基于CosmosWorks的折弯机液压补偿能力的分析
2011-11-16 04:37张子东王志明谈传明曹光荣
锻压装备与制造技术 2011年6期
张子东,王志明,谈传明,曹光荣
(1.南京理工大学 机械工程学院,江苏 南京 210094;2.江苏亚威机床股份有限公司,江苏 江都 225200)
基于CosmosWorks的折弯机液压补偿能力的分析
张子东1,王志明1,谈传明2,曹光荣2
(1.南京理工大学 机械工程学院,江苏 南京 210094;2.江苏亚威机床股份有限公司,江苏 江都 225200)
建立了折弯机的三维模型,分析了下横梁液压补偿机构的原理并对其进行了设计计算。采用有限元软件CosmosWorks对折弯机下横梁进行了静力分析,定量地描述了下横梁的变形和应力分布状态。通过折弯角度的误差分析以及折弯机滑块与下横梁上表面的挠度曲线的对比研究,得到液压补偿装置的变形规律,验证了液压补偿系统具备对下横梁的挠曲变形进行补偿的能力,为液压补偿装置的设计和使用提供了理论依据。
机械制造;液压补偿装置;折弯机;挠度
1 引言
折弯机是制造业中广泛使用的板材折弯设备。随着人们对各类工业产品数量和质量要求的不断提高,对工作母机的要求也越来越高。折弯机在对板材进行折弯加工时,机器满载或接近满载时,滑块和下横梁会产生弹性变形,即滑块中间向上拱起,下横梁中间向下凹,改变了板料折弯时中间部位的凸模进入凹模的深度,导致下横梁上压力的不均匀,严重影响了折弯工件的角度及直线精度。为了消除下横梁变形带来的不利影响,需要对下横梁的挠度进行补偿。液压补偿通过在下横梁下部布置辅助液压缸,在折弯时使得下横梁中部产生向上的弹性变形,形成挠度自动补偿系统。下横梁的变形抵消了机床滑块的变形,保证了加工结合面的精度,有效地克服了被加工件的挠度[2]。
我国折弯机的整体设计水平还比较落后,绝大多数生产企业基本沿用了传统的设计方法,即以经验和产品试制为基础的设计方法。随着CAE技术的进步和普及,有限元方法等现代结构分析方法已广泛应用于工程设计,尤其在压力机械设计中取得了显著的技术经济效益[3]。
利用CosmosWorks,对PBB-400/5100数控板料折弯机下横梁进行静力分析,定量地描述下横梁的变形和应力分布状态。通过折弯角度的误差分析,以及对折弯机滑块与下横梁上表面的挠度曲线的对比研究,验证了液压补偿系统对下横梁的挠曲变形的补偿能力,为液压补偿装置的设计和使用提供了理论依据。
2 几何模型
2.1 折弯机三维模型
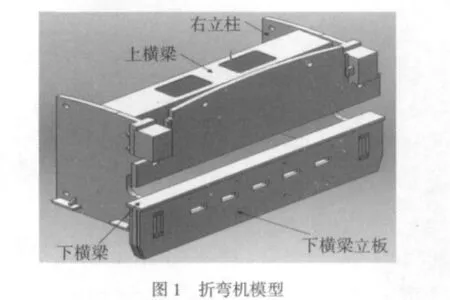
这里的折弯机架体模型是以PBB-400/5100数控板料折弯机架体为原型设计的。折弯机架体主要由左右立柱、滑块、上横梁、下横梁、下横梁立板及相关连接件组成。见图1所示。
1.2 下横梁液压补偿机构的原理与设计计算
液压补偿装置由多个小油缸——补偿缸、主板、及柱塞等组成,如图2所示。

补偿油缸的底座与外侧的前后立板相接触,中间的柱塞杆作用在下横梁上。在补偿压力的作用下,柱塞杆对下横梁产生一个向上的作用力,使下横梁产生向上的挠度变形,形成加凸的理想曲线,保证其受力后与滑块的相对位置关系不变,提高加工零件的精度。与此同时,在前后立板上产生一与之大小相等、方向相反的反作用力。液压补偿的优势在于充分利用液压原理,补偿量随着负载的增大而增大,不需要或者很少需要对补偿量进行调整[4]。启动液压挠度补偿时,使得工作台面是连续、平滑的变形曲线,能够得到理想的折弯工件,更加方便用户的使用,但其成本高,结构较复杂[5]。
PBB-400/5100数控板料折弯机公称折弯力为4000kN,为了分析折弯机在满负荷作用下机架、滑块、前后立板以及中立板的应力分布以及变形情况,在折弯机滑块下端面与中立板上端面上分别施加4000kN向上、向下的压力。
根据滑块与下横梁的挠曲变形计算公式,可得滑块的挠曲变形[6]、下横梁的挠曲变形[7]为:

由此可以估算出每个补偿油缸的理想补偿力的大小,约为960kN。
3 下横梁静力分析
CosmosWorks运用单元大小为25mm划分网格。下横梁用材Q235A,弹性模量210000MPa,泊松比 0.28,密度 7800kg/m3。
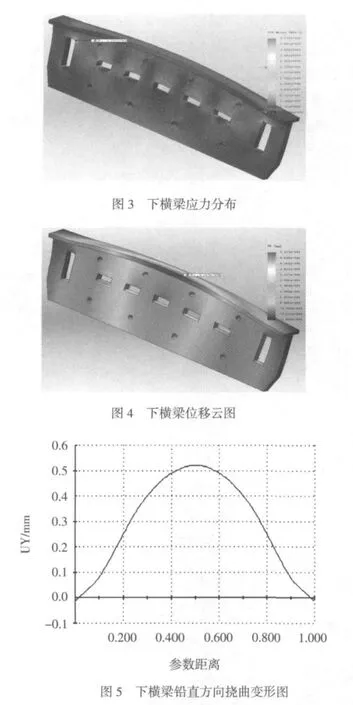
折弯时,油缸对滑块产生一向下的折弯力,这一折弯力经折弯工件传递到下横梁,在下横梁上产生一向下的压力4000kN。同时为了补偿折弯力对滑块和下横梁产生的挠度变形,在下横梁与前后立板上安装了挠度补偿机构,机构会对下横梁产生一向上的理想补偿力960kN,同时在前后立板的挠度补偿油缸的支撑面上施加480kN的压力。在下横梁上施加折弯力与补偿压力的外部载荷,在折弯力与补偿压力作用下,下横梁的应力分布如图3所示。从图中可以看出,在补偿油缸安装孔的角上以及下横梁与垫块的接触处会产生比较大的应力集中,最大的应力σmax=379MPa产生在下横梁与垫块的接触处。图4为得到的下横梁的位移情况,从图中可看出,最大的挠曲变形发生在下横梁的中点处,最大的挠曲变形量为0.534mm。图5为下横梁铅直方向挠曲变形图。
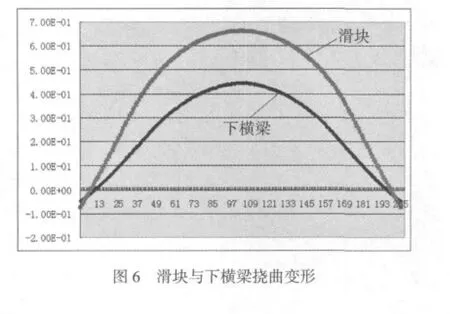
影响折弯零件精度的主要因素为滑块与下横梁相对挠曲变形,文中滑块相对挠曲变形曲线已知。将滑块与下横梁的挠度变形合成在一个图形中,得到图6。
从图6可以看出,此类型折弯机滑块与下横梁的挠曲变形方向相同,挠曲变形的曲线基本吻合,有利于减小折弯零件的角度误差。下横梁挠度相对滑块的挠度较小,说明理论计算得到的补偿压力还不足以补偿滑块的挠曲变形。
4 液压补偿能力分析
通过对无液压补偿机构时折弯工件的角度误差和加入液压补偿机构后折弯工件的角度误差进行计算分析,定量分析折弯机挠度补偿能力。
4.1 折弯角度误差分析
折弯力作用下,折弯机滑块与下横梁会产生挠曲变形,如果不加以补偿,折弯工件将产生角度误差。角度误差计算模型见图7。

折弯工件角度误差为:

表1对无补偿与补偿后不同规格板材的角度误差进行了理论计算,其中补偿缸的压力为主油缸压力的0.9倍。从表中可看出,折弯机无补偿时,折弯工件的角度误差较大,加入补偿后,折弯工件的角度误差大大减小。理论计算的补偿压力值偏小,并不能较好对滑块与下横梁的挠度误差进行补偿,如需进一步提高精度,实际使用中可加大补偿压力的大小。
4.2 液压补偿机构补偿能力验证
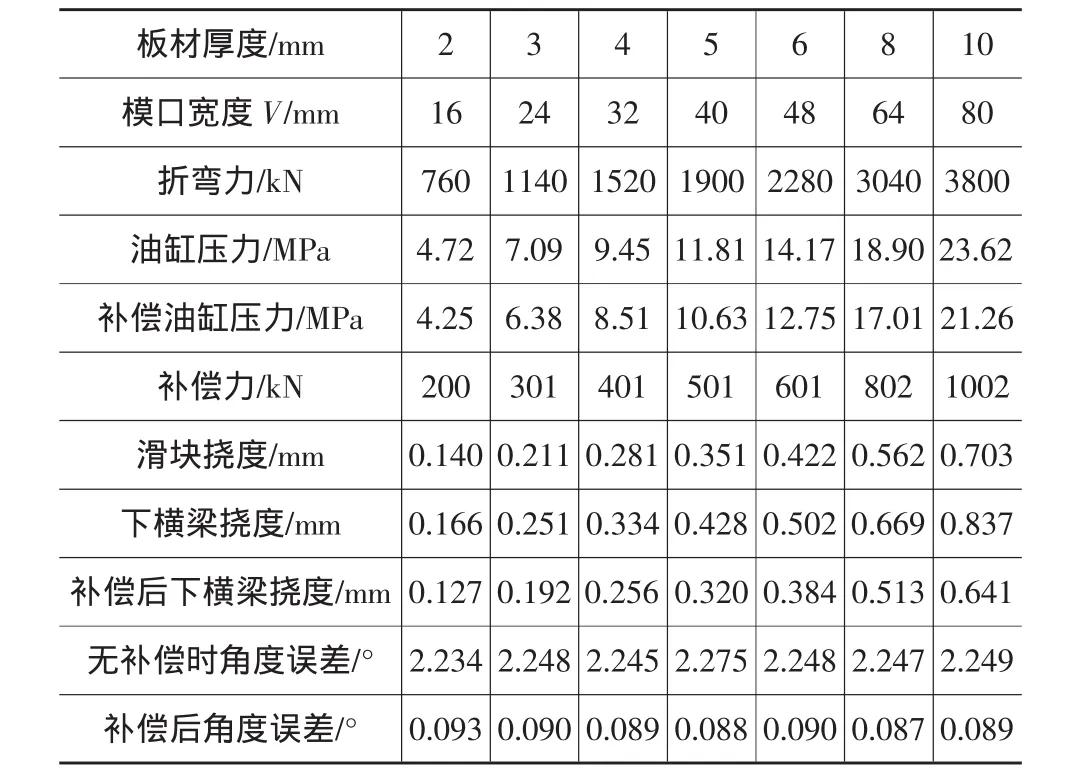
表1 不同规格板材折弯时无补偿时与补偿后折弯工件角度误差
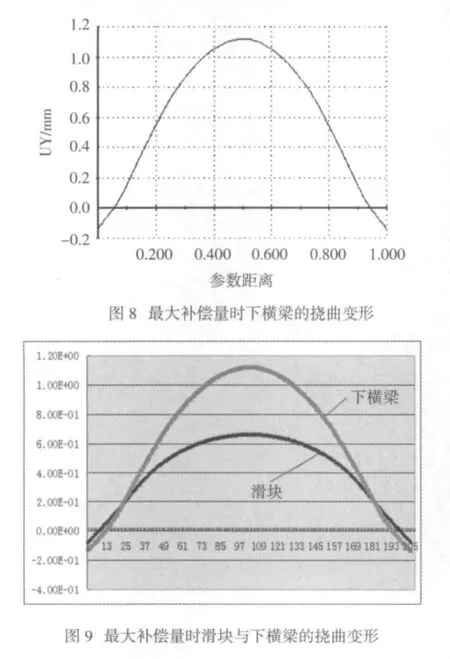
折弯机设计的补偿缸最大压强为28MPa,补偿油路经比例阀后作用在补偿油缸上,补偿油缸直径245mm,因而补偿油缸最大补偿压力为1319kN。将此补偿压力作用在下横梁上,重新对下横梁进行有限元分析得下横梁的挠曲变形如图8所示。
下横梁的挠曲变形为1.256mm。将滑块变形与下横梁挠曲变形合成在一个图形见图9。
从图9中可以看出,下横梁的挠曲变形曲线在滑块挠曲变形曲线的上方,说明液压补偿系统完全有能力对滑块与下横梁的挠曲变形进行补偿。
5 结束语
本文通过CosmosWorks软件对折弯机下横梁进行了静力分析,定量地描述下横梁的变形和应力分布状态。通过折弯角度的误差分析以及折弯机滑块与下横梁上表面的挠度曲线的对比研究,经分析,可以得到以下结论:
折弯机无补偿时,折弯工件的角度误差较大,加入补偿后,折弯工件的角度误差大大减小。当精度要求较高,挠度补偿机构是必不可少的。理论计算的补偿压力值偏小,并不能较好对滑块与下横梁的挠度误差进行补偿,实际使用中需进一步加大补偿压力的大小。
最后验证了液压补偿系统完全有能力对滑块与下横梁的挠曲变形进行补偿,从而为液压补偿装置的设计和使用提供了理论依据。
[1]吴焱明,高宏涛,王 勇,田 杰,赵 韩.基于BP神经网络的板材折弯桶状变形补偿研究[J].组合机床与自动化加工技术,2008,(9):30-32.
[2]潘殿生.折弯机机械补偿装置数值模拟结果分析[J].锻压装备与制造技术,2009,44(3):29.
[3]刘 晗.应变电测技术在状态测试与评估中的应用研究[J].宝钢技术,2004,(3):51-55.
[4]吴国富.解析板料折弯机的挠度补偿[J].装备机械,2003,(3):19-21.
[5]田万英.基于有限元的折弯机压力补偿技术研究[D].扬州:扬州大学,2010.
[6]刘鸿文.材料力学(下册)[M].北京:高等教育出版社,1983-02.
[7]北京科技大学,东北大学.工程力学[M].北京:高等教育出版社,2008.
Analysis of hydraulic compensation ability on press brake based on CosmosWorks
ZHANG Zidong1,WANG Zhiming1,TAN Chuanming2,CAO Guangrong2
(1.Mechanical Engineering College,Nanjing University of Science and Technology,Nanjing 210094,Jiangsu China;2.Yawei Machine Tool Co.,Ltd.,Jiangdu 225200,Jiangsu China)
A three-dimensional model of press brake has been established.The principle of lower beam hydraulic compensation mechanism has been analyzed and designed.The finite element software CosmosWorks has been used to conduct the static analysis of lower beam on press brake.The deformation and stress distribution of lower beam have been quantitatively described.The deformation rules of hydraulic compensation device have been obtained by error analysis of the folding angle and comparative study on flexibility curves of press brake slider and upper surface of lower beam.It is verified that the hydraulic compensation system is capable of compensating for the lower beam,which provides theoretical reference for design and application of the hydraulic compensation mechanism.
Hydraulic compensation mechanism;Press Brake;Deflection
TG315.5+4
B
1672-0121(2011)06-0040-04
2011-08-21
张子东(1986-),男,硕士在读,主攻智能检测与控制技术
猜你喜欢
金属世界(2022年5期)2022-10-24
湖北农机化(2020年4期)2020-07-24
现代技术陶瓷(2018年4期)2018-09-06
制造技术与机床(2017年7期)2018-01-19
婚姻与家庭·性情读本(2017年1期)2017-02-16
新乡学院学报(2016年6期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
中国惯性技术学报(2015年1期)2015-12-19
海军航空大学学报(2015年3期)2015-11-11
中国塑料(2015年9期)2015-10-14