摩擦叠焊单元成型质量影响因素研究
2011-11-14 07:53:36占宏伟焦向东周灿丰陈家庆
电焊机 2011年5期
占宏伟,焦向东,高 辉,周灿丰,陈家庆,陈 煜
(1.北京石油化工学院 能源工程先进连接技术北京市工程研究中心,北京 102617;2.上海核工程研究设计院,上海 200233)
摩擦叠焊单元成型质量影响因素研究
占宏伟1,焦向东1,高 辉1,周灿丰1,陈家庆1,陈 煜2
(1.北京石油化工学院 能源工程先进连接技术北京市工程研究中心,北京 102617;2.上海核工程研究设计院,上海 200233)
摩擦叠焊单元成型的工艺参数对接头表面成形及其性能有着决定性的影响。进行了大量焊接工艺试验,考查了各种参数组合下的焊接接头质量,对比各焊接参数下接头的微观组织、宏观形貌和焊接压力,分析缺陷出现的原因并提出改善方法。结果表明:主轴转速在3500r/min以上,焊接速度40mm/min以上的范围内,得到的焊接接头组织致密均匀,缺陷少;圆头圆底的形状组合能带来比其他组合更好的接头质量。焊缝区域材料在接头底部“过渡区域”的流动性较差,而且缺陷大多出现在此,采用圆头圆底形状组合能够明显改善这一现象。焊接压力变化也对焊接质量影响很大,在合适的参数组合作用下,得到的焊接压力变化过程与实际焊接过程中金属材料的加热、塑化、凝固的变化过程对应。
摩擦叠焊;接头质量;微观组织;形状组合;焊接压力
0 前言
近年来,随着海上油气勘探和生产活动的不断增加,海洋石油的开采逐渐从近海向深海发展,水下结构物修复的重要性也随其使用年限的增加而凸显出来。常用的修复方式有水下高压干式焊接,其优点是可以形成与陆上常压焊接质量相当的接头,但是干式舱建造费用高昂,且焊接电弧的稳定性会随着水深的增加而大幅度降低[1]。摩擦叠焊技术作为高压干式焊接技术的有效补充,是英国焊接研究所(TWI)于1992年发明的以海洋平台、海底管道修复为主要目的的固相焊接技术,该技术具有接头性能优异且高效、节能、无污染和广泛的工艺适应性等技术特色,而且对水不大敏感、不同水深焊接参数变化不大,是当前深水金属结构物水下维修的热门研究领域。近十年来,英国、德国、日本、美国、挪威等国家先后对摩擦叠焊焊接工艺进行了研究[2-3]。在我国,以搅拌摩擦焊为代表的新型摩擦焊技术才刚刚起步,而摩擦叠焊技术从装备到焊接工艺的研究均为空白。因此,摩擦叠焊焊接工艺的研究对我国摩擦叠焊技术的发展具有重要意义,能够为我国海底管线、海洋平台修复,以及众多涉及水下工程的行业,如海洋工程、国防舰艇、港口桥梁等提供一定的技术储备。
本研究旨在从三个方面进行摩擦叠焊焊接工艺的研究。第一,研究焊接主轴转速、焊接进给速度对摩擦叠焊单元成型FHPP(Friction Hydro Pillar Processing)质量的影响,并对各参数下接头的微观组织和出现缺陷的原因进行分析;第二,研究塞棒和预制孔形状组合对焊接接头质量的影响;第三,对不同焊接参数下的焊接压力进行了监测和分析,能够为分析焊接成型机理和进一步提高焊接质量打下基础,同时为深入开展理论和试验研究提供指导意义。
1 试验条件与方法
本试验设备是由北京石油化工学院海洋工程连接技术研究中心自主设计制造的国内第一台摩擦叠焊试验机,如图1所示。该实验系统中,焊接主轴头是该设备中最为关键的部件,其最高轴向工作压力20 kN,最高扭矩50 N·m,液压马达的最高转速能够达到5000r/min。电控系统采用PLC为主控单元,触摸屏作为人机操作界面。在摩擦叠焊工艺试验过程中,需要对各工艺参数进行实时采集和记录,以便于进行试验数据分析和总结。因此,设计开发了一套专门用于摩擦叠焊焊接工艺试验的摩擦叠焊试验数据采集系统。该系统通过西门子PLC采集由温度传感器、位移传感器、压力传感器和激光测速传感器监测到的各工艺参数信号,并由Wavebook数据采集器中的信号调理模块对采集信号进行处理,并将处理结果传输到电脑,实现了工艺试验数据的采集与实时监测。
2 试验结果和讨论
2.1 焊接工艺参数对焊接质量的影响
在进行摩擦叠焊单元成型工艺参数试验之后,选择出不同焊接参数下的典型试样进行分析,对转速一定、进给速度不同和进给速度一定、转速不同条件下的接头外貌进行了比较,发现主轴转速较进给速度更为重要,转速较高如3 500 r/min以上且进给速度也较大时,工艺参数组合具有较好的稳定性,且能获得性能良好的接头质量,同时,接头质量呈现出随着进给速度的增加而不断提高的趋势。
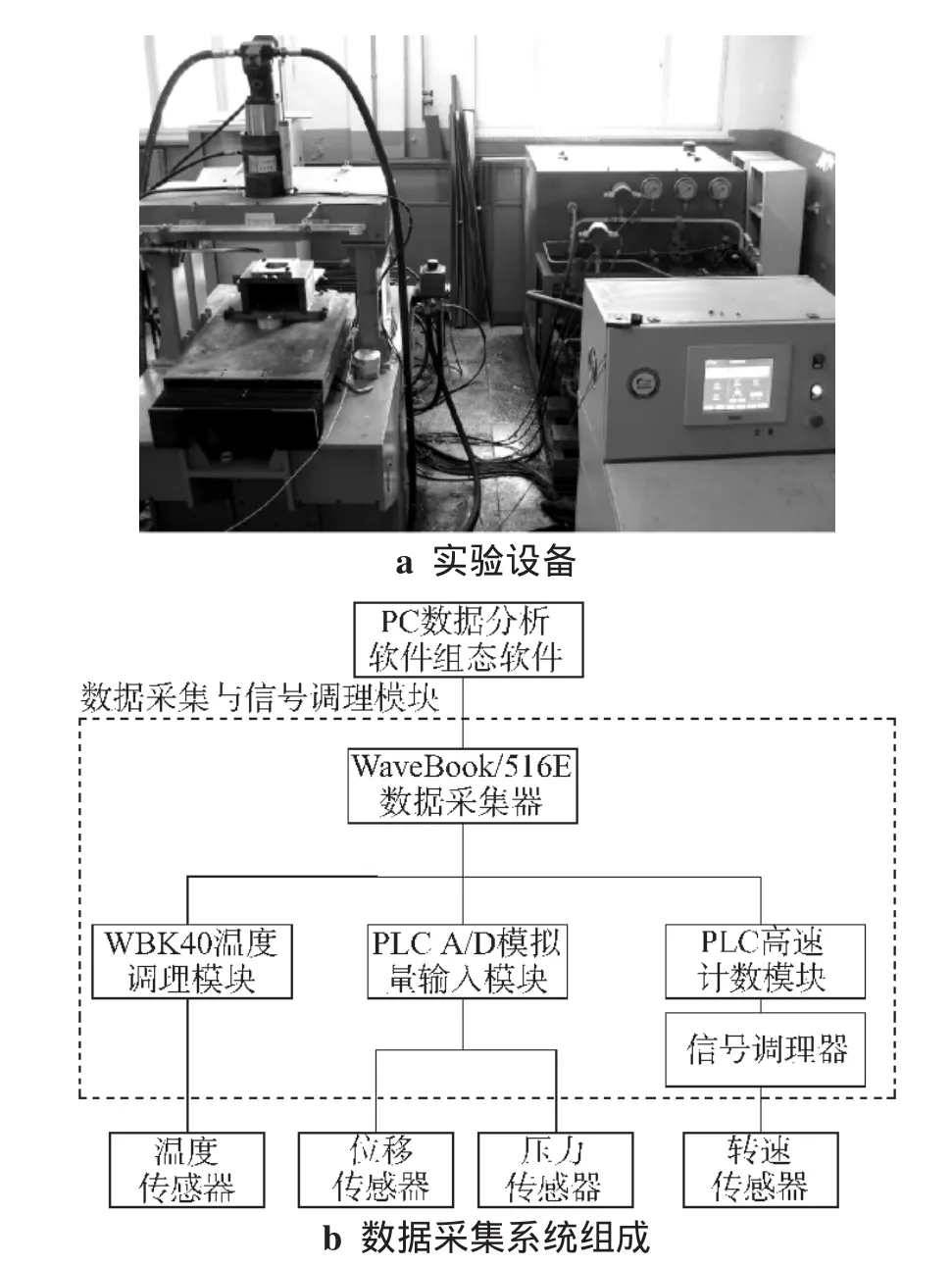
图1 摩擦叠焊试验系统Fig.1 Friction stitch welding experiment system
2.1.1 转速对焊接质量的影响
在焊接速度一定,焊接转速不同的情况下,进行了焊接单元成型试验,其微观组织如图2所示,对比发现高转速明显带来了更好的焊接质量,其材料组织更致密,晶粒更细小(见图2a);转速低时,材料组织相对疏松(见图2b)。因为转速高,产热率大,材料的热输入多,摩擦面附近材料则更容易达到塑性化状态,材料在基孔内的流动性和扩散性更好,因而材料填充得更加充分,使得组织材料更加致密。同时,晶粒大小对接头力学性能影响较大,晶粒越细小,晶界越多,由于晶界对位错的阻塞作用,使得材料对变形的阻力增大,这样材料强度和硬度越高[4-5]。晶粒细小在提高接头强度的同时,还提高了接头的塑韧性[6],使接头具有较好的综合力学性能。
2.1.2 进给速度对焊接质量的影响
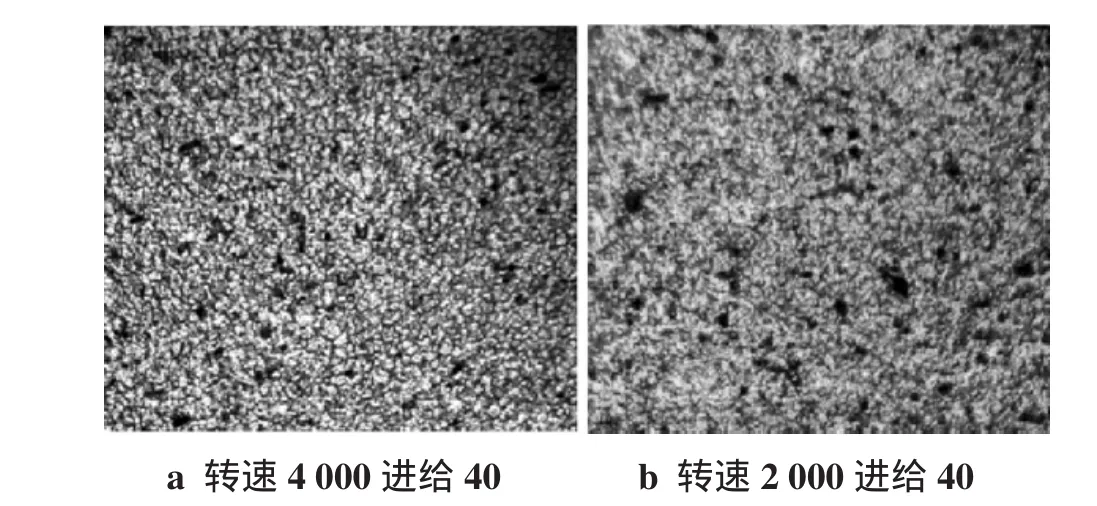
图2 接头微观组织Fig.2 Microstructure of the joints
在焊接转速一定,焊接进给速度不同的情况下,进行了焊接单元成型试验,其微观组织如图3所示。发现进给速度高时材料填充较好,但塞棒和母材间有明显的焊接熔合线和黑色析出物(见图3a);进给速度低时底部接触区域熔合较差,存在较大气孔(见图3b)。由于铝合金容易在高温下被氧化,导致焊缝中出现了氧化夹渣,呈黑色(见图3a);焊接熔合线是由于铝合金的导热系数、线膨胀系数和体积收缩率均较大,因而产生了焊接变形和内应力,导致出现了焊接熔合线。图3b中缺陷产生的主要原因有两点:一是焊接进给速度不足,焊合区内部孔隙大,材料填充不够充分,出现了疏松、气孔等缺陷;二是焊接过程中试件表面的氧化铝易吸收水分[7],产生了氢气但来不及逸出而造成气孔的出现。
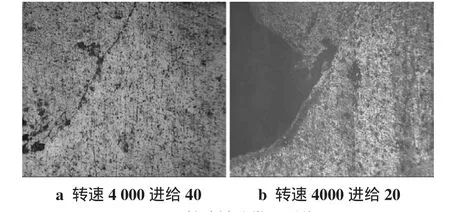
图3 接头缺陷微观形貌Fig.3 Microstructure of joints'lacuna
2.2 试件形状对焊接质量的影响
实验采用三种不同形状的塞棒与基块预置孔组合进行了试验,分别为平头平底、锥头锥底、圆头圆底形状组合,挑选出各形状下典型的焊接接头,如图4所示。由图可见:塞棒与基块预置孔形状组合为平头平底的试件焊接质量明显差于其他两种形式的组合,而且圆头圆底形状组合的接头质量尤其好,如图4c所示。大量的焊接对比试验显示:在相同的保护气流量、主轴转速和进给速度等参数条件下,圆头圆底组合的接头是以上焊接过程中质量最好,成品率最高的组合。这是由于随着塞棒与基孔组合形状的改善,焊缝区域金属材料更容易达到超塑性状态,塑性材料在焊接底部“过渡区域”的流动性也更好,因而材料填充更加充分,焊接缺陷得以减少。

图4 不同形状组合下的接头形貌Fig.4 Joints features of different shape combinations
试验发现,焊接缺陷大多出现在焊接初始阶段,因为焊接开始时接触摩擦面附近区域的材料温度较低,因而提高焊接初始温度能够减少缺陷的产生和缺陷的大小。因为增大摩擦接触面积可以增加塞棒与基孔开始接触时的摩擦阻力,进而增加摩擦时间,导致产生更多的焊接热输入,所以圆头圆底组合能够比前者带来更好的焊接质量。另外,增加辅助热源也是有效提高焊接接头质量的方法之一。
2.3 不同工艺参数下的焊接压力比较
在摩擦叠焊单元成型试验中,焊接压力对焊接质量影响较大。焊接压力增加会使材料熔化速率增加,焊接时间减小,加热时间减小,材料冷却速率增加,导致接头热影响区的硬度增加以及材料拉伸强度的增加[8]。焊接压力上升过快,表明结合面上未形成焊接所需达到的塑性状态,而得不到良好的焊接质量;焊接压力上升过慢,会使金属材料在冷却结晶过程中,塑性层与塑性层之间不能紧密结合,亦不能得到质量优异的焊接接头,如图5中焊接转速为4 000 r/min,进给速度为20 mm/min参数下的焊接压力,其微观缺陷如图3b所示;同时,焊接压力在焊接实际过程中是一个上下变化的循环过程,这样才与超塑性材料的塑化、凝固、连接的焊接过程相对应。
3 结论
(1)摩擦叠焊单元成型的工艺参数对焊接接头质量影响重大。试验发现焊接过程中采用高转速时,能显著增大产热功率,使得接触摩擦面附近材料容易达到塑性状态,材料组织更加致密均匀,晶粒更加细小;采用高进给速度时,焊接压力对材料起着密封和锻造的作用,对晶粒也有破碎的效果。
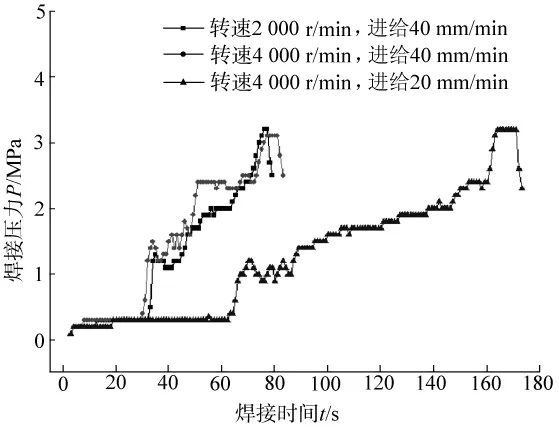
图5 各工艺参数下的焊接压力曲线Fig.5 Welding pressure of different parameters
(2)通过不同摩擦面形状组合的对比试验,发现圆头圆底的形状组合能带来最好的接头质量。焊缝区域材料一般在接头底部“过渡区域”的流动性较差,缺陷大多出现在此,采用圆头圆底形状组合能够明显减少初始阶段的焊接缺陷。
(3)在焊接过程中,焊接压力的控制对焊接质量的影响同样很大,高转速和较高进给速度的参数组合下能出现良好的焊接压力变化过程,得到优异的焊接接头质量。
[1]焦向东,周灿丰,陈家庆,等.21世纪海洋工程连接技术的挑战与对策[J].电焊机,2007,37(6):75-80
[2]陈忠海,陈家庆,焦向东,等.摩擦叠焊的基础研究与工程应用[J].电焊机,2009,39(4):109-116.
[3]陈家庆,焦向东,周灿丰,等.新型材料成形加工技术——摩擦叠焊[J].焊接学报,2007,28(9),118-112.
[4]赵 勇,付 娟,严 铿,等.铝合金表面状态对搅拌摩擦焊接头组织和性能的影响[J].江苏科技大学学报,2008,22(1):39-42.
[5]朱 亮,吕先锋.铝合金焊接接头的局部断裂应变测定[J].焊接学报,2008,29(7):1-5.
[6]刘克文,邢 丽,柯黎明.LY12铝合金摩擦点焊接头组织及性能[J].中国有色金属学报,2008,18(2):288-293.
[7]倪丽华.高强度船用铝合金的焊接接头金相分析[J].焊接技术,1993(3):16-18.
[8] Meyer A.Friction hydro pillar processing bonding mechanism and properties[D].GKSS-Forschungszentrum Geesthacht GmbH,Geesthacht,2003.
Study on the influence factor for friction hydro pillar processing
ZHAN hong-wei1,JIAO Xiang-dong1,GAO Hui1,ZHOU Can-feng1,CHEN Jia-qing1,CHEN Yu2
(1.Research Center of Offshore Engineering Joining Technology,Beijing Institute of Petrol-chemical Technology, Beijing 102617,China;2.Shanghai Nuclear Engineering Research&Design Institute,Shanghai 200233,China)
The welding parameters of friction hydro pillar processing play an important part in the welded joints'figuration and properties.Large numbers of welding processing experiments were conducted,and the welding quality,microstructure,macro features as well as the welding pressure of various parameters were tested.Besides,the cause of welding defects was analyzed and improvements were put forward.The results indicated that the microstructure of welded joints was regular and compact,and the welding defect was seldom when the spindle speed was above 3 500 r/min and welding speed was above 40 mm/min.The welding quality from the round head-round bottomed combination was better than the other combinations.Welding material's flowability at the transitional area of joints bottom was poor and the welding defects always occur nearby,and this problem can be solved by using the round bottomed combination.Moreover,welding pressure also has a great influence on the welding quality.The acquired pressure history was in line with process of actual welding while the welding parameters were set properly.
friction stitch welding;joint quality;microstructure;shape combinations;welding pressure
TG453+.9
A
1001-2303(2011)05-0062-04
2011-04-07
国家自然科学基金资助项目(50675022);北京市自然基金资助项目(3102012);北京市人才强教计划高层次人才资助项目(PHR20090519);北京市人才强教计划高层次人才资助项目(PHR201007134);北京市教委科研项目(KM201010017002)
占宏伟(1987—),男,湖北荆州人,在读硕士,主要从事摩擦叠焊和机电一体的研究工作。
猜你喜欢
中学生天地(A版)(2022年11期)2022-11-25 07:43:16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16 05:55:08
中学生数理化·中考版(2019年10期)2019-11-25 09:39:06
中学生数理化·八年级物理人教版(2019年3期)2019-04-25 06:20:52
新世纪智能(英语备考)(2018年11期)2018-12-29 10:56:52
现代园艺(2017年21期)2018-01-03 06:41:59
环球时报(2017-12-12)2017-12-12 05:28:58
中学生数理化·中考版(2017年10期)2017-04-23 06:29:40
小学生学习指导(低年级)(2016年10期)2016-12-01 06:10:42
机械工程师(2015年9期)2015-02-26 08:38:21