双金属复合管焊接质量控制
2011-11-09 02:43:02姜汉胜权高军
石油工业技术监督 2011年10期
姜汉胜 权高军
1.中国石化集团江苏石油勘探局 基建办公室 (江苏 扬州 225009)
2.中国石化集团江苏石油勘探局 技术监督处 (江苏 扬州 225009)
双金属复合管焊接质量控制
姜汉胜1权高军2
1.中国石化集团江苏石油勘探局 基建办公室 (江苏 扬州 225009)
2.中国石化集团江苏石油勘探局 技术监督处 (江苏 扬州 225009)
针对某油气田地面工程复合管一次焊接合格率低的问题,从焊接工艺、缺陷产生机理、操作规范等方面分析缺陷产生的原因。指出封焊层质量失控、过渡层焊接操作不当是造成气孔、未熔合等缺陷产生的原因。结果表明,加强关键工序的质量控制,改进焊接操作方法,对提高一次焊接合格率是有效的。
复合管 焊接 缺陷 质量控制
采用“金属管道爆燃加衬技术”制造而成的双金属复合管,是以碳素钢管为基管,在其内表面覆衬一定厚度的不锈钢、钛合金、铜等耐蚀金属,由于其综合了不锈钢管的耐腐蚀能力和碳素钢管的承压能力,有良好的使用经济性,近年来在油气田开发中逐步得到应用。但是,由于该产品属于机械复合产品,采用的不是冶金复合工艺,也不如爆炸复合板的两种金属结合力强,对焊接过程控制要求高。2009年,某油气田地面工程集输管线项目,由于管道输送介质富含CO2,设计采用基管材质L360、衬管材质316L、规格φ273mm×9(7+2)mm双金属复合管。工程建设初期,在进行复合管焊接质量监督检查中,抽查焊口220道,存在超标缺陷焊口50道,一次焊接合格率仅77.2%,远低于普通管线钢的一次焊接合格率。
1 焊接工艺情况
该复合管由供货商按施工单位提供的焊接工艺评定进行封焊后出厂,施工单位采用的焊接工艺参数如表1,采用的坡口型式及尺寸见图1。

表1 焊接工艺参数
2 焊接缺陷及原因分析
2.1 缺陷检测情况
本次抽查,是采用射线检测来评价管道焊口质量,通过对底片上缺陷情况统计,发现主要存在以下几种性质缺陷,统计情况见表2。

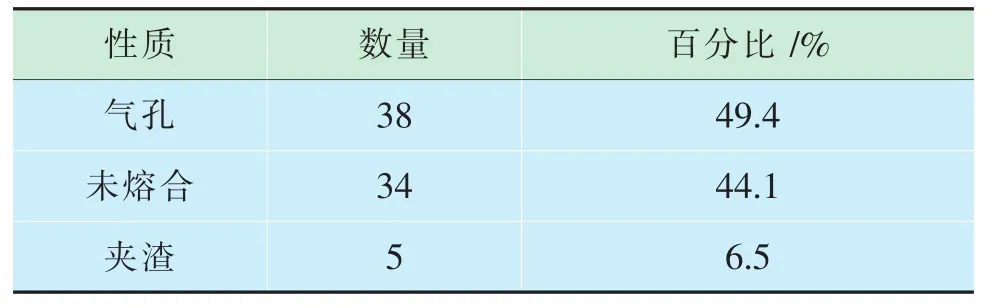
表2 缺陷性质及数量统计
由表2可以看出,气孔、未熔合占缺陷总数的93.5%,其中未熔合占缺陷总数的44.1%。在复合钢管焊接中,气孔是常见焊接缺陷,但气孔、未熔合出现几率如此之高,并不多见。在对超标气孔、未熔合等缺陷进行打磨返修时发现,气孔多出现在封焊层、过渡层,未熔合均出现在封焊焊道。经过现场调查了解到,焊接人员即使发现封焊层上存在缺陷,如气孔(见图2上封焊层气孔),也不作处理(因为封焊层由复合管供货商焊接);施焊时听到爆裂声时也不停止焊接而继续施焊。
2.2 缺陷原因分析
气孔:复合管焊接常见气孔是封焊层和过渡层焊接时产生的,主要原因是焊接封焊层时,复合层和基层之间存在水、气、油污等杂质在受热后分解,产生大量气体,不能及时逸出,从而形成气孔(见图2);过渡层焊接时,电弧将封焊层熔化,复合层和基层之间存在杂质在受热后分解,穿过封焊层进入过渡层,未能及时逸出。从底片影像分析,气孔多呈不规则状,尺寸较大或呈连续分布。
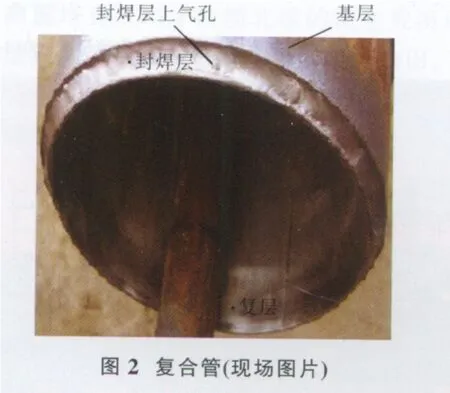
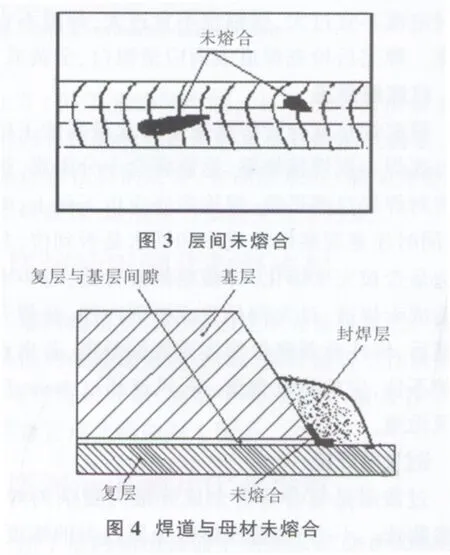
未熔合:一是层间未熔合(图3),是指焊道之间的未熔合,由于复合层和基层之间存在的杂质在受热后分解,杂质分解产生的气体吸走了热量,并在瞬间形成气膜,熔池不能将上一层焊道表面熔化,从而导致层间未熔合。从底片影像分析,层间未熔合大部分存在于过渡层,少部分存在于过渡层与碳钢填充层之间,面积较大,呈不规则块状。二是焊缝与母材间的未熔合(图4),是由于封焊时,复合管复层与基层存在杂质或焊接电流过小、摆幅过大造成焊缝金属与基层母材未熔合,本次检查发现此类未熔合大量存在。从底片影像分析,该类未熔合呈条状或线状(常伴点渣),有的长度与底片等长。
夹渣:焊条药皮熔化后没有从熔池中排出造成的,出现在基层焊道中。从底片影像分析,夹渣呈点状或条状,点渣分布无规律性,条状夹渣与焊条走向一致。
3 质量控制措施
从该工程中采用的焊接工艺、发现缺陷情况分析及结合现场调查综合分析,气孔、未熔合等缺陷的大量产生与封焊层、打底层、过渡层焊接质量控制直接相关,其中封焊层质量失控(后对所有复合管封焊层重新检测并由供货商对不合格管重新封焊)、过渡层焊接操作不当是造成缺陷产生的主要原因。从施工单位的焊接工艺参数、缺陷产生机理、焊接复杂性分析,进行复合管焊接时,封焊层、打底层和过渡层焊接产生缺陷概率最大。对于基层材料的焊接,已有经实践证明比较成熟的焊接工艺。因此,在复合管焊接中,做好封焊层、打底层和过渡层这三道关键工序焊接质量控制,是保证复合管焊接质量,提高焊接一次合格率的重要保证。
3.1 封焊层焊接
封焊是为了确保复合管基层与复层结合面的耐腐蚀性能在坡口结合面上进行的堆焊。由于复合管的基层与复层是机械式复合,焊接时杂质受热分解会产生大量气体进入熔池,严重时发生爆裂破坏熔池。所以,焊接前应仔细清理接触层,必要时用丙酮清洗坡口表面。焊接时,应注意观察熔池,如发现熔池由里往外冒气泡或发生爆裂时,应立即停止焊接,必须将接头处打磨干净后才允许重新焊接。另外,焊接时电流不宜过大,摆幅也不宜过大,焊道不宜太厚太宽。焊完后检查焊道表面应呈银白、金黄或蓝色。
3.2 打底层焊接
打底焊是复合管焊接质量要求最高的工序。如果打底焊出现焊接缺陷,返修将会十分困难。焊接前应将封焊层打磨平整。焊接顺序应由下到上,对称焊接,同时注意观察熔池成形和铁水是否到位,并注意钝边是否被完全熔化。焊接电流应合适,过小电流容易造成未焊透,过大则易造成根部内凹。在焊完一道焊缝后,应注意观察根部焊道表面颜色,若出现根部保护不佳,应检测氧含量。若风速超过4m/s,应使用防风设施。
3.3 过渡层焊接
过渡层是复合管合金成分最为复杂的焊层,如果参数选择不当,会造成熔敷金属过大的浓度梯度,影响接头的防腐蚀性能。焊接时,电流选择要适宜,过小易造成层间未熔合及熔敷金属浓度梯度较大,过大则易将根部烧穿。焊接过渡层时,还应仔细观察熔池,若发现熔池中有大量气泡冒出,应立即停止焊接,将缺陷清理干净后才允许施焊。
3.4 其它事项
在焊接过程中,焊条烘干、保温、层间温度控制不当,也会引起缺陷产生,在焊接作业指导书中应进行详细规定。
4 结束语
通过加大对封焊层、打底层及过渡层的质量控制与监督,完善焊接作业指导书,复合管焊接质量显著提高,检测一次合格率也达到了正常水平。该管道现已投产2年,运行良好。
双金属复合管由于其现有制造工艺的局限性,导致焊接难度大,易产生缺陷。在今后复合管焊接工程中,还有几点应引起重视:
(1)复合管焊接,焊接方法有氩弧焊、电弧焊,焊接材料有碳钢、不锈钢,特别是压力管道焊接时,焊工的资格应作为质量控制的重点,同时焊前对焊工进行考核也非常必要。此外焊工的责任心也不能忽视,特别是焊接最为复杂的打底焊,一旦出现缺陷,不仅难于返修,返修成本也高。
(2)由于复合管复层厚度薄,组对时,管径越大,出现错位甚至错层现象越多,此时应调整对口管道,强行对口焊接不仅易产生缺陷,焊接后的管道也达不到耐蚀效果。
(3)复合管从封焊、打底、过渡、填充、盖面焊接是一完整的焊接过程,购方如将封焊工序委托供方进行时,应明确封焊质量的验收要求,以免后续施工中出现缺陷造成不必要的纠纷,延误工期。
[1]王能利,潘希德,薛锦.20/0Cr18Ni9复合管焊接工艺和接头的抗腐蚀性能[J].焊接,2003(5):23-26.
[2]许爱华,院振刚.双金属复合管的施工焊接技术[J].天然气与石油, 2010,28(6):22-28.
[3]SH/T 3527-1999石油化工不锈钢复合钢焊接规程[S].
In view of the problem of the low primary welding qualified rate about the composite pipes of ground engineering in an oilgas field,this article analyzes the causes of defects from the aspects of welding process,the mechanism of defect occurrence,and the operating regulation.It is pointed out that defects such as blowhole,incomplete fusion are caused by being out of control in the quality of seal welding layer and the improper operation of transition welding layer.The results show that enhancing the quality control of key technological process and improving the method of welding operation are effective in improving the primary qualified rate of welding.
composite pipe;welding;defect;quality control
姜汉胜(1964-),男,工程师,主要从事石油石化工程建设的质量监督工作。
张箫铃
2011-07-07
猜你喜欢
云南化工(2020年11期)2021-01-14 00:50:40
航天工业管理(2020年9期)2020-12-28 00:38:34
重型机械(2020年2期)2020-07-24 08:16:08
石油化工建设(2018年2期)2018-07-11 01:25:06
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年2期)2016-02-27 13:01:07
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:25
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:53
焊接(2015年9期)2015-07-18 11:03:51