
疵点记忆式安全过带功能在可逆式板带轧机生产中的应用
2011-11-18 08:02:48董丰收韩俊峰
重型机械 2011年4期
董丰收,韩俊峰,尤 翔
(中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
在可逆式板带轧机生产中,带卷的对接焊缝、裂边等有缺陷的带卷区或点(统称‘疵点’)通过轧制变形区之前,机组自动降速按限定的速度通过疵点区域,然后再自动升速恢复机组的正常生产速度。完成有瑕疵的带卷区或点在限定速度内安全通过轧制变形区的功能,防止机组断带、跑偏等现象的发生。使得这种方法可行、可靠,而且在实际使用时操作简单方便。在实际应用中得效果良好。
传统的金属板带材加工机组由左右卷取机、左右轧线线速度测量辊、主轧机(也可以是类同设备)、左右上卷、卸卷小车等设备组成,如图1所示。
左右卷取机设备为恒张力控制,主轧机为速度控制。机组在正常生产时运行速度相对较高,在来料有带材对接焊缝点、缺陷区经过轧制变形区时,容易发生断带、跑偏现象。为了减少或避免类似不安全现象的发生,就要求机组在有疵点区通过轧制变形区时必须限速通过。
基于这种工艺要求,开发了疵点记忆式安全过带功能。
2 在左右卷取设备上增设记长或记圈功能

图1 机组组成Fig.1 Constitution of metal strip rolling equipment
左右卷取设备具备记长或记圈功能是标定和识别疵点区的基本条件。只有具备此功能才能在带卷上标识出某疵点的唯一位置(长度值或圈数值)。为了防止机组在松卷、滑带等情况下记长不准确,通常采取记圈的方法来标识疵点。
在此方案中卷取设备的计圈功能由左右卷取机拖动电机的增量式编码器来完成。采用分辨率为每圈1024的增量式编码器,通过高速计数模块进行脉冲数累计计圈。经过量纲变换的脉冲数可以对应到相应卷取机卷取带卷上的每个长度点。虽然圈数值在换算长度时存在卷径变化的问题,但并不影响圈数和带长相对应的唯一性,即任意一圈数值对应唯一的带长位置值。
假定卷取机电机编码器分辨率为F,卷取机减速比为N,计数器当前值为R,则当前的圈数位置为

此时卷取机圈数测量精度为F×N,按当前一般元件选择时其精度远远大于实际需求。考虑到实际需求,在此的圈数值选用一位小数。
3 对标定疵点区的长度(圈数)位置标定
在第一道次或使用疵点记忆安全过带功能之前,必须标定各疵点的长度(或圈数)位置。疵点区域的标定可为手动或自动方式。
在设备进行第一道次或专门的疵点标定工作道次应慢速运行,当进入疵点区时,手动按下疵点标定按钮,此时自动控制系统对当前卷取机圈数进行存储和数据处理。自动控制系统首先存储当前位置,然后根据当前的机组运行速度、设定的后道次运行速度对疵点区的起始位置进行适量的调整;当疵点区域完全通过后,操作人员手动弹起疵点标定按钮,自动控制系统对疵点区域结束点的圈数数据进行处理、判断后存储。通过疵点区域起始点和结束点的标定完成一个疵点区的标定。
在进行自动疵点区域标定时,将特定格式的疵点区域数据文件导入到机组自动控制系统中。自动控制系统对读取的相关数据进行检测判断,经操作人员确认后一次性标定好所有疵点区域的标定。
4 邻近疵点区的合并功能
在两个疵点区相邻较近时(相邻疵点合并的距离可以设定),自动控制系统可以自动将两个疵点区合而为一,从而避免机组过于频繁的加速/减速影响机组平稳性。
在接收到新的疵点区域起点标定时,自动控制系统根据设定的疵点合并距离将当前标定位置与上一疵点区域结束点间的圈数(距离)进行比较和优化。当其间距小于合并距离设定时,将此疵点区域起始点忽略不计,并取消上一疵点区域的结束点标定,等待下次结束点标定作为合并后的疵点区域结束点;当其间距大于合并距离设定时,按正常的手动疵点区域标定程序进行标定运行。
5 疵点区位置自动向下道次传递
在开卷侧进入疵点区时,自动控制系统自动判断并给出信号,将卷取侧的当前圈数记忆存储(作为下道次当前疵点区的结束点)。在开卷侧判断疵点区已通过时,控制系统同样给出信号,将卷取侧的当前圈数记忆存储(作为下道次当前疵点区的开始点)。如此类推可以将当前道次所记忆的所有疵点区,由开卷侧逐次传递到卷取侧,提供给下一道次使用,而且不受加工带卷延伸的影响。
左右卷取机疵点区域见表1。
疵点区域存储表可以根据标定的疵点数量进行大小调整。
当机组由左向右轧制,轧制区接近第一个疵点起始位置时,轧线根据当前的机组速度选择提前减速距离和减速度。以保证在到达疵点区域起始点位置(LD1)时机组速度能够降到允许的运行速度,达到安全过带功能。同时右卷取机将计得的当前圈数值存储到右卷取疵点记忆位置(RD10);当第一个疵点区域结束位置(LD2)顺利通过轧制区后,机组开始升速进行正常速度轧制,同时右卷取机将计得的当前圈数值存储到右卷取疵点记忆位置(RD9)。
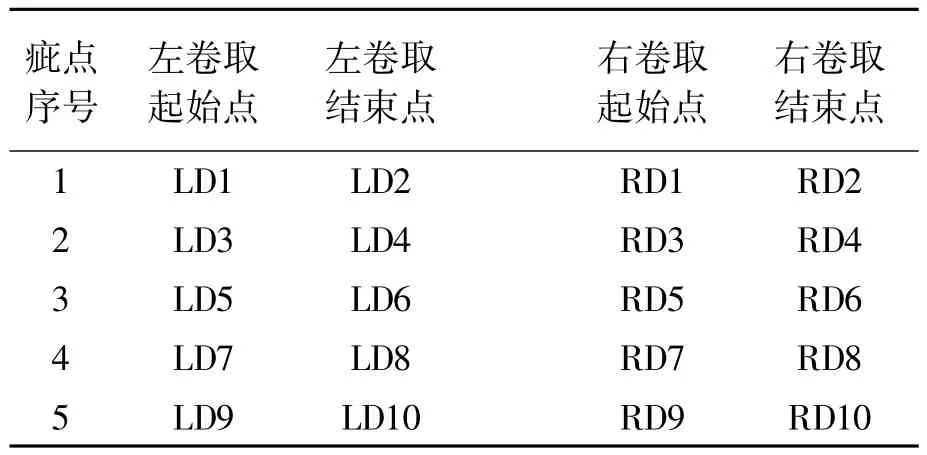
表1 左右卷取机疵点区域Table 1 Defect region table of right and left winders
如此类推,轧线通过位置LD3时,右卷取存储RD8。轧线通过LD4时,右卷取存储RD7;轧线通过位置LD5时,右卷取存储RD6。轧线通过LD6时,右卷取存储RD5。
当机组由右向左轧制时,情况类同。轧线通过位置 RD1时,左卷取存储LD10。轧线通过RD2时,左卷取存储RD9;轧线通过位置RD3时,左卷取存储LD8。轧线通过RD4时,左卷取存储LD7。
在疵点记忆式安全过带功能正常运行,并且疵点区域位置自动传递的过程中,可以通过手动、自动方式添加和删除疵点区,被确认的新疵点区域数据能够即刻生效,投入运行。
6 通过轧制变形区时自动限速
在疵点记忆式安全过带功能投入工作时,控制系统实时读取开卷侧的当前圈数实际值与疵点记忆值进行比较,当将要进入疵点区时,机组提前减速并限速通过疵点区(减速提前量可以调整),根据圈数判断疵点区尾端通过后,机组开始升速恢复到通过疵点前的机组运行速度。
在疵点记忆式安全过带功能使能时,首先,自动控制系统读取第一个疵点区起始位置值与当前机组的轧制位置进行比较获取可用于减速的减速距离;然后,将当前的速度、机组运行速度和安全过带速度值进行机组降速幅度的运算;机组自动控制系统根据可用的减速距离(随机组运行在变化)和安全过带减速幅度及机组设定的减速率进行综合运算,确定机组通过疵点时的减速起始位置。
通过疵点区域时,当自动控制系统检测到疵点区域结束点动过轧制区时,系统根据设定的加速度自动恢复到正常。
7 结束语
在可逆式板带轧机上,使用控制软件实现了疵点记忆式安全过带功能,在不增加用户投资的情况下,解决了有疵点区通过轧制变形区时必须限速通过的问题。投入现场使用后,有效的减少了实际生产中断带、跑偏、故障停机等异常事件的发生,大大提高了机组作业率和产品成材率。
[1] 孙一康.带钢冷连轧计算机控制[M].北京:冶金工业出版社,2002.
[2] 华建新,王贞祥.全连续式冷连轧机过程控制[M].北京:冶金工业出版社,2000.
[3] 杨节.轧制过程数学模式[M].北京:冶金工业出版社,1983.
[4] 许建勇.冷轧板形的系统控制[J].轧钢,1999(3):49-50,54.
猜你喜欢
纺织科技进展(2021年3期)2021-06-09 08:07:20
科学与财富(2020年24期)2020-10-27 05:45:57
汽车维修与保养(2020年11期)2020-06-09 05:42:16
电子技术与软件工程(2019年22期)2020-01-16 07:39:14
四川蚕业(2018年3期)2018-11-19 09:12:02
家庭医药·快乐养生(2018年9期)2018-09-27 20:33:52
恋爱婚姻家庭·养生版(2018年12期)2018-01-15 02:25:26
中国惯性技术学报(2017年1期)2017-06-09 08:15:14
光学精密工程(2016年3期)2016-11-07 09:03:34
文体用品与科技(2016年5期)2016-04-08 06:00:20
