BW200型往复泵曲轴磨损原因分析及解决措施
2011-11-06 06:33周利文李宗义王安平
钻探工程 2011年9期
周利文,李宗义,王安平,唐 建
(1.甘肃省核工业机电研究所,甘肃天水 741025;2.甘肃机电职业技术学院,甘肃 天水 741001)
BW200型往复泵曲轴磨损原因分析及解决措施
周利文1,李宗义2,王安平1,唐 建1
(1.甘肃省核工业机电研究所,甘肃天水 741025;2.甘肃机电职业技术学院,甘肃 天水 741001)
建立齿轮传动往复泵的曲柄连杆机构曲轴空间力系,对曲轴曲柄销轴进行受力分析。通过加装平衡条平衡旋转惯性力和改变进水管接口位置试验,找出了液力端进排水流道尺寸的改变是BW200型泵的工作腔液体产生水击的原因,解决了泵温升高和曲轴曲柄销磨损问题。可用于齿轮传动往复泵的曲柄连杆机构曲轴受力分析和计算,解决泥浆泵的类似问题。
泥浆泵;往复泵;曲柄连杆机构;曲轴磨损;受力分析
1 问题的提出
BW200型泥浆泵为卧式双缸双作用往复式活塞泵,采用球阀,结构比较紧凑,体积小、轻便,非常适合野外搬运,广泛应用于地质、工程建设等领域。该泵的曲轴材质为球墨铸铁件,连杆轴瓦采用铁基粉末冶金材料。该泵主要技术参数见表1。

表1 BW200型泵主要技术参数
泵在做出厂试验时,出现了在低压(1~2 MPa)运转时,温度变化及温升不大,而φ80 mm缸径、压力为4 MPa左右或φ65mm缸径、压力为6 MPa左右,做负载运转时,温度急剧升高的问题。经实际测量,每分钟可升高5℃以上,满负载运行15 min后,动力输入端处的轴承温度最高达到了95℃,箱体温度达到了85℃,泵的温升超过了产品的技术要求。打开泵箱体检查窗查看,发现曲轴的大齿轮啮合不均匀,偏向一侧。拆解连杆进一步检查,发现曲轴的一个曲柄销轴磨损严重,磨损量达到了2 mm,断面形状呈枣核状,但是另一个曲柄销轴没有发生磨损。通过对双缸双作用往复泵的曲柄连杆机构的受力分析,对主要受力情况做了计算,同时,加装平衡条来平衡旋转惯性力和U型三通管让进水管接口位置从液力端的一侧改到中间进行试验。液力端工作腔内进排水流道尺寸变小是工作腔内液体产生水击现象,导致泵发生温升高和曲轴曲柄销轴磨损的问题原因。
2 双缸双作用往复泵曲柄连杆机构受力分析
2.1 作用力分析
BW200型泵是双缸双作用,为了使流量趋于均匀,曲柄错角采用90°的结构型式,连杆与曲柄销轴之间采用滑动轴承配合。泵所受的作用力如图1所示。
作用在十字头销中心C点的是综合活塞力F',泵工作时作用于十字头销中心上的力有活塞力F、往复惯性力Fw和摩擦力Fm,即:

式中:F——活塞力,N;Fw——往复惯性力,N;Fm——摩擦力,N,包括活塞与缸套、活塞杆及其密封和十字头与滑道各往复运动副摩擦力的总和,其方向与活塞速度方向相反。

图1 往复泵作用力示意图
活塞力F用最大活塞力代替,有:

式中:m3——以曲柄销为对称中心的曲拐部分质量,kg;m2——曲拐剩余不平衡旋转质量,kg;s——不平衡旋转质量m2质心到主轴颈的距离,m。

2.2 曲轴受力分析
曲轴受力十分复杂,要想把曲轴所有受力情况考虑进去加以分析计算,在目前还做不到。做简化假设,把该泵曲轴的受力简化成两支点双拐简支梁情况,曲轴受力如图2所示。图上规定了坐标系和曲轴旋转方向。

图2 两支点双拐曲轴受力分析图
作用在两支点双拐曲轴上的力有:作用在曲柄销中点的集中力——切向力Fτ和径向力Fr(或连杆力Fc、旋转惯性力Fh);作用在主轴颈上的支反力FA和FB;作用在大齿轮上的切向齿轮力Fnτ和径向齿轮力Fnr(或齿轮力Fn)。

式中:α——齿轮压力角,(°),标准渐开线圆柱齿轮α =20°。
双缸双作用往复泵曲轴曲柄错角为90°,若第一个曲柄转角φ1=φ,则第二个曲柄转角为φ2=φ+90°。
当泵任意活塞处于吸程阶段(0<φi<180°)时,由于是双作用泵,其活塞力
2.3 BW200型泵曲柄销的受力计算
BW200型泵活塞直径D=80 mm,活塞行程S=85 mm,泵速 n=130 min-1,活塞杆直径 d=28 mm,取k=0.4。经计算连杆比λ=0.18,活塞、活塞杆和十字头部件质量ms=4 kg,连杆质量mg=8 kg。
因为该泵在4 MPa时,泵温升比较高,曲柄销磨损比较严重,可计算几个极值情况。计算曲柄转角在360°时曲柄销的受力情况,此时,往复惯性力Fw为最大值的,经计算曲柄角速度ω=13.6 rad/s,活塞力F=20 kN,往复惯性力Fw=70 N,往复惯性力Fw远远小于活塞力F,可以忽略不计,同样,摩擦力Fm也远远小于活塞力F,也可以忽略不计。这样,综合活塞力F'=20 kN,连杆力FC=20 kN。计算曲柄转角在270°时曲柄销的受力情况,也忽略不计往复惯性力Fw和摩擦力Fm,综合活塞力F'=20 kN,连杆力最大FC=20.33 kN。
3 原因分析
对整台泵的零部件加工和装配情况进行了检测,特别是检测了曲轴材质、热处理和曲轴连杆的装配情况,检测后均符合技术要求。
泵的进水管接口设在泵的液力端两侧,根据用户现场使用的情况,可以方便的接在任意一侧。在检查泵曲轴箱时,发现磨损曲柄销位置是在远离进水管接口的那个工作腔的。改变进水管接口位置进行试验,还是远离进水管接口的工作腔那个曲柄销发生磨损。
泵使用工况在规定的范围内,计算曲柄销的受力也应该在合理的范围内。经分析可以认为有两种情况可能导致曲柄销轴的磨损,一是往复泵设计时,由于曲轴转速低,曲柄销上的旋转惯性力是不需要平衡的,但这容易引起泵机组的振动,强烈的振动也会加速运动件的磨损;二是液缸工作腔内的活塞突然受到了大的冲击力,致使连杆力突然增大,由于连杆和曲柄销之间是滑动轴承配合,这样连杆瓦与曲柄销之间的油膜压力变化幅度也增大,在曲轴销轴表面形成较大的冲击力,使曲柄销轴表面在很短的时间内产生裂纹,并以较快的速度沿着最大切应力方向由表面向内扩展。同时,突然增大的连杆力使连杆轴瓦与曲柄销轴之间的油膜遭到破坏,在曲柄销轴表面发生咬粘,造成磨损。当液缸工作腔内的液体发生空化和汽蚀时,容易发生水击,致使活塞力突然增大,也就是连杆力会突然增大。为什么会在远离进水管接口的工作腔内的曲柄销发生磨损呢?这是因为远离进水管接口的液缸内活塞在运动时,由于液体运动的距离远,液体不能及时进入到工作腔中,工作腔内的液体压力降低,这时液体会发生空化和汽蚀现象,活塞发生脱流,产生水击,使活塞力突然增大,连杆力也突然增大,导致该液缸的曲柄销磨损。
4 改造试验及效果
4.1 改造试验
为了找出导致液缸工作腔内的液体发生水击,造成曲柄销磨损问题的原因,对曲轴曲拐不平衡质量进行配重来平衡旋转惯性力试验和在液力端的中间设置进水口,让液体均匀地同时进入两个活塞工作腔中,消除由于液体不能及时进入活塞工作腔,在工作腔中发生液体空化和汽蚀,产生水击现象的试验。
经计算曲轴曲柄销的旋转惯性力Fh=56 kN,平衡对称位置ro=100 mm,平衡质量mo=3 kg,曲轴最高转速130 r/min,平衡质量mo应该加在曲轴曲柄销对称位置,但是曲轴是铸造成型件,结构比较紧凑,在曲柄销对称位置没有加装平衡块的空间,只能考虑在连接大齿轮的连接盘上加装平衡质量块了,连接盘上的空间也是有限的,这样可以在大齿轮接盘上加装平衡质量的平衡条,同时在曲轴的大齿轮连接盘上加工减重孔,使大齿轮和曲轴一起达到平衡,组装后进行试验,如图3所示。

图3 齿轮连接盘平衡条安装位置示意图
为了保证液体同时到达两个液缸工作腔,设计加工了U型三通管连接液力端两侧的进水口,进行试验。
4.2 改造试验效果
加装平衡旋转惯性力的平衡条后进行了负载试验,并测试了泵的输入轴轴承和曲轴箱温度,试验测试结果见表2。
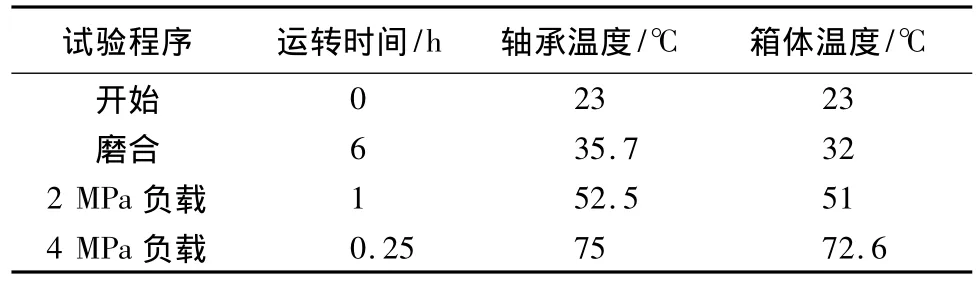
表2 加装平衡条试验结果表
从试验测试结果看,加装平衡旋转惯性力的平衡条后,测试轴承和曲轴箱体温度,温度的升高速度有所下降,但是温升还是超过了技术要求规定的轴承温升≯40℃,最高温度≯80℃的要求,满负载运转了15 min,轴承温度就达到了75℃,打开曲轴箱检查,曲轴曲柄销轴仍然是单个磨损。这说明平衡条可以平衡掉一部分旋转惯性力,改善了曲轴的运转情况,但没有消除曲柄销的磨损,这说明旋转惯性力不是造成曲柄销磨损的主要原因。
安装U型三通管,让液体从两侧同时进入液力端的两个液缸工作腔进行试验,测试输入轴轴承和曲轴箱温度,结果见表3。
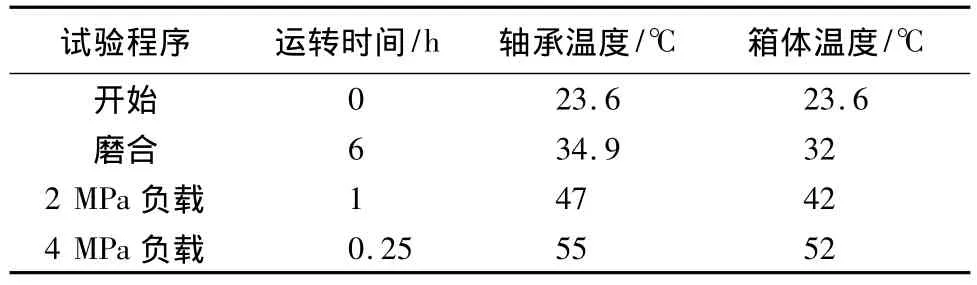
表3 两侧进液体试验结果表
液体从两侧同时进入液力端的液缸工作腔试验结果是,轴承和箱体的温度升高比较平稳,温升没有超过40℃,最高温度没有超过80℃,符合泵的技术要求。打开曲轴箱检查,齿轮啮合比较均匀,曲轴的两个曲柄销无磨损现象。虽然消除了泵的温升高和曲轴曲柄销磨损问题,但是该泵一直是从单侧接进水管,没有发生过轴承温升高和曲柄销磨损现象,若配置U型三通管则会增加泵的成本,现场使用也不方便。又仔细检测了这批生产的液力端,发现液缸工作腔的进排水流道小于技术要求。BW200型泵是双缸双作用泵,液力端的液缸工作腔内部结构比较复杂,内部有些腔道尺寸根本无法检测和机加工,只能靠铸造来保证,如果流道中有铸造毛刺阻挡,也会减小流道的尺寸。液力端液缸工作腔流道结构如图4所示。

图4 液力端结构图
在卧式铣床上进行机加工修复,用三刃铣刀深入到液力端工作腔内部修复流道尺寸,达到技术要求,修复装配后重新做负载试验,试验结果如表4。
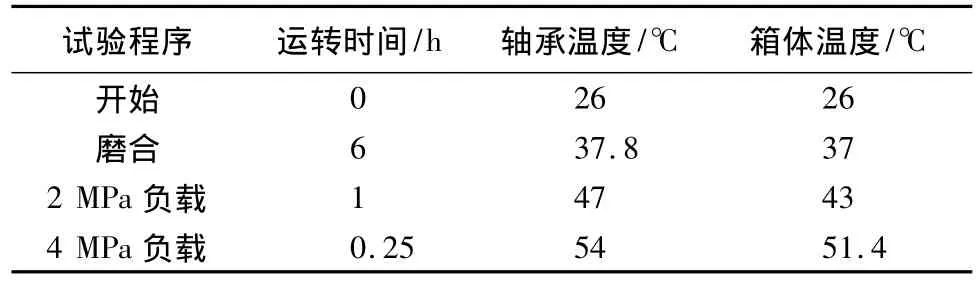
表4 修复液力端流道后试验结果表
从试验结果看,泵在满负载运转时,轴承和曲轴箱体温度升高不多,检查齿轮啮合和曲柄销磨损情况,齿轮啮合均匀,曲柄销没有磨损现象,同时检查箱体内润滑油的洁净度和杂质情况,润滑油很干净,没有磨损的铁屑等杂质。
液体进排工作腔的流道,是液体在整个工作腔中的阻力段,活塞在运动时,如果流道尺寸变小,液体流动时受阻,不能及时进入工作腔中,工作腔内的液体压力降低,会导致液体发生空化和汽蚀,产生水击现象,使活塞力突然增大,致使连杆力突然增大,最终导致曲轴曲柄销轴磨损。远离进水管接口的工作腔更容易发生这种情况,这就是单边曲轴曲柄销轴发生磨损的原因。在以后的产品制造过程中严格控制了液力端的液缸工作腔流道的尺寸,再没有发生类似的问题。
5 结语
(1)建立双缸双作用齿轮传动的往复泵曲柄连杆机构受力分析和曲轴空间力系,进行曲轴主要受力情况的计算,为分析问题的原因提供了依据。
(2)BW200型泵温升高和曲轴曲柄销轴磨损,主要是液力端件在铸造时,液力端液缸工作腔流道尺寸变小,不符合技术要求,活塞运动时液体在工作腔中发生空化和汽蚀,出现水击现象,连杆力突然增大,曲轴曲柄销上的受力恶化,造成泵温升增高和曲轴曲柄销轴磨损。
(3)齿轮传动的往复泵曲柄连杆机构受力分析和曲轴空间力系可用于同类泵的曲轴受力计算,往复泵液力端液缸工作腔流道尺寸应加以控制,该方法对解决泥浆泵类似问题有借鉴意义。
[1]编写组.往复泵设计[M].北京:机械工业出版社,1987.
[2]朱俊华,战长松.往复泵[M].北京:机械工业出版社,1992.
[3]叶晓淡,蒋小平,许建强,等.往复泵曲轴疲劳可靠性分析[J].机械工程学报,2008,(10).
[4]戴新西,贺运初,万智波.大型活塞压缩机异常振动的原因分析及对策[J].流体机械,2006,(3).
[5]杨可桢,程光蕴.机械设计基础(第四版)[M].北京:高等教育出版社,1999.
Cause Analysis on Crankshaft Wear of BW200 Reciprocating Pump and the Solution Measures
ZHOU Li-wen1,LI Zong-yi2,WANG An-ping1,TANG Jian1(1.Gansu Mechantronics Research Institute of Nuclear Industry,Tianshui Gansu 741025,China;2.Gansu Institute of Mechanical& Electrical Engineering,Tianshui Gansu 741001,China)
The crankshaft space force system of crank and connecting rod mechanism of gear transmission reciprocating pump was established for mechanical analysis on crankshaft crank pin shaft.Through adding balance strip to have rotating inertia force equilibrium and testing to change the interface position of intake pipe,the size change of intake and drainage channels at hydraulic end was found out to be caused by the water attack from the liquid in BW200 pump chamber,and the pump temperature increasing and crankshaft crank pin wearing were solved.
mud pump;reciprocating pump;crank and connecting rod mechanism;crankshaft wear;mechanical analysis
P634.3+2;TH321
A
1672-7428(2011)09-0074-04
2011-01-31
周利文(1957-),男(汉族),重庆人,甘肃省核工业机电研究所技术质量科科长、工程师,机械制造专业,从事流体机械产品和工艺设计、技术和质量管理工作,甘肃省天水市麦积区15号信箱,402234402@qq.com。
猜你喜欢
水泵技术(2021年5期)2021-12-31
设备管理与维修(2021年24期)2021-02-10
矿山机械(2020年12期)2020-12-19
煤矿机电(2020年5期)2020-11-02
石油钻探技术(2020年3期)2020-08-24
中学物理·高中(2019年8期)2019-09-20
科技创新与应用(2018年27期)2018-09-29
汽车实用技术(2015年8期)2015-12-26
重型机械(2014年5期)2014-09-19
传动技术(2014年1期)2014-02-27