
酸洗机组CPC对中系统的缺陷分析及解决措施
2011-10-21 11:54吕昌阳马晓琴王明扬
中国设备工程 2011年11期
吕昌阳,马晓琴,王明扬
(1.莱钢板带厂;2.莱钢型钢厂,山东 莱芜 271104)
一、前言
酸洗是冷轧带钢生产工艺中的第一道工序,其主要特点是工艺设备多、带钢运行线路长、带钢容易跑偏等。莱钢冷轧机组为浅槽紊流推拉式盐酸酸洗机组,为确保带钢在机组当中沿机组中心线稳定运行,该酸洗机组在入口及出口区域各加装了一套CPC对中系统(Central Position Control System)。该机组出口区域的CPC对中系统位于活套与切边圆盘剪之间,主要用于控制带钢沿机组中心线运行进入切边圆盘剪,从而使带钢两侧切边均匀。自投入使用以来,由于带钢原料弯曲比较严重,该CPC对中系统伺服液压缸经常处于全行程状态,严重时造成带钢拉伤纠偏辊及纠偏框架,刮坏带钢边部,造成切不到边或切边过多,产生严重的质量问题,影响正常生产节奏,成为制约生产的瓶颈。
二、CPC系统的组成
CPC对中系统是一套完整的闭环控制系统,主要由平行光发射器、平行光接收器、PLS(Parallel Light Sensor)、控制单元、液压伺服系统、纠偏执行机构等部分组成。
三、纠偏原理
造成酸洗带钢跑偏的原因主要有设备安装精度不高、带钢板型较差、设备损坏变形、检测元件老化等。对运动中的带钢进行纠偏,其应用的原理主要有三种:一是摩擦纠偏,二是张力纠偏,三是前两种的组合体。莱钢冷轧机组主要是采用了摩擦纠偏的原理,其执行机构为3#夹送辊。
采用液压压下的夹送辊夹持运行的带钢,然后通过伺服液压缸带动夹送辊框架整体沿垂直于带钢运行方向运动及转角,直到到达元件检测的中心线为止。纠偏作用的效果主要取决于夹送辊与带材之间的静摩擦系数μ、液压缸的压力p、纠偏控制系统的响应时间t、平移位移s、框架转角σ等。
四、故障分析
通过一段时间的运行,目前莱钢冷轧酸洗CPC对中纠偏系统存在的主要问题是纠偏效果不好、夹送辊使用寿命短。故障的主要原因是系统纠偏能力不足,设备安装精度不高以及辊身的设计有缺陷。
1.对于系统纠偏能力不足的分析。负责实现带钢对中作用的夹送辊为伺服液压缸驱动的四连杆机构,其运动可以分解为绕支点O的转动和沿垂直与带钢运动方向的移动。其纠偏能力的大小主要取决于:平移距离Smax;带钢与胶辊的摩擦系数μ;转角∠EOF的大小,如图1所示。
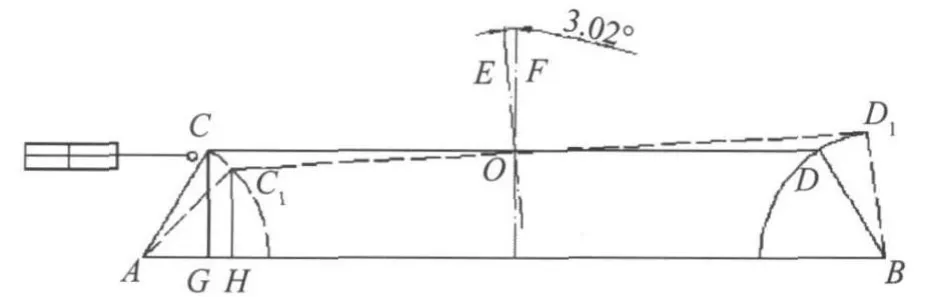
图1 四连杆摇摆机构的摆动分析
液压缸的行程P=±100mm,在P=100mm的情况下计算,支座距离AB=3 100mm,连杆CD=2 260mm,摆臂AC=520mm,计算的∠EOF=±3.02°,连杆C1D1的最大移动距离为±99.8mm。由此可见,摆杆CD的纠偏角度较小,而且在纠偏过程中由于偏转造成纠偏距离缩短。由此可见该结构的设计纠偏能力不足。
2.对于夹送辊使用寿命过短的分析。由于酸洗CPC夹送辊采用的是钢辊衬聚氨酯胶层的结构,在使用过程中经常受到带钢张力冲击及交变应力的作用,导致经常出现辊身胶层脱落和辊子轴头断裂的问题。夹送辊受力分析如图2所示。

图2 夹送辊受力分析图
3#夹送辊由上下两根φ255mm的衬胶辊组成,它们由同一台电机连接减速机并通过齿轮分配箱驱动,上下辊都是主动辊,上辊通过液压缸实现压下。夹持钢带后通过底座上液压缸驱动机架摆动实现对中作用。辊身上任一点的受力情况如图2所示。Fr是由正压力产生的径向力,Fn是对中过程中所受的轴向力,Fa是辊子加送带钢所形成的切向力。通过一组数字计算可以分别算出各个力的大小。
Fr=18 463.2N;
Fa=Fr·μ1=11 077.92N,μ1=0.3为带钢与辊子滚动摩擦系数;
Fn=Fr·μ2=14 770.56N,μ2=0.4为带钢与辊子的静摩擦系数。
采用平行四边形法则,计算三个力的合力:
Fr与Fn的合力F1=Frcos51.5°+Facos38.1°=23 644.34N
F1与Fa的合力F2=Facos64.9°+F1cos25.1°=26 110.8N
F2直接作用于辊身的交变摩擦力26 110.8N,接触面积可以近似计算为:1.5m×πd=1.2m2,最大接触强度为26 110.8÷1.2=21.759kN/m2。经过试验检测发现,目前在线使用的夹送辊衬胶层的抗撕裂强平均为25kN/m2,在一般情况下能够完成加送对中任务,但是在板形不好或是张力波动较大的情况下,就会造成胶层撕裂和脱落。
五、解决措施及功能优化
1.提高CPC执行机构的纠偏能力,合理匹配转动角度∠EOF和平移距离Smax的大小。通过计算可以得知,增加液压缸的行程和缩短AC杆的长度,可以提升纠偏能力。同时增加AB杆的距离可以增大转角∠EOF的值,从而提高纠偏系统的转角,提高纠偏能力。通过实施改造后,目前,莱钢冷轧酸洗机组的CPC对中系统执行机构的平移距离为±180mm,纠偏转角达到6.83°,纠偏能力显著提高。
2.针对夹送辊衬胶层抗撕裂强度偏低的问题,主要通过提高衬胶层的工艺性能来解决。采用新型的聚氨酯材料代替原有的衬胶层,从而提高了衬胶层的力学性能,达到了使用要求。
具体参数:硬度75邵氏A,拉伸强度17.5MPa,拉断伸长率320%,撕裂强度98kN/m2,100%模量16MPa,300%模量29MPa,压缩变形20%,回弹性40%,磨耗指标0.41cm2/1.61km,耐热120℃。
改造后,效果显著,莱钢酸洗机组CPC对中夹送辊的胶层开裂现象彻底杜绝,生产顺利进行得到有效保证。
3.针对CPC执行机构夹送辊轴头断裂的问题,解决措施是改变夹送辊的设计结构。采用通轴设计代替原有的半轴设计,从而提高夹送辊轴头的承载能力,具体结构如图3所示。
通过改造夹送辊,使其承载能力提高到原来的8.5倍,彻底解决了夹送辊轴头发生断裂的问题。
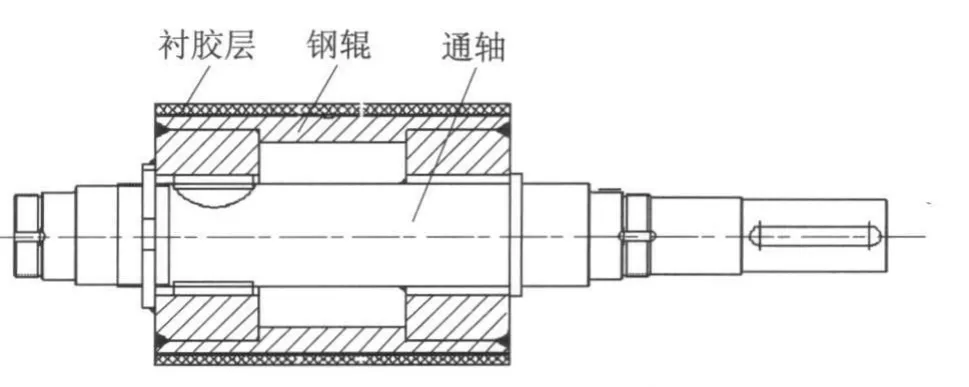
图3 夹送辊结构示意图
六、结论
在实施多项改造之后,莱钢冷轧酸洗机组的CPC系统的纠偏能力得到显著提高,同时设备故障明显减少,对中效果得到显著提升。在近1年的运行中,带钢在酸洗机组出口段的跑偏现象得到彻底解决。
[1]邹家祥.轧钢机械[M].北京:冶金工业出版社,2004.
[2]张景进.板带冷轧生产[M].北京:冶金工业出版社,2008.
[3]刘鸿文.材料力学[M].北京:高等教育出版社,2004.
猜你喜欢
天然气与石油(2022年4期)2022-09-21
宁波大学学报(理工版)(2022年3期)2022-05-14
北京航空航天大学学报(2021年9期)2021-11-02
精密制造与自动化(2020年2期)2020-06-30
中国重型装备(2019年2期)2019-05-13
中国修船(2017年6期)2017-12-22
建筑工程技术与设计(2015年22期)2015-10-21
油气田地面工程(2015年1期)2015-02-09
导航定位与授时(2014年2期)2014-04-27
制造技术与机床(2013年7期)2013-09-27
