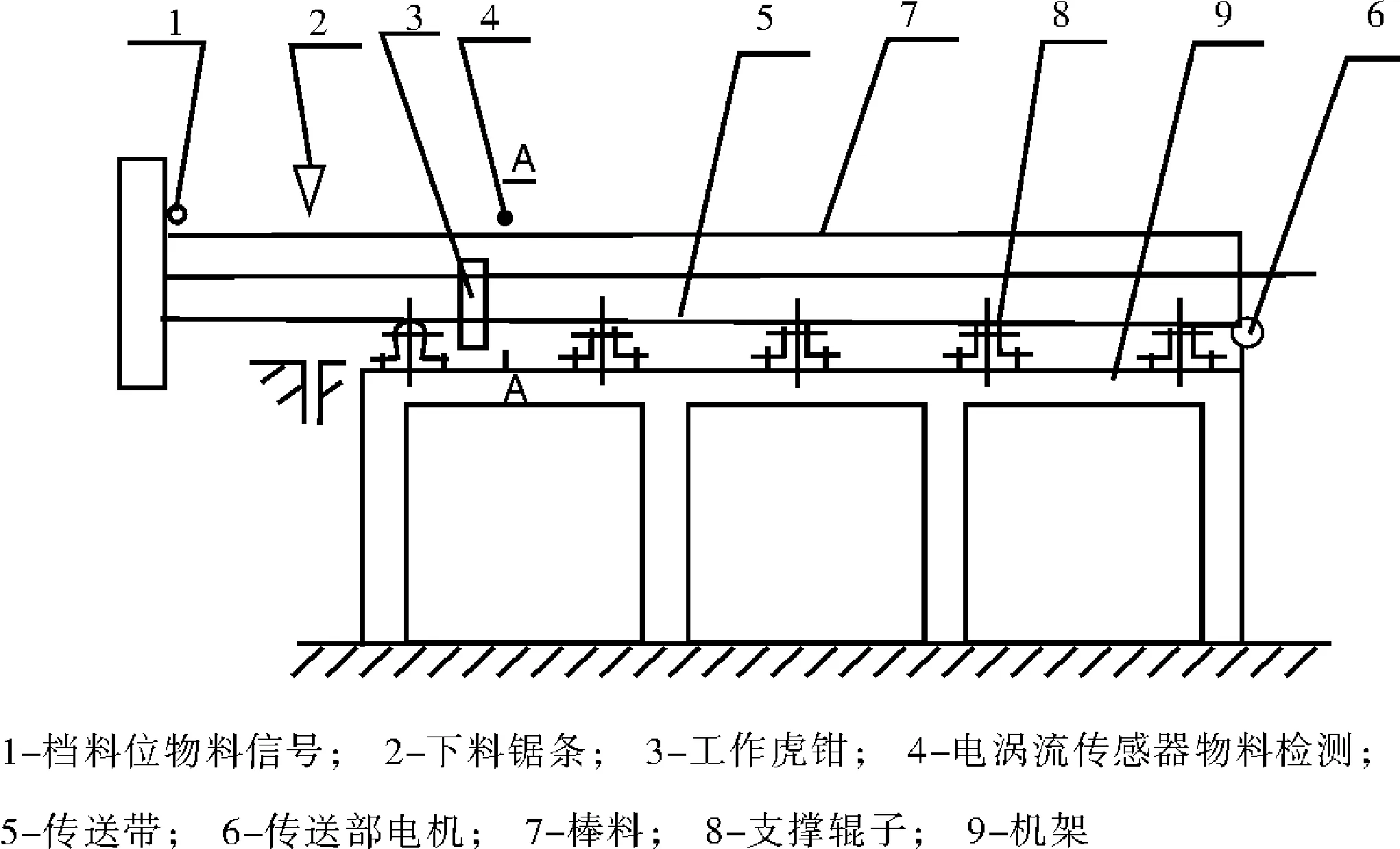
图3 锯床简易结构图 Fig.3 Simplified structural diagram of gig saw
3.2 电气系统的改进
3.2.1 送料工作流程
在电气系统中,PLC控制系统控制着整个系统的执行顺序.首先,要调好下料长度档板的位置,按下启动按钮,在气缸的作用下工作虎钳松开,启动冷却泵,在气动阀的作用下带锯上升到位,传送带物料传感器检测到有物料时,启动传送带滚筒电机工作,待档料位置传感器检测到物料到位后,停止传送物料,工作虎钳夹紧,完成锯切工作,其运动控制状态转移图如图4所示.
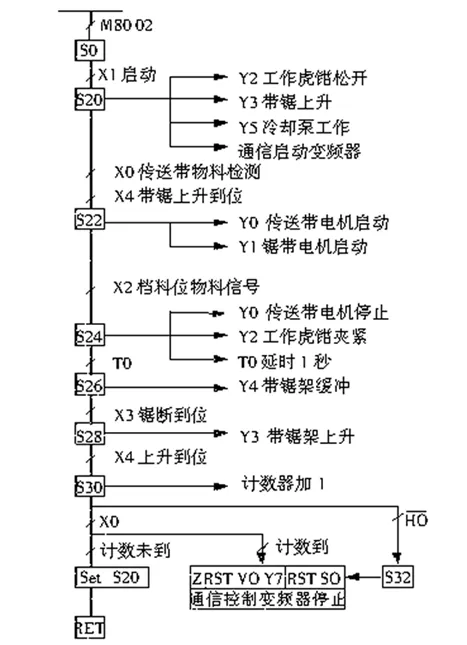
图4 锯床工作流程图Fig.4 Workflow diagram of gig saw
3.2.2 PLC的选择
(1)输入输出点数的统计
由带锯床的工作原理及运动控制状态流程图可知PLC的输入、输出点数量.
输入:启动按钮输入点有2个;选择开关输入点有1个(占2个口);检测传感器信号限位输入点4个;拨码盘输入点8个.
输出:锯床主电机KM1、冷却泵KM2、传送带滚筒电机KM3共3个;工作虎钳电磁阀YA1、锯架上升电磁阀YA2、锯架下降电磁阀YA3共3个 .
(2)PLC机型的选择
机床原配的按钮、限位开关、变压器、指示灯、热继电器、接触器等电器均需保留.作为主要操作器件的按钮及限位开关要接入PLC的输入口,每个线圈也要占1个口.本方案对热继电器采用在PLC输出端连接.
计算出带锯床需接入的PLC输入输出器件数后,确定需输入口16个及输出口6个,选用三菱FX2N-48MR,这是1种具有24个输入点和24个输出点的PLC继电器型输出.
(3)带锯床的I/O分配(见表1)
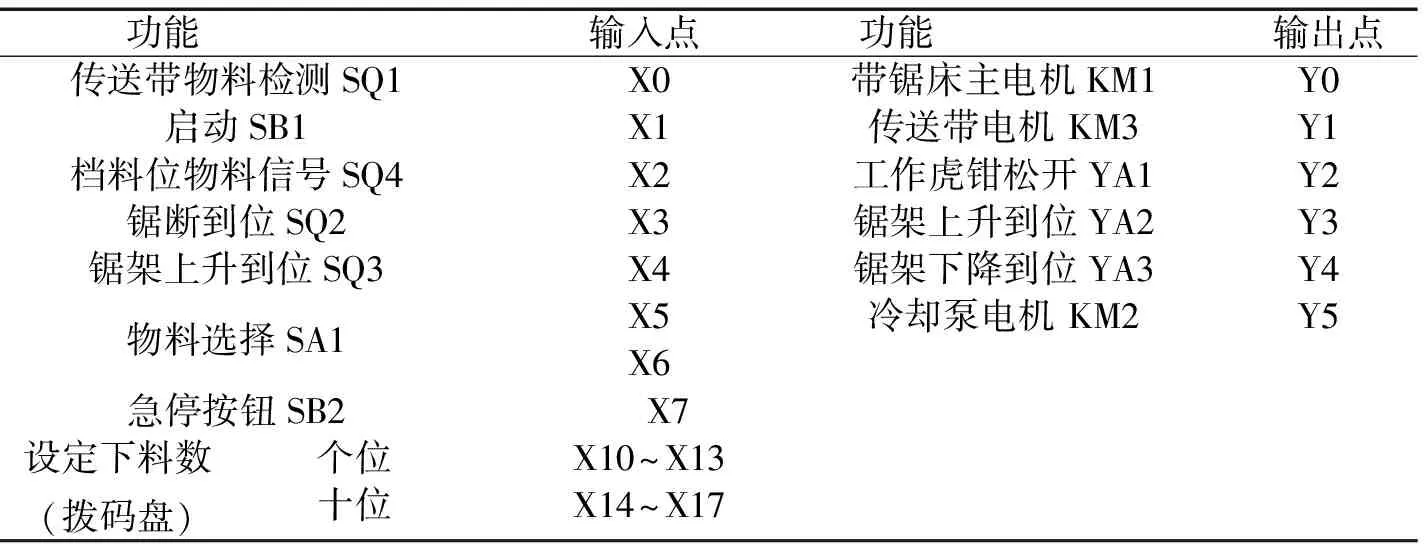
表1 PLC的I/O分配表Tab.1 I/O distribution list of PLC
(4) PLC的I/O接线图
PLC的电源由开关电源提供,由I/O分配表可绘出其接线图,如图5所示.
3.3 变频器的选择
通过改变电动机工作电源的频率以达到改变电机转速的目的,变频调速器的应用日益普遍.由于带锯床在使用过程中要经常变换不同的切割材料,对切割速度有不同的要求,而原电机是异步电动机,不能进行调速,因此,有必要在系统中加入变频器.
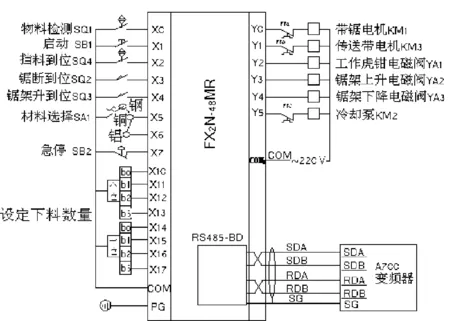
图5 PLC的I/O接线图Fig.5 I/O wiring diagram of PLC
3.3.1 选择原则
(1)变频器容量应适当大于负载所需容量.(2)变频器电流应大于电机电流[3].带锯床原有电机型号为Y132-6 1.5 KW的异步电动机,保持不变,考虑到调速系统的稳定性和性价比,选择三菱FR-A700型变频器.
3.3.2 系统构成及工作流程
机床锯架进给调速系统电气接线见图6,选择、调整机床各切削参数后,即可按照机床的工作程序,按下操作面板启动按钮,运行机床.PLC控制冷却泵及传送带电机的工作,送料到位后,锯架缓冲下降到位,锯架进给输出继电器KM1线圈得电,其常开触点闭合,按下选择材料的按钮,主电机按给定的速度进给切料, PLC与变频器应用485通讯方式进行调速控制.
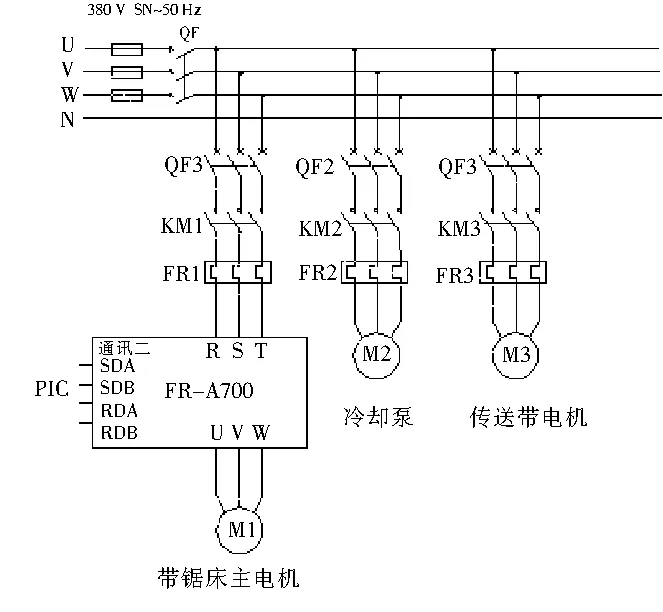
图6 带锯床进给调速系统电气接线Fig.6 Electrical connection of the cutting-feed timing system of gig saw
4 结束语
带锯床应用PLC控制系统实现了自动送料和自动夹紧功能,节省了工作人员的劳动时间,锯切完成无料时自动停机,实现了材料的准确定位,提高了加工精度,实现了无人操作的高效率生产,减轻了劳动强度,取得了较好的经济效益.带锯床的数控改造与购置新机床相比,可以节省60%~80%的费用,大大降低了生产成本.
参考文献:
[1] 高文成.全自动PLC液压控制带锯床的改造[J].甘肃冶金,2000(9):31.
[2] 张风林.应用可编程序控制器控制带锯床[J].制造技术与机床,1995(10):33.
[3] FR-A700.三菱变频器使用手册[Z].
猜你喜欢
中国设备工程(2022年12期)2022-07-11
防爆电机(2020年3期)2020-11-06
铁道通信信号(2020年8期)2020-02-06
制造技术与机床(2019年2期)2019-03-06
测控技术(2018年5期)2018-12-09
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
电子制作(2017年7期)2017-06-05
电子制作(2016年23期)2016-05-17
自动化博览(2014年12期)2014-02-28