保压方式对塑件翘曲影响的CAE分析
2011-11-02 01:48黄丹彤路遥方莹松
塑料制造 2011年3期
黄丹彤 路遥 方莹松
(合肥工业大学 材料科学与工程学院, 安徽 合肥 230009)
保压方式对塑件翘曲影响的CAE分析
黄丹彤 路遥 方莹松
(合肥工业大学 材料科学与工程学院, 安徽 合肥 230009)
针对洗衣机底板在注射成型中产生的翘曲问题,利用CAE软件进行计算机数值模拟。结果表明影响翘曲变形的主要因素为收缩不均,并分别通过二级保压方式和根据材料的PVT曲线进行等比容保压来减小翘曲,对比两种保压方式,后者得到的塑件的翘曲量更小。
注射成型; 翘曲; 二级保压; 等比容;
前言
翘曲变形影响了塑件的外观、质量、装配以及使用性能,是注射成型中常遇到且较难解决的问题。由于注射成型过程涉及参数众多,引起翘曲的原因又十分复杂,所以一般情况下仅依靠设计人员的经验难以准确、快速地解决翘曲问题。在模具设计前进行必要的CAE模拟,预测塑件的翘曲变形,分析主要影响因素并进行优化,从而缩短试模周期,提高经济效益。在注射成型翘曲变形这方面许多学者应用CAE技术进行了研究:陈宇宏等对大尺寸透明平板注射成型中产生的翘曲变形进行模拟,分析影响因素[1]。周应国等对注塑制品进行CAE分析,研究工艺参数对翘曲的影响[2]。曾亚森等应用CAE技术研究注塑制品影响翘曲变形的最显著因素[3]。廖秋慧等研究了注射成型中保压参数对塑件翘曲变形的影响[4]。本文利用CAE技术对洗衣机底板的翘曲变形进行模拟分析,并针对保压阶段设计优化方案,为实际成型中工艺参数的调整提供参考。
1 塑件分析
塑件以及浇注系统的设计如图1所示,塑件最大外形尺寸326mm×374mm×26mm,主要部分壁厚2.0mm,加强筋厚度为1.0mm,材料为PP,两端部分结构比中间部分稍复杂,顶出侧有加强筋布置。根据成型要求,模具采用一模一腔,四浇口,三板模结构。
2 初始方案
根据CAE软件中PP材料推荐的成型参数范围,选择加工条件为:模具表面温度:50°C;熔体温度:230°C;保压压力为85MP;注射、保压、冷却总时间:30s.采用Flow-Warp 分析流程分析计算,结果如图2所示。
由图2初始方案分析结果可知,塑件的总翘曲量为3.166mm,由收缩不均匀、冷却不均匀、分子取向不一致所造成翘曲的影响程度不同,由收缩不均匀引起的塑件最大翘曲量为3.166mm,由冷却不均匀引起的最大翘曲量为0.0003mm,而由分子取向不均匀产生的翘曲量为6.985*10-7。由于后两者引起的翘曲值很小,在本例的讨论忽略其影响,主要研究由收缩不均引起的翘曲变形。
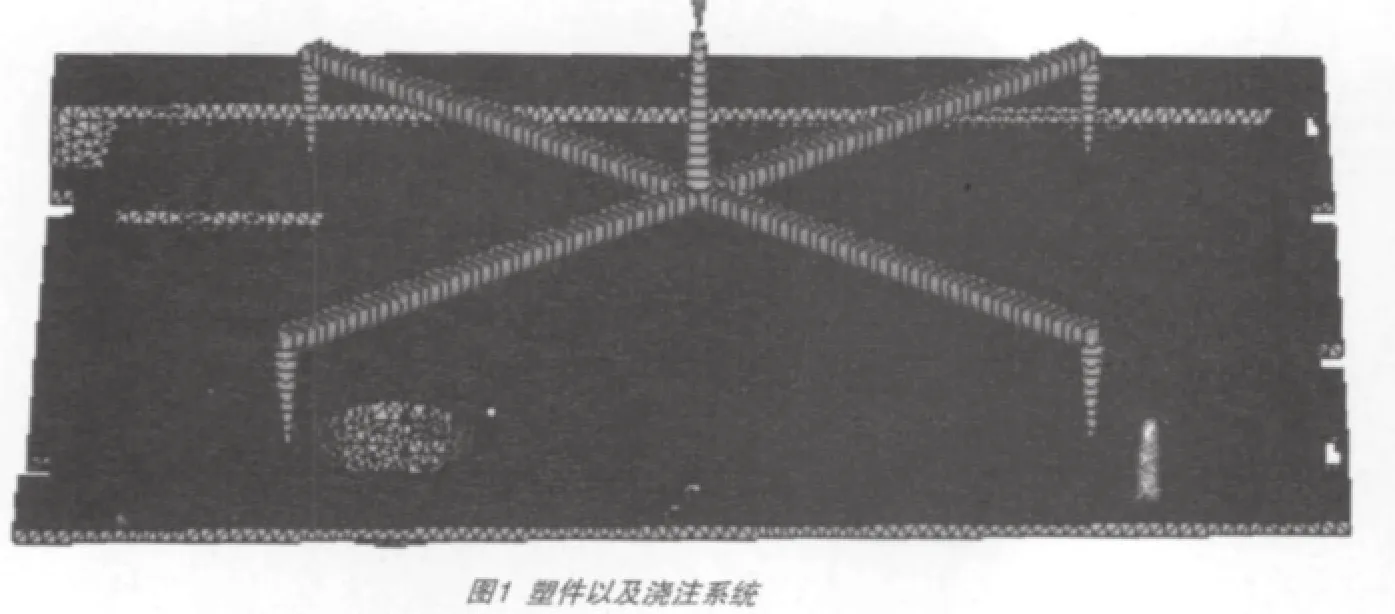
图1 塑件以及浇注系统
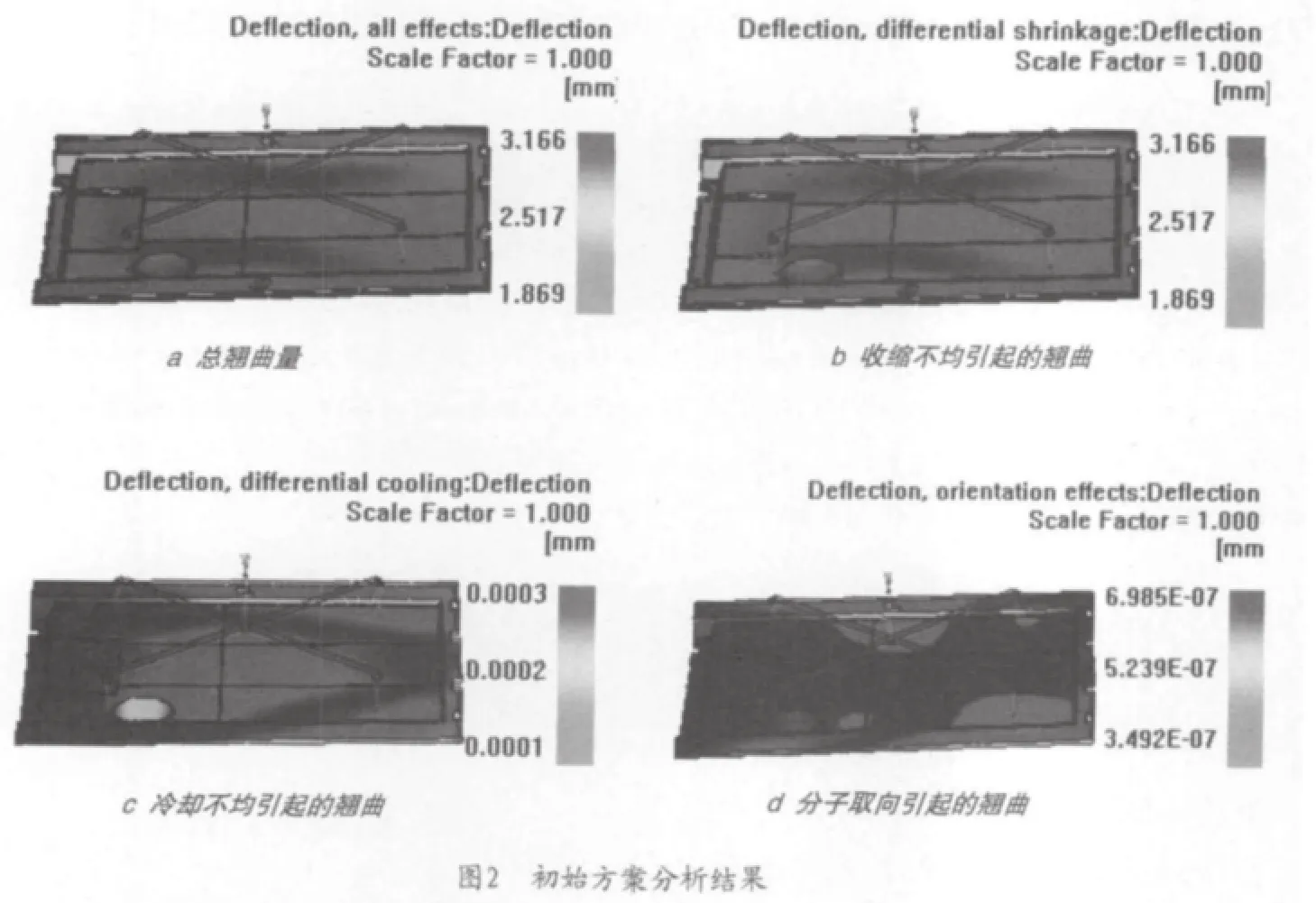
图2 初始方案分析结果
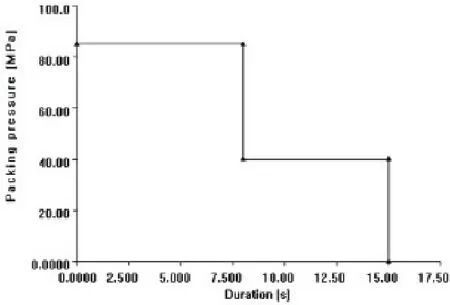
图3 二级保压曲线
3 方案改进
3.1 优化方案一
收缩是注射成型过程中固有的,它是塑料从成型温度逐步冷却到室温熔体的密度变化所产生的。在注射成型中,制品收缩变化既有整体性变化,也有沿截面方向的变化,而截面方向的收缩变化将产生内应力,若内应力被冻结在塑件中就形成了残余应力。当残余应力较大时,塑件就会在脱模时发生翘曲变形,而塑件结构因素和型腔内压力分布不均是形成残余应力,造成不均匀收缩的主要原因。注射成型过程中保压阶段对塑件的体积收缩率和翘曲变形有显著的影响[5-6]。恒压保压时塑件的体积收缩率分布不均匀,浇口位置收缩率很小,而远端收缩率很大,先恒压后衰减的分段保压方式所得到的塑件收缩很均匀[4]。
该方案选用二级阶跃保压方式,期望得到较均匀的型腔压力分布,具体参数设置如下:在0-8s时设置保压压力值为85MPa,在8-15s时设置保压压力为40MPa,保压曲线如图3所示,其中保压总时间是通过测量初始方案中浇口处冷却时间得到的,其他参数与初始方案相同,得到的分析结果如图4所示。
从图4可以看到,采用二级阶跃保压方式将最大翘曲量由原来的3.166mm降低到1.932mm,减小了38.9%,由不均匀收缩引起的翘曲量由原来的3.166mm降低到1.787mm,减小了43.6%。表明这种保压方式较恒压保压方式得到的型腔压力分布更均匀。
3.2优化方案二
对塑件的翘曲进行优化,已经有很多学者进行过研究[1-6],但一般都没有考虑到利用材料本身的物理属性来控制塑件的不均匀收缩。这里提出利用材料的物理属性来优化保压过程,从而减小此塑件的翘曲。
材料的PVT图描述了材料的比容、熔体温度和压力三者间的关系,利用材料的PVT属性控制保压的目的是尽量使此塑件在保压过程中处于等比容状态。因为在等比容状态下,可以获得最小程度的取向和残余应力,从而使制品翘曲程度最小。本方案设定的最大保压压力仍然为85MPa,在充填结束时间时,由分析结果中测量得到塑件上大多区域的温度处于230°C左右,结合CAE软件中给出的此塑件材料PVT曲线如图5,找到当压力为85MPa时对应温度下的比容,以此比容为准,不断测量随后时间点的塑件温度值,找到与以上比容相等时对应的压力值,一直测量到保压时间15s结束,为了增加实际应用中的实用性,考虑CAE模拟与实际注塑过程中的误差,在测量结果中主要选择出压力变化明显的时间点作为依据,得到的总体保压曲线设置图如图6所示。得到的翘曲分析结果如图7所示。
由图7可以看出,考虑材料的物理属性,采用等比容保压方式将总翘曲量由原来的3.166mm降低到了1.025mm,减小了67.6%,由不均匀收缩引起的翘曲变形量由原来的3.166mm降低到了0.9488mm,减小了70.0%。可见采用等比容保压比方案一得到的塑件翘曲更小,在控制塑件翘曲方面有更好的效果。
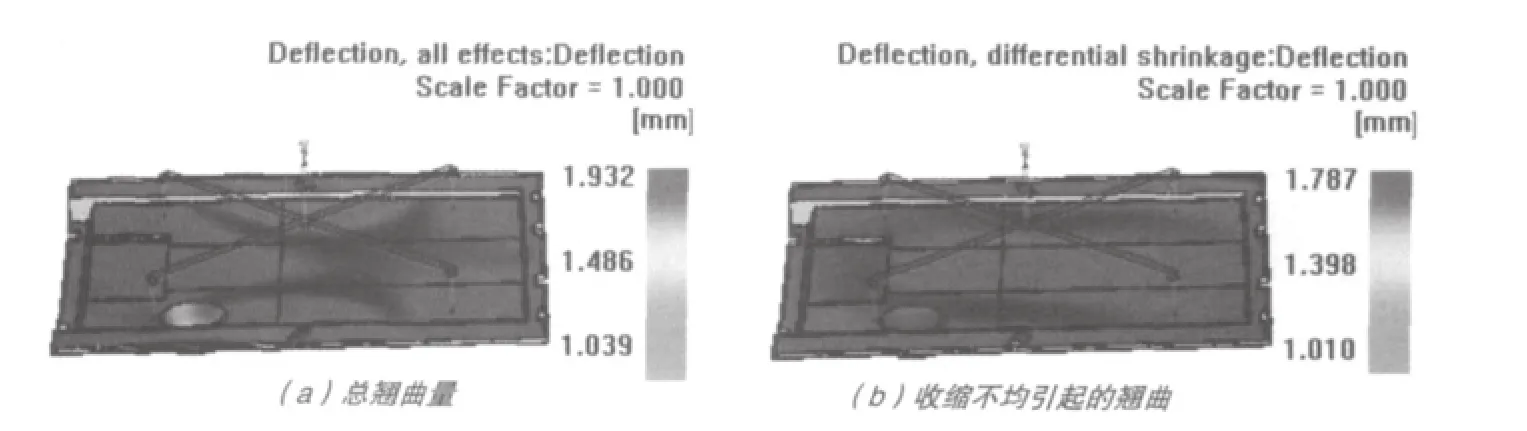
图4 优化方案一分析结果
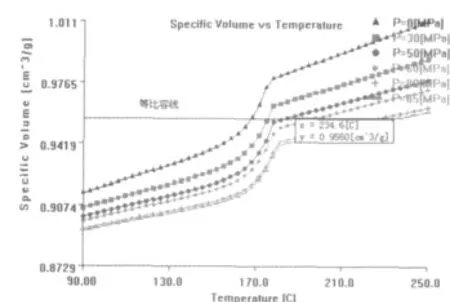
图5 材料的PVT曲线
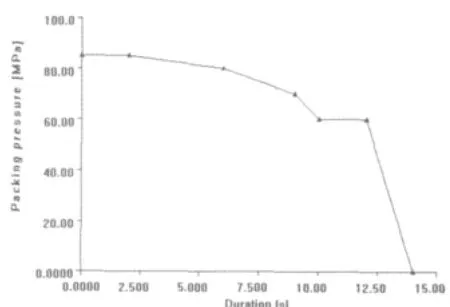
图6等比容保压曲线
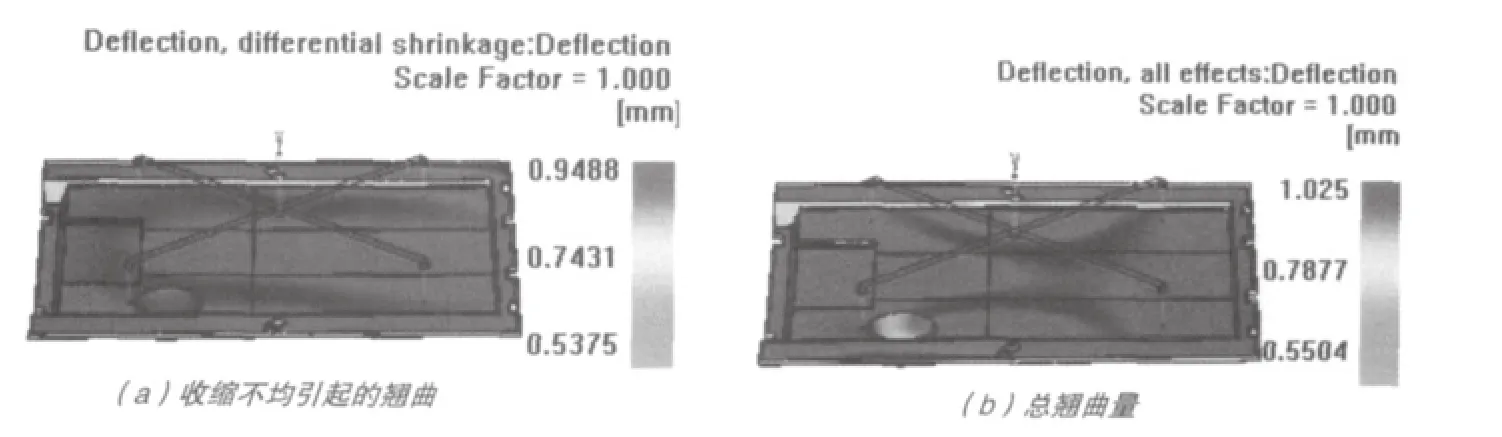
图7 优化方案二分析结果
4 结论
本文利用CAE技术对洗衣机底板的翘曲进行优化,分别通过二级保压以及根据材料的PVT曲线进行等比容保压,将总翘曲量分别减小了38.9%和67.6%。因此本文的研究工作对减少试模次数以提高生产效率具有指导意义和实用价值,对于其他同类的注塑产品的翘曲优化也具有一定的借鉴价值。
[1]陈宇宏,袁渊,等.注射成型大尺寸透明平板的应力、翘曲及收缩分析[J]. 工程塑料应用,2008,36(9):30-33.
[2] 周应国,申长雨,等. 工艺参数对注塑制品翘曲影响的CAE分析[J]. 工程塑料应用,2006,34(11):28-31.
[3]曾亚森,谢小鹏. 注塑制品翘曲变形的最显著影响因素[J]. 中国塑料,2009,23(6):69-74
[4]廖秋慧,刘淑海.注塑成型保压参数对塑件翘曲变形的影响[J]. 塑料科技,2009,37(10):67-69
[5]王桂龙,赵国群,等.薄壁注塑制品翘曲影响因素分析与工艺优化[J].中国机械工程,2009,20(4):488-492.
[6]李欣欣, 黄瑶,等.薄壁塑件注射成型工艺参数优化[J].塑料工业,2009, 37(11):25-27.
CAE analysis of the effect of packing ways on the warpage of plastic part
Huang Dantong Lu Yao Fang Yingsong
(School of Materials Science and Engineering, Hefei University of Technology, Hefei, Anhui 230009, China)
In order to minimize the warpage of the bottom plate of washing machine during injection molding, the computer numerical simulation is performed by CAE software. The result revealed that the major factor in fl uenced the warpage was uneven shrinkage. Two packing ways was used to reduce the warpage, that was two level packing and constant speci fi c volume packing based on the PVT curve of the material. Compared of the two ways of packing, the warpage of plastic parts was smaller by the the latter one.
Injection molding ; Warpage ; Two level packing ; Constant speci fi c volume;
黄丹彤(1985),女,汉族,福建福州人,在读硕士研究生,主要从事塑料注射成型的CAE分析与研究。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
长春中医药大学学报(2019年3期)2019-02-15
心血管病学进展(2018年1期)2018-02-12
制造技术与机床(2017年5期)2018-01-19
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
河南科技(2015年2期)2015-02-27