THERMO公司的215P型凸度仪在唐钢热轧1700生产线中的应用
2011-11-07 08:20:21常焘
中国科技信息 2011年3期
常焘
唐钢自动化公司,河北 唐山 063020
THERMO公司的215P型凸度仪在唐钢热轧1700生产线中的应用
常焘
唐钢自动化公司,河北 唐山 063020
为提高带钢板形质量,唐钢1700mm热轧带钢引进了美国THERMO公司的在线行走式X射线凸度仪,测量带钢凸度、楔形、中心线厚度。本文简要分析了其测试原理、设备构成、主要技术性能、应用范围。
1 概述
随着用户对板带质量的要求越来越高,企业之间的竞争也越来越激烈,为了提高产品质量和成材率,降低生产成本,提高产品竞争力,越来越多的企业在其板带轧线上配备了凸度测量系统,极大地提高了带钢的板形质量和生产效率。凸度仪在测量带钢凸度过程中起了至关重要的作用。
2 X射线凸度仪原理
X射线凸度仪的原理是:测量制品所吸收的X射线量,根据该X射线的能量值,确定被测件的厚度,并结合行走轨迹,得到板带的凸度形状。件
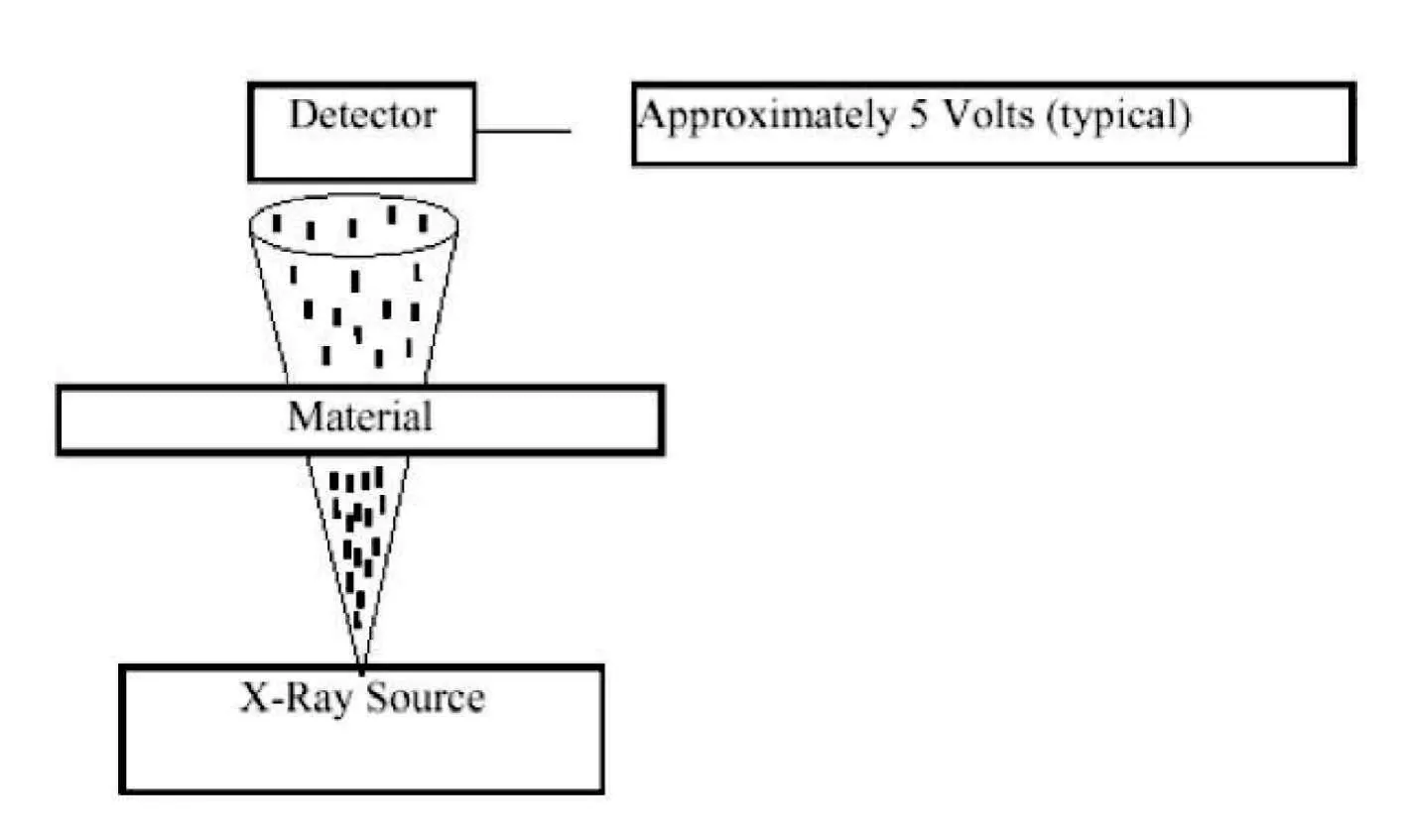
Approximately 5 Volts (typical):约5伏(典型)
当快门打开,在X射线束中放有厚度正确的被测件时,探头将吸收一定量的X射线,并发出相应的检测信号电压输出值。
3 系统构成
系统分为三个独立部分:
PCC:过程控制计算机 Main Console:主控制柜 CVT:稳压变压器 Chiller:冷却器
Services Box:维修柜 Junction Box:接线柜 Warning Lamps:报警灯 ERIC:操作者主控制柜接口
Detector:探头 X-ray Tube:X射线管 Limit Switch:限位开关
3.1 “C”型架
X射线源和探头彼此间的几何关系具有严格基准,“C”型架是一种将其固定一个X射线源和探头的便捷方法。在“C”型架的上部和下部之间的间距称为空气缝隙。
3.1.1 探头
型号 : 75 毫米光电倍增管
一台闪烁探头接收到X射线(经被测件吸收衰减后)后,将输出一个与辐射强度成比例的电压信号。一台闪烁探头由一套导光组件组成,在该组件上,涂有一种将辐射转化为光的
辐射强度的大小,与X射线管的发射强度和被测制品所吸收的X射线强度相关。一个在系统量程范围内的给定厚度,为了确定其所需的X射线能量值,利用M215P型X射线检测仪进行校准。
在检测任一特殊厚度时,系统将设定X射线的能量值,使检测能够进行完成。在厚度一定的情况下,X射线的能量值为常量。当安全快门打开,X射线将从X射线源和探头之间的被测件中通过,被测件将一部分能量吸收,剩余的X射线被位于X射线源正上方的探头接收,探头将所接收的X射线转换为与之大小相关的输出电压(检测信号)。
如果改变被测件的厚度,则所吸收的X射线量也将改变。这将使探头所接收的X射线量发生变化,检测信号也将相应发生变化。
Detector:探头 Detector Signal.10V (Saturation):探头检测信号为10伏(饱和状态)
X-ray Beam:X射线束 X-Ray Source:X射线源
当快门打开,而X射线束中没有被测件时,探头将X射线充分吸收,并将其转为最大的检测信号电压输出值。
Detector:探头 X-Ray Source:X射线源 Material:被测物质,其在受到辐射时会发出荧光。
随后,光进入一个光电倍增管中,将光转换为电子流,该电子流通过倍增极链进行电子增殖,使其进一步增强。利用微分激励器,从预放大器的输出信号,经接线柜,通到主控制柜中的信号条件限定插板上。
3.1.2 X射线源组件
型号 : 120 千伏
X射线源由两个主暗箱组成,每个暗箱密封在一个密闭罐中(参见图三)。
下部充油暗箱包括有高电压变压器、灯丝变压器、两个倍增整流器组件、反馈电阻器网络和X射线管。下部暗箱中的所有部件,均安装在密封板上,该密封板是上部暗箱的一个组成部分。通过陶瓷串馈,将反馈电压传送到上部暗箱中。
上部暗箱包括有系列标准校准样品暗盒、快门、传感器、放大器和带有一个减压阀的油膨胀暗箱。
暗箱的外部安装有油循环泵和相关的流量开关。通过下部暗箱,油保持循环,以帮助散热。
Lifting points:提升点 X-Ray Beam Exit window:X射线束从窗口射出
Sensor Amp:传感器放大器Standards Magazine:系列标准校准样品暗盒
Oil pressure release Valve:油压减压阀 water connections:水管接头
Oil pump Assembly:油泵组件Filament Xfmr:灯丝Xfmr
Multiplying Rectifiers:倍增整流器 HV Xfmr:高电压Xfmr
Oil:油 X-Ray Tube:X射线管
3.2 主控制柜
M215上的主控制柜由8个控制柜组成。这些控制柜从上到下进行编号,最前面的三个控制柜也采用字母进行标记。
4 板型
板型是测厚仪用于移动“C”型架的设备,使X射线束穿过被测件的整个宽度(参见图四)。

图一
图二

图三
Forward Limit:前进限位 Strip Material:钢带被测件
Stop Profile: 停止板型 Reverse Limit:后退限位
Stop Profile: 停止板型 Start new Profile:开始新的板型
Return to start or start new profile: 返回到开始或者开始新的板型
4.1 “C”型架定位
通过使用一个模拟量位置转换器(拖线电位差计)或者一个数字量位置转换器(在机架和齿轮上的脉冲编码器),能够确定“C”型架的位置。需要在测厚仪程序中建立关于每个转换器的配置。
4.2 板型时序
当“C”型架在待机和中心线之间时,系统将开始一个板型时序。如果“C”型架回到比待机位置更远的位置,和前进到比中心线更远的位置,则板型将无法进行。
Stop Profile.停止板型测量。
Start Profile:开始板型测量
Go to Standby:走到待机位
Go to centerline:从待机位置走到中心线位
4.2.1 事件的时序
1).“C”型架处于待机位置。
2).开始启动板型的时序。
3).“C”型架移动到“毫米边缘位置”,如果设定了“HMD”信号,则等待“HMD”信号的到来。
4.一旦接收“HMD”信号,快门立即打开,并随着内部标准校准样品处于X射线束中,“C”型架向前移动到钢带的后部边缘。
5.当钢带的后部边缘被发现,内部标准校准样品被取出。
6.在以“慢速毫伏”速度移动的同时,测厚仪对边缘进行测量。
7.当通过“毫米边缘尺寸”时,“C”型架达到“快速毫伏”速度,测厚仪对钢带的中心进行测量。
8.一旦“C”型架达到远端的“毫米边缘尺寸”时,其速度返回到“慢速毫伏”速度。
9.当远端边缘被发现,内部标准校准样品被插入到X射线束中,“C”型架移动到远端的“毫米边缘尺寸”位置。
10.如果选择一个单一板型,则时序完成,“C”型架返回到待机位置。如果选择连续的板型,则一个新的板型从远端的“毫米边缘尺寸”位置开始。

图四

图五
5 结束语
X射线凸度仪是一种性能可靠,测量精度高,运行稳定的测量装置,其准确的测量精度和快速响应,为带钢板形的改进提供了良好的技术保证,从而大大提高了带钢产品的质量。
10.3969/j.issn.1001-8972.2011.03.035
X射线;凸度仪
猜你喜欢
四川冶金(2022年5期)2022-12-09 03:04:50
东坡赤壁诗词(2022年2期)2022-04-15 01:38:01
中国金属通报(2021年2期)2021-05-23 10:09:08
中国金属通报(2020年20期)2020-03-27 07:19:20
经济技术协作信息(2020年27期)2020-02-28 21:03:27
科学与财富(2019年18期)2019-07-10 04:15:51
电子测试(2018年6期)2018-05-09 07:32:31
中小企业管理与科技·下旬刊(2018年2期)2018-03-23 11:50:20
小学教学参考(2016年12期)2016-03-05 23:04:34
电子机械工程(2015年2期)2015-09-15 15:41:55