带有红外检测功能的汽车纵梁平板数控冲孔线
——板材FMC
2011-11-16 04:37:46卞正其张志兵
锻压装备与制造技术 2011年6期
卞正其,王 亮,张志兵
(扬力集团 江苏扬力数控机床有限公司,江苏 扬州 225127)
带有红外检测功能的汽车纵梁平板数控冲孔线
——板材FMC
卞正其,王 亮,张志兵
(扬力集团 江苏扬力数控机床有限公司,江苏 扬州 225127)
利用840D系统(西门子)的通道测量功能,采用红外检测技术,实现汽车纵梁平板补孔自动化、敏捷化,提高设备的自动化程度,降低辅助时间,降低材料的损耗。
机械制造自动化;板材FMC;汽车纵梁;红外检测
1 引言
伴随着中国汽车生产十年的快速增长,汽车纵梁平板数控冲孔线受到汽车车架生产企业的青睐,该设备特别适用于载重卡车纵梁平板冲孔加工。用先进数控冲孔加工工艺取代落后的人工操作的钻孔加工后,能全面提升产品质量、明显缩短新品开发周期、大幅度增长生产率和材料利用率、有效降低劳动强度、促进企业技术进步和增强企业在市场中的竞争力。
2 汽车纵梁平板数控冲孔线的组成和主要技术参数
卡车纵梁平板坯料经冲孔后折弯成U字型纵梁,纵梁上需加工多达300个尺寸和形状不同的安装用孔。平板坯料长度大、宽度窄、厚度薄,单件约重500kg,加工操作难度较大。为此,研制开发了汽车纵梁平板数控冲孔线。尽管国内生产厂家不同,设备的组成各有特色,但是基本组成和主要技术参数都大同小异。
2.1 设备的组成
汽车纵梁平板数控冲孔线可以简单归纳为五个组成部分:自动上料装置、自动冲孔主机、自动卸料装置、数控(NCU)单元以及废料排出装置。见图1所示。
2.2 汽车纵梁平板数控冲孔线的主要技术参数(见表1)
3 汽车纵梁平板数控冲孔线的工作过程和操作方式
3.1 汽车纵梁平板数控冲孔线的工作流程(图2)
(1)无孔板材的整体冲孔流程:坯料由自动上料装置运送到辊子工作台上,再由对中装置完成平板坯料的中线定位,然后按汽车纵梁平板数控冲孔线的工作流程完成冲孔,在冲孔过程中实现x轴、y轴双轴联动功能;完成加工后,将板材送到下料辊子上,夹钳缩回,机床各轴回到机床原点,自动卸料装置将加工后的板材卸到下料台车上,至此一块板材的加工过程全部完成。
(2)已冲孔板材的补孔工作流程:已冲孔平板经对中装置完成对中后,夹钳夹紧板材,然后执行板端检测程序,检测后回到起始点,夹钳松开并缩回,再由销孔定位装置将定位销伸出,插入到板材的基准孔内进行定位,夹钳伸出夹住板材,再执行冲孔程序,完成补孔加工。
3.2 汽车纵梁平板数控冲孔线的设备操作方式
(1)自动循环操作方式——加工过程完全由程序控制,只要按下循环启动键,所有的动作自动执行。该种操作方式被称为在线操作方式即自动化生产。
(2)单机操作方式——用于设备补孔加工,由操作者通过键盘输入和专用按钮实现单机动作。设备调试也用此种操作方式。该操作方式又称为离线型操作方式。
4 汽车纵梁平板数控冲孔线的对中装置和销孔定位装置
汽车纵梁平板数控冲孔线中的对中装置和销轴定位装置的作用是使板材的中心线和机床y轴的中心基准线保持一致,实现夹钳的正确装夹。

(1)对中定位装置——在同一台设备上按不同的间隔设有多套结构相同的对中装置,根据要加工的平板长度选用其中两套实现平板的中线定位。其工作原理是通过有两段导程相同螺纹旋向相反的丝杠旋转,其上的挡块相向移动将上料辊子工作台上的板材实现中线定位。同一规格尺寸的平板只要在第一张板材选定合适的对中装置,以后的板材就不需要选择对中装置,直接使用即可。
(2)销轴定位装置——该装置用于已冲孔平板的补孔加工中。将销轴定位装置的定位销插入需要补孔的平板的基准孔内,将板材的中心线导正,使其与机床y轴的中心线对齐,再将夹钳伸出夹紧板材,最后将定位销落下,回到初始位置,然后由程序控制板材完成补孔加工。
由于对中装置和销轴定位装置不能随板材的长度和孔间距的不同而自动任意设定,从而增加了人工调整的辅助时间,同时也会造成板材的损耗,尤其在补孔功能的实现上,未能完全达到全自动控制要求,具有其局限性。在用大型机械压力机或大型液压机的大批量生产场合,当需要用汽车纵梁平板数控冲孔线来补冲漏冲孔时,由于对中定位和销轴定位的局限性,不能满足生产的需要。红外补孔功能就是在这种形式下应运而生的。
5 带有红外检测功能的销轴定位装置——实现补孔自动化
装有对中装置和销轴定位装置的伺服)驱动台车如图3所示,在两个伺服驱动台车上各装有对中装置和销轴定位装置,两台车的左右移动由伺服电机通过齿轮齿条实现,用直线导轨导向。为了方便控制各自有固定的原点,对中装置的丝杠用交流制动电机驱动。销轴定位装置的定位销内置红外光敏元器件,伺服电机驱动的滚珠丝杠驱动它沿轴向运动。
5.1 数控台车的工作过程
(1)无孔平板全冲孔的数控台车工作过程
此时所有动作,同前述无孔平板全冲孔对中装置的动作,只需在顺序程序中,加入台车1、2各自离开自己的数控原点的值就可以了。
(2)已冲孔平板的补孔工作过程
已冲孔平板在辊子工作台上的定位由台车1和台车2上的对中装置完成,当平板被夹钳夹紧后,对中装置松开,平板由x轴完成板端在程序起点处定位后,夹钳松开。由数控系统中的程序运行执行指令,台车1和台车2将带有红外光敏元器件的销轴定位装置1和2分别运行到平板的前端基准孔和后端基准孔下,销轴伸出到靠近平板下表面的位置停下,由伺服电机将内置红外光敏元器件的销红外光敏元器件轴前后运行。如图4所示,光敏元器件将执行A→B→C→D四个动作。
通道信号的电平将出现高→低→高→低四个变化,如图5所示。

表1 生产线主要技术参数
此后数控台车1和2将定位销轴运动到基准孔的正下方,再将销插入基准孔内,完成销轴定位后夹钳重新夹紧板材,执行补孔程序,完成板材的补孔过程。
5.2 红外检测控制原理
采用先进的红外检测装置,在红外感光的有效范围内对板材上基准工艺孔的边进行检测,同时将相应的位置值采集到西门子系统中。正常红外检测的误差为±0.02mm。
5.3 采用红外补孔的控制原理
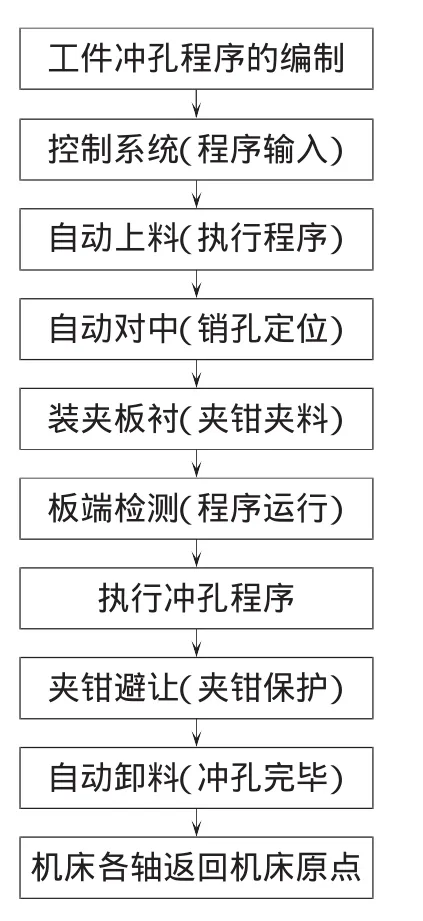
图2工作流程图


在汽车大梁的补孔过程中,首先要找到整张大梁平板上的两个基准工艺孔。另外这两个基准孔需要满足以下的要求:这两个孔一个靠近板的前端,另一个靠近板的后端,孔的直径为15mm;这两个孔都处于y轴方向的中心线附近。位置见图6所示。

机床对板材进行板边定位(采用西门子840D系统)的程序:

通过该子程序的运行,板材被定位到固定位置。此时,板材上的基准工艺的位置也已经确定下来了。下一步执行红外检测基准工艺孔的程序(检测理论上基准工艺孔的位置值与实际测量所得基准工艺孔的位置值的差值)。
板材前端基准工艺孔的红外检测程序
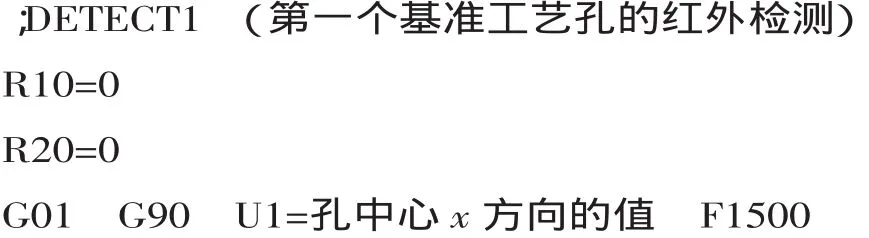


执行以上程序后,就可以得到板材后端基准工艺孔在机床坐标系中的实际坐标。

板材前后端两个基准孔的斜率为:

以整张平板的第一个工艺孔的误差为基准,可以计算出整张平板y方向的补偿值。
平板的前端y方向的误差为:
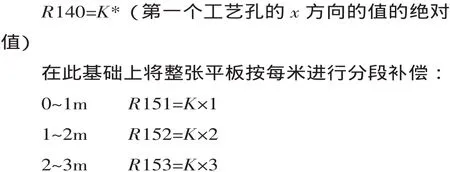

所以每米y方向的补偿为:

在自动编程软件中将这些补偿值加到程序里,从而达到y方向误差补偿的目的。在实际编程时有如下应用:


如果在x方向也有误差,可以参照y方向误差的补偿发法进行补偿。
6 总结
综上所述,在增加了红外检测功能后,汽车纵梁平板数控冲孔线成为数控冲孔自动线。图7所示为我公司所设计制造的汽车纵梁平板数控冲孔自动生产线。

该自动生产线可以在整个系统中执行自动化加工,具备完善的自动检测功能、完善的监控功能、自诊断功能以及实现对加工平板的自动装卸和计件管理功能,所以它是一个板材柔性加工单元——板材加工FMC。
[1]Siemens SINUMERIK 840D/810D操作/编程 shopmill
[2]Siemens SINUMERIK 840D/840Di/810D/FM-NC编程指南高级篇.
[3]韩学军.汽车纵梁冲孔数控生产线自动排刀.锻压装备与制造技术,2007,42(3):95-97.
[4]曲 杰,施印霞,徐成彤,张绍芳.汽车纵梁冷弯成形设备电气控制的设计与实现.锻压装备与制造技术,2008,43(1):26-29.
[5]王立勤.汽车纵梁数控平板冲压线有关板料定位的控制技术.锻压设备与制造技术,2010,45(1):48-50.
[6]冯小松,陈 帆.卡车大梁的制造技术与发展趋势.锻造与冲压,2010,(5).
Punching line with infrared ray detection for truck flat beam——plate FMC
BIAN Zhengqi,WANG Liang,ZHANG Zhibing
(Jiangsu Yangli CNC Machine Tool Co.,Ltd.,Yangzhou 225127,Jiangsu China)
Under the help of the channel measuring function from 840D systems(SIEMENS),by use of infrared ray detection technique,the automation and agility of punching process for truck beam have been realized.The degree of automation for the equipment has been improved.The assistant time and the wastage of the material have been decreased.
Plate FMC;Truck side-member;Infrared ray detection
TG385.9
B
1672-0121(2011)06-0028-05
2011-08-29
卞正其(1979-),男,工程师,从事数控机床电气研究与设计
猜你喜欢
机械管理开发(2023年11期)2024-01-04 11:53:28
建材发展导向(2022年18期)2022-09-22 07:13:10
装备制造技术(2021年4期)2021-08-05 07:39:46
装备制造技术(2021年4期)2021-08-05 07:39:40
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
煤矿机电(2020年5期)2020-11-02 10:04:44
机械制造(2020年10期)2020-10-31 04:20:44
模具制造(2019年3期)2019-06-06 02:10:50
山东工业技术(2016年15期)2016-12-01 05:30:44
机械工程师(2015年10期)2015-02-02 01:14:34