
主缸优化并采用活塞动结构的新型缠绕式陶瓷压砖机*
2011-11-20 02:48:28韦峰山彭沪新
陶瓷 2011年8期
韦峰山 彭沪新
(佛山市恒力泰机械有限公司 广东佛山 528031)
主缸优化并采用活塞动结构的新型缠绕式陶瓷压砖机*
韦峰山 彭沪新
(佛山市恒力泰机械有限公司 广东佛山 528031)
重点介绍并分析了恒力泰新型活塞动结构的预应力钢丝缠绕式压砖机—YP5009型液压自动压砖机主缸结构的优化特点。
缠绕式压砖机 主缸结构 优化
前言
预应力钢丝缠绕式压砖机由于其自身结构特点,其主缸一般都采用传统的缸动式结构。所谓缸动式结构就是活塞(杆)相对机架的上圆梁固定,而主油缸倒置安装(缸底朝下),并由主油缸驱动活动横梁上下运动完成压制动作。对于整体式带缸底结构的油缸来说,缸动式结构的优点是活动横梁的受力面积相对增大,从而能有效减少压砖机满载工作时活动横梁的弯曲变形,可以提高砖坯的成形质量。但这种结构也存在一些不足。例如,由于油缸的结构尺寸相对活塞(杆)大很多,故其上、下运动时就占用了较大的空间,这样就不得不使布料小车的位置靠后而必须加大料车的喂料行程,因而影响了压砖机的压制速度。另一方面,缸动式结构对于抵抗偏载的能力也相对低于活塞动结构,故其主缸密封件及导向带的寿命不如活塞动结构的耐用等。
从近年来进口的新型缠绕式压砖机来看,较多采用活塞动的结构形式。例如意大利SACMI公司早期的威力系列的缠绕式压砖机都是采用缸动式结构,而最新的伊莫拉系列的缠绕式压砖机如PH5000L、PH6500、PH7500等都是采用活塞动结构形式。若比较两种系列的宣传样本中的主要技术参数,就不难发现伊莫拉系列(活塞动结构)的工作循环次数都普遍高于威力系列(缸动结构),因此缠绕式压砖机多年来采用的缸动结构又有转向活塞动结构的发展趋势。
目前国产缠绕式压砖机基本都采用传统的缸动式结构。YP5009型压砖机是目前国内首例采用活塞动结构的缠绕式压砖机,该机型在主缸结构方面作了最新优化,其特点是将过渡法兰与简单的圆环状油缸组合,作为主缸缸底的过渡法兰固定于机架上圆梁的底面,而主缸与过渡法兰的连接则沿用恒力泰专利结构,即一种压砖机的外置式主缸安装结构(专利号ZL200620064089.9)。
此外,该机型还应用了恒力泰组合结构上圆梁(专利号:ZL200620067248.0)以及下圆梁内藏式单缸伺服顶出装置(专利号:ZL01215081.9)等成熟技术,并对结构进行了最新优化和改进,使之更合理。液压与自控系统也在老机型YP5000的基础上作了较大的改进,从而使该机的压制动作更加柔和稳定,压制速度快,压制力输出准确,操控方便灵活,是一款集成创新的以压制大规格瓷质抛光砖为主的新型预应力钢丝缠绕式压砖机。
1 主要技术参数
1)最大压制力:50000kN(5000t);
2)活动横梁最大行程:195mm;
3)活动横梁下平面与工作台面间距:最大700mm,最小505mm;
4)左右立柱间净空距:1820mm;
6)用人单位评价。中医类专业学生的临床实践应用能力直接体现在实习岗位或工作岗位上,因此,用人单位可以根据学生在实习或工作岗位上的表现,对学生在校期间的实践学习效果进行判断和评价,评价结果反馈可以作为学校实践教学工作改进和完善的重要依据。
5)最大填料深度:70mm;
6)模芯最大顶出力:265kN(26.5t);
7)空循环次数:可达18次/min;
8)周期中加压次数:2~5次;
9)主电机功率:132kW;
10)主机重量:113.5t。
2 主要设计特点介绍
2.1 主缸结构优化及特点分析
目前,从国内外缠绕式压砖机的主缸结构来看,进口机型有缸动式和活塞动两种结构形式,而国产机型基本都是缸动式结构。YP5009是国产机型中首例采用活塞动结构的缠绕式压砖机。
缸动式结构的特点是,由于主活塞(杆)相对机架固定,故一般都在主活塞(杆)与机架上圆梁的底面间设置有过渡板,以便起到承上启下即相互联结的作用,同时也用作设置各种液压油通道和安装各种液压集成组件,如阀组件和增压器等。缸动式结构的主油缸又分为带底油缸和直筒组合油缸(简单的圆环状油缸与活动横梁组合,活动横梁兼作油缸缸底),前者进口机型采用多,后者国产机型采用多。显然国产机型采用后者主要因制造质量难于保证,因为带底油缸的受力状态差(缸底内圆角存在应力集中),要求坯件质量好,而国内锻造此类毛坯往往难于保证质量,故采用简单的圆环状油缸则相对容易制造又能保证质量。对于进口机型采用的整体式带缸底结构的油缸来说,前述缸动式结构的优点是通过增大与活动横梁的传力面积来改善活动横梁的受力,有利于减少活动横梁在压制过程中的弯曲变形。而国产机型因采用简单的圆环状无缸底结构的油缸,压砖机工作时作用于活动横梁的传力面积仍为活塞面积,则上述缸动式结构的优点并未得到充分体现。
事实上,即便是进口机型,例如国内早些年就引进的个别板框结构的压砖机,也采用类似的主缸结构,但大约使用5年后,多在缸底高压油道孔附近因出现疲劳裂纹漏油而造成整个油缸报废。
YP5009型压砖机则采用一种新型活塞动结构,其特点是缸筒与缸底采用分体式组合结构,彻底解决了上述带底油缸存在的诸多应力集中难题,从而大大提高了主缸工作的可靠性和疲劳寿命。现对其结构特点分析如下:图1为YP5009型压砖机的主机结构简图,该主缸为组合式结构,即油缸5为简单的圆环形状,在其顶部与上圆梁1的底面之间设置有过渡法兰4,过渡法兰作为主缸缸底,过渡法兰4通过螺栓吊装于上圆梁1的底面,并利用充液阀3的阀座部分定位,而油缸5与过渡法兰4的固定连接方式则采用专利结构,即一种外置式主缸安装结构(专利号ZL200620064089.9)。其特点是在主缸下面的下法兰7的外面套有挂圈9,再利用呈四角分布的8根长螺栓10穿过挂圈将油缸夹紧固定在过渡法兰4的下面,而恒力泰梁柱机型采用这种外置式主缸结构,则是直接将油缸夹紧固定在上横梁的下面。该专利结构已在恒力泰梁柱机型使用多年,并通过了恶劣的疲劳工况考验。其突出的优点是很好地解决了主缸高压膨胀变形对联接螺栓造成的易于损坏的难题,而且结构简单,制造容易,使用持久且稳定可靠。因此,缠绕式压砖机将结构稍作改动后沿用该项专利技术也是稳定可靠的,至于制造方面因油缸形状简单,目前批量锻坯采用的碾环工艺完全可以确保主缸的毛坯质量。
另一方面,由于主缸采用分体式结构,故在其缸底亦即在过渡法兰上设置各种液压油通道和安装液压阀组件都是安全可靠的。例如,YP5009型压砖机的增压器11就安装于过渡法兰4的前面,后面则用于安装液压阀组件,其通往主缸的高、中、低液压油都是通过过渡法兰4内的通道直接进入主缸的。
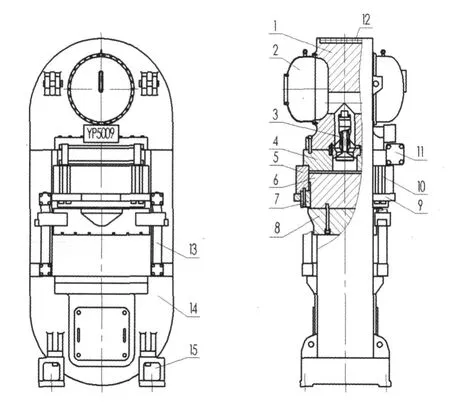
图1 YP5009型主机结构简图
2.2 优化梁体结构,确保缠绕式机架可靠耐用
经过近十年来中国建陶企业的应用证明,国产大型陶瓷压砖机采用预应力钢丝缠绕式结构机架已被行业所认可。该结构的突出优点是更适应陶瓷压砖机特有的高周期疲劳工况特点,抵御昼夜不停的恶劣工况的能力强,而且也有利于在国内制造。
作为国内最大的陶瓷压砖机专业生产制造企业,恒力泰公司的缠绕式压砖机也在不断地优化与创新,加上多年来一直采用可靠过硬的缠绕工艺予以保证,使主机结构更合理,可靠性更高。
YP5009型压砖机的机架结构较早期的YP5000有了较大的改进。例如,上圆梁采用了恒力泰新一代缠绕式压砖机广泛采用的组合结构上圆梁(专利技术:专利号ZL200620067248.0),并对梁体内外部结构以及充液油箱容积作了最佳优化。而早期的YP5000型压砖机的上圆梁则采用的是传统内置式油箱结构,即上圆梁本身的体积稍大,其内部为空心结构,利用其内部的空腔作为压砖机所必需的充液油箱。从主机结构简图可以看出,组合结构上圆梁的特点是将简单的椭圆罐盖2通过圆周均布的螺钉固定于上圆梁1的前后外壁面,利用其间形成的前后空腔作为压砖机的充液油箱。因此,该结构很好地解决了缠绕式压砖机因其顶部有钢丝层12而无法设置顶置油箱,或传统内置式油箱结构因考虑上圆梁强度和刚度使其容积受到一定限制的难题。
经过多年来的使用考验证明:该结构简单、实用可靠,不仅上圆梁的受力状态好,尤其它的芯部为实心结构使上圆梁的弯曲变形更小。此外,这种上圆梁结构铸造时还省略了传统内置式油箱结构工艺上所必需的内泥芯,使铸造更加容易,铸件质量更容易保证。另一方面,椭圆罐盖本身受力好(压力容器常用),而且顺应上圆梁变形的能力强,因而其与上圆梁的垂直贴合面间的密封可靠耐用,例如YP系列缠绕式压砖机中最早应用该项技术的YP7200以及早期的YP4000已创下使用5年以上不渗漏油,零部件不损坏的记录。
正是利用这一专利技术的优点,使YP5009型压砖机的充液油箱容积相对老机型YP5000的内置式油箱容积有了较大的提升,因为不需改变上圆梁1的任何结构,而只需将椭圆罐盖2的直筒段适当加长即可方便地增大充液罐的总容积。从而确保了压力式油箱的气压稳定,波动小,以便有利于提高活动横梁空程运行的平稳性以及低压压制力输出的精确性。
2.3 活动横梁采用四杆导向结构
从主机结构简图可以看出,分别设置于机架左右立柱前后面的四组导向杆13组成活动横梁8的导向装置。由于YP5009的主缸结构庞大,而且采用外置式安装结构,故采用四杆导向更加合理可靠。该装置在原来YP5000型压砖机的前置两杆导向的基础上作了较大的改进,同时也借鉴了恒力泰超大型宽体压砖机YP7200L四杆导向的成功经验。该导向装置采用右前左后分布的两根导向杆为主导向杆,另外增设左前右后两根辅助导向杆,辅助导向杆安装时以两根主导向杆为基准并按特定工艺配制,相关件严格配装,之后合理分配主、辅导向杆铜轴瓦的配合间隙,从而能有效地保证活动横梁在压制过程中,无论上、下空程运动,还是压制阶段等,都能保证动作顺畅自如,不会出现因多杆导向常见的卡阻、别劲等现象。
采用四杆导向结构,可以确保活动横梁在升、降过程中相对工作台面的位置精度准确可靠,能有效提高活动横梁的抗偏载能力,从而保证了大规格陶瓷砖坯的成形质量。
2.4 液压系统的设计特点
YP5009型压砖机,既继承了YP系列压砖机液压系统可靠性高的传统,又在节能降耗及控制优化上有较大的改进。
例如,该机型将YP中小机型(YP3500及以下)成熟应用的低压增速回路移植至大型缠绕式压砖机上。低压增速,是指在陶瓷压砖机低压压制过程中,利用增压器大小端面积差和压砖过程中低压压力低的特点,在低压阶段向增压器小端输入压力油,增压器大端按增压器的增压比输出流量倍增、压力倍减的液压油进入主缸。降低了低压阶段的能耗,提高了能源的利用效率。根据计算此项技术降低单次压制能耗近10%,也就是说,在动力配置不变的情况下,应用低压增速功能,压砖机可以产生更大的产量与效益。
3 结论
1)采用先进的液压比例控制技术,使低、中、高压压力都可通过比例阀进行比例流量和压力控制,从而实现对压制过程中加压速度及压制力输出的精确控制,压砖机对各种粉料的适应能力得到加强。低压和高压的压制力的偏差都可以控制在1%以内,使砖坯在压制过程中的排气更稳定,砖坯尺寸精度得到保证。
2)该机的活动横梁运动采用三通比例阀控制。三通比例阀控制与传统的二通比例阀+插装阀的控制方式相比,控制元件减少(一个三通比例阀完成上升、下降、加速、减速的所有控制),油路简化,响应速度提升,慢速运动时的控制更加精细、稳定。因此,该压砖机的活动横梁在加速、减速运行时更加柔和平稳,也有利于排气动作的稳定。
3)YP5009型压砖机在操作控制上,较早期的旧机型也有较大的改进。在压砖机压制和活动横梁运动的每一步骤中,进行控制的比例阀都按照动作特性的要求,根据预先设定的模型和输出动作的反馈,实施运动控制,控制加压的速度及压力,控制动梁的加速与减速。由于精确的控制,不仅提高了动作的质量和稳定性,还减少了液压系统工作之中的压力冲击和振荡,使压砖机能够长期稳定地工作。
1 韦峰山,等.主机结构优化的YP7200L型宽体陶瓷压砖机.全国性建材科技期刊——陶瓷,2010(10):32~36
2 韦峰山,温怡彰,叶松君.梁体结构优化的恒力泰新一代宽体高校压砖机.全国性建材科技期刊——陶瓷,2010(2):50~52
3 韦峰山,康建喜.陶瓷液压压砖机立柱结构的疲劳分析研究.全国性建材科技期刊——陶瓷,2010(5):46~48
TQ174.5
A
1002-2872(2011)08-0033-03
韦峰山(1961-),高级工程师,副总工程师;从事陶瓷液压压砖机的研发工作。E-mail:wfs86043@163.com
猜你喜欢
汽车维修与保养(2021年12期)2021-03-08 09:34:00
汽车维修与保养(2020年10期)2021-01-22 06:36:54
民用飞机设计与研究(2020年4期)2021-01-21 09:15:26
家庭影院技术(2019年11期)2019-12-09 09:14:08
家庭影院技术(2019年1期)2019-01-21 02:25:02
测控技术(2018年1期)2018-11-25 09:43:50
无人机(2018年1期)2018-07-05 09:51:02
科技资讯(2016年12期)2016-05-30 05:07:58
现代制造技术与装备(2015年4期)2015-12-23 10:20:22
弹箭与制导学报(2015年1期)2015-03-11 15:32:27
