水解酸化-UASB-AB工艺在处理酒糟废水中的应用
2011-11-04 12:26:15谢江李开军西南交通大学地球科学与环境工程学院四川成都610031
资源节约与环保 2011年1期
谢江 李开军(西南交通大学地球科学与环境工程学院,四川成都610031)
水解酸化-UASB-AB工艺在处理酒糟废水中的应用
谢江 李开军(西南交通大学地球科学与环境工程学院,四川成都610031)
针对酒糟废水具有高浓度、可生化性好等特点,采用水解酸化-UASB-AB工艺处理酒糟废水。本文介绍了工艺流程、工艺参数、运行情况和经济指标,工艺经过一年多的实际运行表明,废水CODcr由39874~40750mg/L降至203~221mg/L,BOD5由14985~15599 mg/L降至72~92mg/L,SS由25875~26278mg/L降至99~111mg/L,pH由3.9~4.4升至7.2~8.0,出水水质能达到《污水综合排放标准》(GB 8978-1996)中的二级标准。
酒糟废水;水解酸化;UASB;AB
酒糟废水中高浓度的可生物降解的有机物多以碳水化合物及其降解产物为主,可生化性好,适宜采用厌氧加好氧相结合的处理工艺[1]。针对酒糟废水的特点,采用水解酸化-UASB-AB工艺对四川某白酒酿造企业产生的酒糟废水进行处理。通过一年多的运行,实践证明采用该工艺处理酒糟废水稳定可靠、经济实用。
1 工程概况
1.1 进水水质
该企业产生的废水量为700m3/d,根据当地环保部门的要求,废水排放执行《污水综合排放标准》(GB 8978-1996)中的二级排放标准。具体的进出水水质见表1。
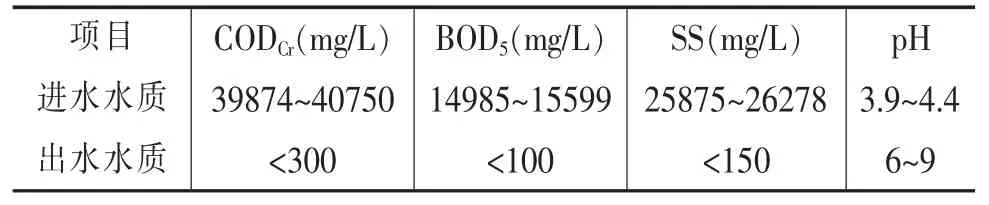
表1 进出水水质参数
1.2 工艺流程
针对酒糟废水具有高浓度、可生化性好等特点,采用水解酸化-UASB-AB组合工艺对其进行处理,具体工艺流程见图1。

图1
1.3 主要处理构筑物及设备
(1)固液分离。工程采用2台旋转式固液分离机对酒糟废水进行固液分离,型号为ZGC1000,配套电机功率为2 kW。固液分离能够去除较大部分的SS,还能去除一部分的COD,经过固液分离后的滤糟是一种高蛋白营养物质,可回收作为动物饲料出售,能产生一定的经济效益。
(2)水解酸化池。工程设置1座水解酸化池,设计表面水力负荷为1.3 m3/m2.h,设计尺寸为6 m×4.5 m×4.5 m,有效容积为108 m3,HRT为2.5 h。池体设计成矩形,采用半地下式,钢筋混凝土结构;池内填料采用立体弹性填料,填料布置在池内设置的角钢上;池底部设计按多槽形式设计,有利于布水均匀与克服死区,采用穿孔管进水配水方式,出水孔口处需设置45°导流板。
(3)UASB反应器。工程设计2座UASB反应器。设计容积负荷为12 kgCOD/m3.d,设计尺寸为14m×8m×5.5m,单个有效容积为560 m3,HRT为7h。反应器设置为半地下式,顶面加盖保温,采用钢筋混凝土结构。反应器共设14个三相分离器,采用穿孔管配水,锯齿形出水槽。UASB反应器正常运行后,UASB产沼气量为4 153 m3/d(甲烷含量为55%~65%)。两台反应器各设置一个水封罐,水封罐出来的沼气进入气水分离器,通过沼气贮柜收集从分离器出来的沼气,收集到的沼气作为厂区锅炉燃料。
(4)A段和B段曝气池。AB法不设初沉池,设置A段和B段曝气池,A段及B段各设沉淀池,污泥回流至A、B两段曝气池,客观上形成两个独立的系统[2]。本工程的曝气池采用普通曝气池,设A段和B段曝气池各一座,均采用单廊道式推流式,采用半地下式。其中:A段曝气池污泥负荷为6kgBOD5/(kgMLVSS.d),尺寸为4.5×3×3.3,有效容积为40.5m3,HRT为1.3h,A段曝气池供气量178.3 m3/h;B段曝气池池污泥负荷为0.5 kgBOD5/(kgMLVSS.d),尺寸为10×5×3.5,有效容积为150 m3,HRT为5.1 h,B段曝气池供气量400 m3/h。
(5)中沉池和二沉池。工程采用竖流式沉淀池,池形设计成圆形,设中沉池和二沉池各一座,均采用半地下式,钢筋混凝土结构。其中:中沉池的表面水力负荷为2.0 m3/m2.h,池体直径为4.5m,池体总高度为7.5m,有效水深4.0m;二沉池的表面水力负荷为1.0 m3/m2.h,池体直径为6.1m,池体总高度为7.4m,有效水深3.0m。
(6)污泥浓缩池。工程污泥主要产自UASB反应器、中沉池、二沉池。工程设1座重力式浓缩池,池体直径为6.5m,总高度为4.7m,采用半地下式,钢筋混凝土结构。
(7)污泥脱干。工程在污泥脱干车间设置2台DY1000带式压滤机,配套投配系统和加药系统,组成2套脱水系统,污泥经脱水后,由螺旋输送机运送到室外的污泥堆放场。
2 工程调试及运行
2.1 水解酸化池的调试及运行
该工程于2008年5月建成投入使用。水解酸化池不仅能把废水中复杂的不溶性和大颗粒有机物水解成可溶性和简单的有机物,并且废水的pH值反而有所提高,对下一步废水的厌氧消化极为有利[3]。工程在水解酸化池内加挂弹性立体填料,以确保水解酸化池内有足够的酸化菌群和较好的去除效果。水解酸化池内酸化菌培养采用自然富集的方式进行,根据实际运行,弹性立体填料在15d左右就有较好的挂膜效果,CODCr去除率显著提高,20d左右达到峰值。
2.2 UASB反应器的调试及运行
UASB反应器的启动过程可分为3个阶段:污泥驯化期、提高负荷期和满负荷运行期[4]。
UASB反应器开始投加某城市污水处理厂中的消化污泥。工程启动在夏天进行,UASB采取中温发酵,接种污泥量为6.0 kgvss/m3,采取连续进水,定期在污泥中加入酒糟废水,同时经常进行搅拌,加入的废水水量逐渐由少到多。经过近一个月的培养驯化,厌氧污泥的活性逐渐适应性并达到了要求。
在UASB启动过程中先加入水,使反应器内水位达到满水位状态,然后泵入需处理的废水,通过加入NaOH将pH调节至中性。CODCr容积负荷从0.5kg/m3.d逐渐提高,容积负荷每次提升0.5kg/m3.d,每提高一次容积负荷,需稳定3~5d,经过近3个月的调试,CODCr容积负荷达到设计的满负荷状态,即12kg/m3.d。在启动调试过程中,通过电磁流量计监测,从而调节阀门的大小,较好地控制了进水量。当反应器达到满容积负荷时,从反应器底部取泥发现有细小黑色颗粒污泥。稳定运行3个月后,取泥发现污泥已实现颗粒化,污泥颗粒色黑且光滑,形状近似球状,粒径主要分布在0.8~1.3mm之间。稳定运行后CODCr去除率超过80%,pH值7.0~8.0,厌氧出水的CODCr比较稳定。
2.3 AB(两段曝气)的调试及运行
UASB反应器出水进入A段曝气池与中沉池回流的污泥充分混合后进行曝气,曝气强度呈阶梯状降低以便细菌能完全利用,从而能有效消化去除COD,废水在A段以高负荷运行,泥龄较短,水力停留时间为1.3h。A段出水进入中沉池进行污泥沉降。中沉池出水进入B段曝气池利用生物膜对废水进一步消化,B段曝气池池体积相对较大、鼓风风压较小,以满足生物膜处理较慢且膜片易脱落的特点,B段污泥负荷较低,泥龄较长,废水在池中水力停留时间为5.1h。B段出水进入二沉池,生物膜片在二沉池中除去脱落。CODcr在A段的去除60%~65%,在B段的去除率在80%~85%。
3 处理效果
该工程经过半年的连续运行,出水水质稳定并优于设计要求。从2008年10月开始对出水进行连续监测,每2个月监测一次。监测结果见表2。
由表2看出,经过处理后废水出水水质的CODCr降至203~251mg/L、BOD5降至72~92mg/L、SS降至97~112mg/L,pH由3.9~4.4 L至7.2~8.0 L,各项指标去除率均在99%以上,出水水质能达到《污水综合排放标准》(GB 8978-1996)中的二级标准。
4 结论
(1)经过一年多的运行表明,采用水解酸化-UASB–AB工艺处理酒糟废水效果良好,CODCr、BOD5、SS的去除率均在99%以上,出水水质能达到《污水综合排放标准》(GB8978-1996)中的二级标准。
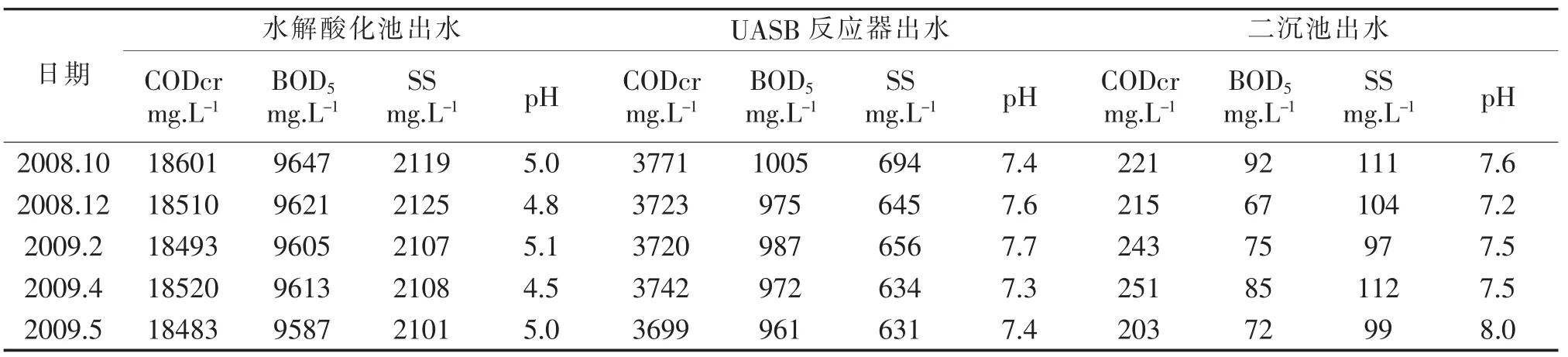
表2 出水水质监测结果
(2)对高浓度废水进行水解酸化预处理,能保证UASB反应器进水水质稳定,有利于后续处理设施的稳定连续运行。
(3)固液分离机后的糟渣可作为高蛋白动物饲料外售,UASB产生的沼气经收集后作为锅炉中燃烧。工程运行能获得了显著的经济效益。
[1]胡纪萃.废水厌氧生物处理理论与技术[M].北京:中国建筑工业出版社,2002.
[2]年跃刚,顾国维.A B工艺的运行机理[J].给水排水,1995.7(10):5-7.
[3]黄武.水解酸化-UASB处理高浓度酿酒废水.[J]环境工程,2001.10(5):50-51.
[4]张传兵.李东艳.王慧芳.UASB反应器处理啤酒废水启动运行研究.[J]水处理技术,2010.7(36):43-45.
猜你喜欢
现代畜牧科技(2021年5期)2021-07-20 08:07:46
现代畜牧科技(2021年5期)2021-07-20 08:07:30
科学导报·学术(2020年26期)2020-10-21 22:15:43
工程与建设(2019年5期)2020-01-19 06:22:38
中国资源综合利用(2017年2期)2018-01-22 02:45:10
水利规划与设计(2017年9期)2017-12-20 08:24:55
东南大学学报(自然科学版)(2016年5期)2016-10-24 05:09:08
资源节约与环保(2016年10期)2016-02-07 18:07:22
中国资源综合利用(2016年12期)2016-01-22 02:02:26
农村农业农民·B版(2015年9期)2015-10-16 16:08:25