
基于SFC的自动上卷功能的设计及应用
2011-11-18 08:02:48马艳阳翟周科王小实马永军
重型机械 2011年4期
马艳阳,翟周科,王小实,马永军
(1.陕西国防工业职业技术学院,陕西 西安 710302;2.中国重型机械研究院有限公司 陕西 西安 710032)
1 前言
在板带材生产线上,为了提高生产效率,设置自动上卷装置,以减少辅助的准备时间。自动上卷是高度对中、宽度对中和动作过程顺序控制的集合体,自动上卷的关键指标是卷材的卷径和宽度的测量精度。
2 自动上卷的基本原理与系统组成
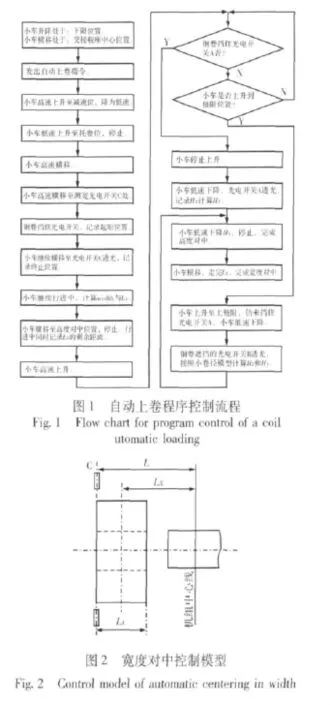
自动上卷是通过超声波进行卷径测量、编码器进行位置控制、接近开关进行位置检测和PLC进行顺序控制来完成的。自动上卷程序控制流程如图1所示。
2.1 宽度自动对中
光电开关配合编码器进行宽度对中。横移小车在前进过程中,当钢卷挡住光电开关,光电开关发讯,使安装在横移小车车轮上的绝对值编码器开始计数(初始值为X0),当光电开关信号消失时,记录下此时编码器的数值(X1),通过X1-X0计算出钢卷的宽度,由于初始位置到开卷机卷筒中心位置固定不变为L,可以计算出从初始位置到开卷机卷筒中心,横移小车应走的距离LX=L-(X1-X0)/2,便可以进行宽度自动对中。宽度对中控制模型如图2所示。图2中C点为宽度测量光电开关,上卷小车横移位置由绝对式编码器检测。
2.2 高度自动对中
可以通过超声波结合接近开关进行高度对中或利用超声波结合编码器进行高度对中,以及利用光电开关组合进行高度对中。
(1)利用超声波结合接近开关进行高度对中。此方法在进行高度对中时所需时间较长,上升小车必须下降到最低位才能进行高度对中,且超声波的量程增大。
(2)利用超声波结合编码器进行高度对中。此种方法可以在任意位置进行高度对中,并且极大缩短高度对中的时间,但成本比较高。
(3)利用光电开关组合进行高度对中,此种方法可以在任意位置进行高度对中,并且极大缩短高度对中的时间,成本比较低。高度对中控制模型如下图3所示。
图3中A、B两点为测高光电开关,小车升降基准是小车下极限位置,上卷小车升降位置由绝对式编码器检测。
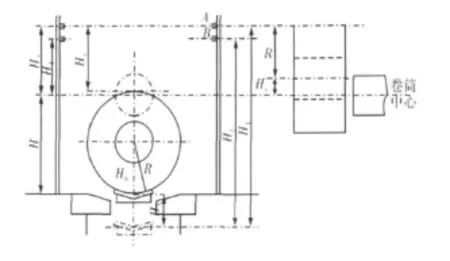
图3 高度对中控制模型Fig.3 Control model of automatic centering in height
本工程上卷最大卷径为2 100 mm;最小卷径为1 100 mm。临界卷径为1 380 mm。直径大于1 380 mm的钢卷可以在小车上升行程内遮挡光电开关A,按照大卷参数进行计算与控制。直径小于1 380 mm的钢卷在小车上升到上极限时遮挡不住光电开关A,但已遮挡光电开关B,因此需按照小卷参数进行计算与控制。
通过测量可以得到Hx。
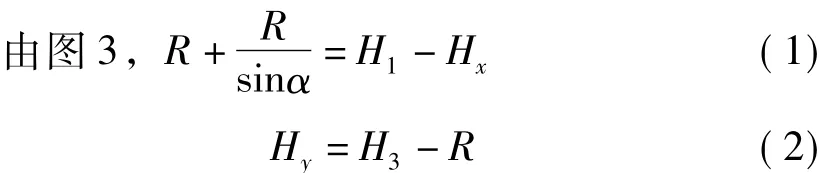
控制系统控制钢卷下降Hy,实现钢卷高度对中。
以上是以大卷为例进行描述,如果小车上升之前开关A和开关B均透光,则说明钢卷比较小,小车上升遮挡住光电开关B后开始下降,小车在下降过程中,光电开关B透光,记录Hx,同时将小卷径参数H1与H3带入式(1)与式(2)计算出Hy,完成高度对中。
2.3 操作方法
自动上卷自动操作过程中可以人工手动干预。操作工只须将上卷打到自动方式,按启动按钮,PLC控制程序便自动控制小车上升,先进行宽度测量,然后进行测径、高度对中,最后进行宽度对中,完成整个自动上卷。
2.4 PLC程序的实现
使用Siemens step7或pcs7来编写程序,采用梯形图或CFC编写逻辑控制,采用SFC来编写顺序控制。部分控制程序如图4、图5所示。
3 影响自动上卷的因素
影响自动上卷不准确的因素主要集中在以下两方面:
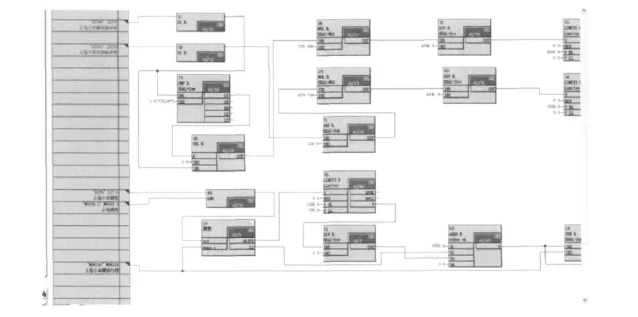
图4 CFC编写的编码器计数部分Fig.4 Encoder count section compiled with CFC
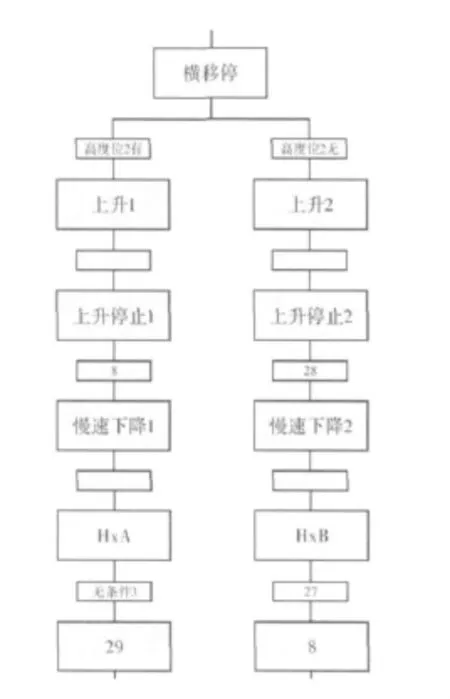
图5 SFC编写的顺控部分g.5 Sequence control section compiled with SFC
(1)硬件系统故障率高,工作不可靠。原因是有些传感器的性能不良、容易损坏,或者安装位置不合适,造成自动上卷无法进行。
传感器的精度和安装位置直接决定了自动上卷的效果。例如安装在小车车轮上的编码器出现打滑时,就会影响高度和宽度的测量;当超声波安装初始位置改变时,就会影响计算数据。因此,在设计选型时应加以重视,选择世界上的知名品牌(P+F、图尔克等)保证传感器自身寿命;另外,传感器的安装设计应该重视调整、更换的方便性,适当增加保护机构以防止意外撞坏。
(2)液压系统设计中液压阀的选型问题。一般的上卷小车升降采用油缸驱动,选用三位的开关阀,当不同重量来料的钢卷其缓冲不同,造成自动上卷停位不准。
解决这种问题的方法是选用精度高的比例阀,避免开关阀的缺点,以达到高精度要求。
4 结束语
自动上卷在平整机和轧机上的应用大大提高了生产效率,为企业带来了效益。在今后工程设计中注意以上影响因素,合理的配置,自动上卷功能一定能得到充分的应用。
猜你喜欢
冶金设备(2021年2期)2021-07-21 08:44:24
设备管理与维修(2021年1期)2021-03-05 04:05:56
商品与质量(2020年33期)2020-11-07 02:19:42
现代商贸工业(2018年31期)2018-12-08 11:17:54
成都信息工程大学学报(2018年3期)2018-08-29 01:08:40
电子测试(2017年11期)2017-12-15 08:56:50
电子设计工程(2017年20期)2017-02-10 03:39:29
设备管理与维修(2016年7期)2016-04-23 06:51:42
国防制造技术(2016年2期)2016-03-12 17:34:26
电子器件(2015年5期)2015-12-29 08:42:24
