涤纶DTY退绕性能试验方法
2011-10-30 01:30:52陈永升林仕军
化纤与纺织技术 2011年3期
陈永升,林仕军
(广东开平春晖股份有限公司,广东 开平 529300)
目前国内大多涤纶生产厂家采用国产加弹机生产涤纶低弹丝(DTY),普遍存在退绕性能差问题,直接影响后道工序的织造效率、质量和成本,随着下游用户织造要求的提高,这一矛盾日益突出[1]。国家对DTY退绕性能项目没有检验标准,许多厂家只能依靠经验判断。本公司采用简单的方法,制作简单试验装置,对涤纶低弹丝退绕性能进行试验,取得较好的效果。
1 基本原理和试验流程
1.1 基本原理
本公司的涤纶低弹丝大部分都是供针织厂使用,一般情况下针织厂都是先将涤纶低弹丝插在丝架上,然后逐锭将丝条通过导丝器后接到针织机上,最后开机织布。我们模仿涤纶DTY在针织厂的使用过程,丝条的退绕速度和退绕张力,采用压缩空气吸丝的方式进行退绕性能试验。
1.2 试验流程图
退绕测试装置示意图见图1。
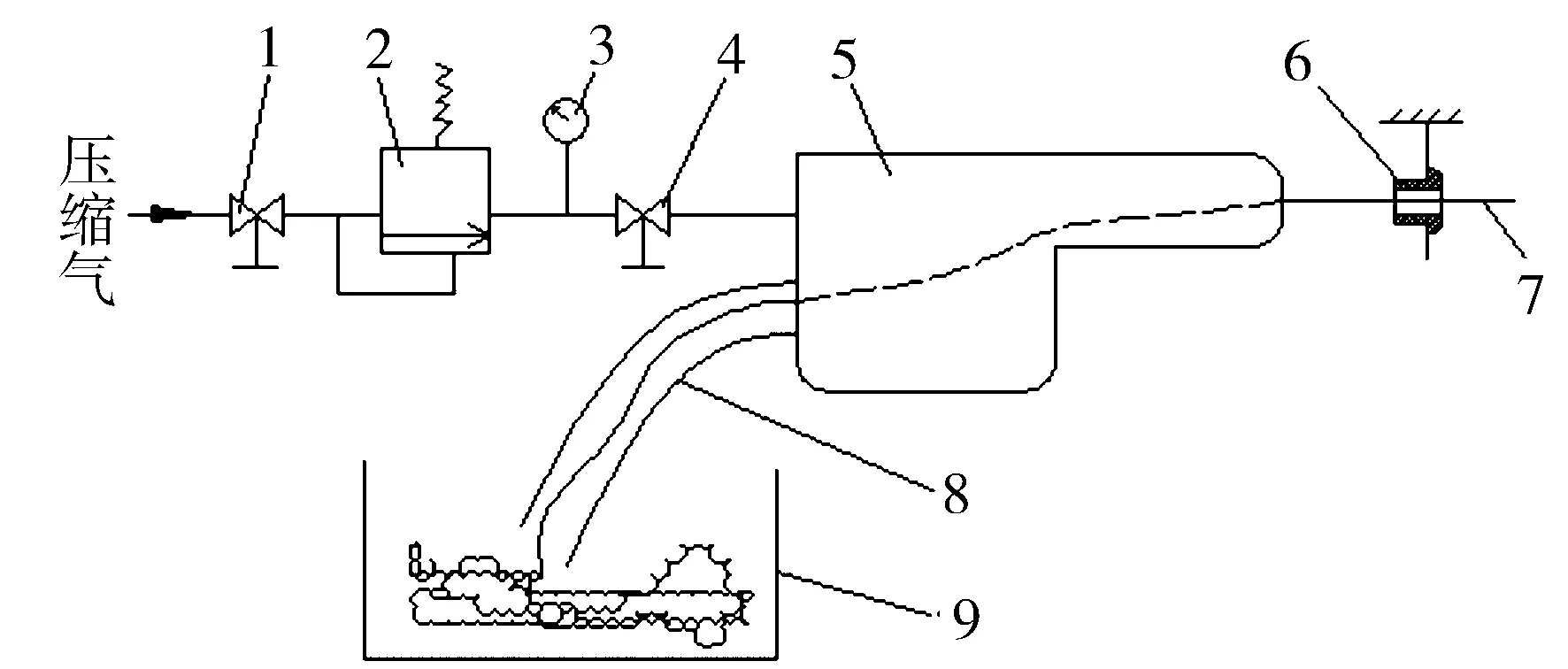
1.球阀;2.减压阀;3.压力表;4.球阀;5.吸枪;6.导丝器;7.DTY;8.胶管;9.DTY废丝回收箱图1 退绕测试装置示意图
2 实 验
2.1 试验参数设定
参照针织厂的一般加工线速度,并考虑到DTY长丝的用户不同,加工速度相差较大,通过调节减压阀压缩空气压力,实际现场测试中选用了350 m/min、550 m/min、850 m/min几种退绕试验速度[2],几个常规品种的压缩空气压力与退绕速度的对应关系见表1。
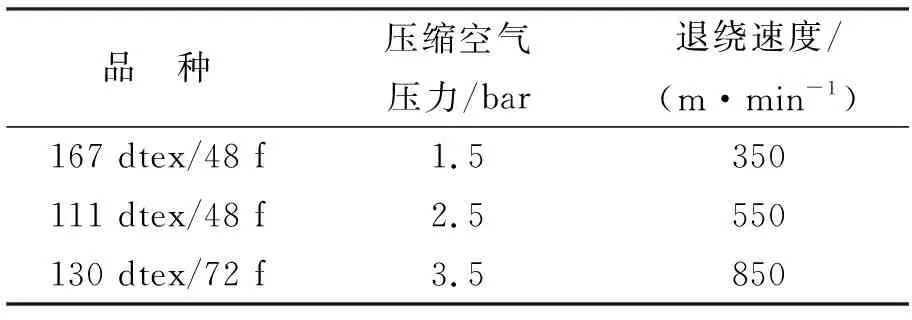
表1 压缩空气压力与退绕速度的对应关系
2.2 试验安排
原料的变化、工艺的调整以及设备备件的更新等都对涤纶低弹丝的退绕性能产生影响,因此,出现以下情况要安排退绕性能试验。
(1)更换工艺调幅大的POY。
(2)更换不同厂家POY油剂。
(3)更换不同厂家DTY油剂。
(4)后纺的卷绕工艺调整或其它工艺大幅调整。
(5)使用新厂家备件(包括油嘴、导丝器、假捻盘、止捻器等)。
(6)加工新产品。
每个试验项目,一般安排AA级产品试验锭数:54锭;A级产品试验锭数:108锭
2.3 试验过程
首先,将计划试验的丝锭放到丝架上,开启压缩空气开关,通过减压阀调整压缩空气压力,设定退绕试验速度,然后将丝条引出,经导丝器接到吸丝装置,使用秒表计量。试验时,按下秒表,退绕试验正式开始,试验过程中记录好断头次数,3 min后,退绕试验结束。
2.4 试验结果评定标准
试验结果评定标准:以试验基准机台的试验结果作为衡量该机型生产相关批号产品的退绕性能是否符合要求,以每万米的退绕断头次数多少作为衡量标准:
每万米的断头次数=累计退绕断头次数÷试验总米数÷10000。
试验总米数=试验速度×产品退绕试验的时间×退绕试验总锭数
根据下游客户的要求,制定涤纶低弹丝退绕性能评定标准:每万米的退绕断头次数≤0.5次。
3 结论
通过简单的退绕试验,验证原料、工艺、设备等加工条件变化时产品的退绕性能是否有影响,及时发现和解决问题,从而提高产品质量。
[1] 李世英,王绍洹.改善丝筒成型提高DTY退绕性[J].济南纺织化纤科技,2001(4):29.
[2] 韦荣新,宣一岷.退绕测试仪(PPA3)在评价涤纶长丝退绕性能中的应用[J].合成技术及应用,2002(3):48-50.
猜你喜欢
北京航空航天大学学报(2022年7期)2022-08-06 07:28:24
纺织科学研究(2017年6期)2017-07-03 12:14:35
现代工业经济和信息化(2016年5期)2016-05-17 05:35:53
化纤与纺织技术(2015年1期)2015-12-26 03:33:39
合成技术及应用(2015年3期)2015-12-11 08:36:28
锻压装备与制造技术(2015年2期)2015-06-26 09:00:07
河南科技(2015年7期)2015-03-11 16:23:18
压缩机技术(2014年3期)2014-02-28 21:28:13
机电信息(2014年32期)2014-02-27 15:54:20
河南科技(2014年19期)2014-02-27 14:15:28