乳扇加工新工艺及品质的研究
2011-10-19 03:20杨绍芬黄艾祥段达松
中国乳品工业 2011年1期
杨绍芬,黄艾祥,段达松
(1.大理来思尔乳业有限责任公司,云南大理671000;2.云南农业大学食品学院,昆明650201)
乳扇加工新工艺及品质的研究
杨绍芬1,黄艾祥2,段达松1
(1.大理来思尔乳业有限责任公司,云南大理671000;2.云南农业大学食品学院,昆明650201)
在乳扇传统加工工艺基础上,结合意大利干酪加工技术,研究乳扇新加工工艺和产品质量。筛选的最佳工艺为:生鲜乳→质检→净乳→巴氏杀菌→冷却→接种发酵→加酶凝乳→凝乳、切割→乳清成熟→堆叠后熟→热烫拉伸→成型→干燥→包装→检验→成品。水牛奶乳扇的蛋白质平均质量分数29.25%,脂肪平均质量分数为51.14%,水分10.14%;霉菌≤50g-1,酵母菌≤50g-1,大肠菌群(最近似值)≤0.30 g-1,致病菌未检出。产品质量符合相关规定。
乳扇;新工艺;产品质量;微生物指标;营养成分;保鲜期
0 引言
乳扇主要是云南大理、洱源一带白族加工的一种传统乳制品,传统工艺是将自然发酵的酸乳清加入锅中煮沸,然后加入鲜乳,牛奶遇酸变成凝块,用竹筷将凝块揉捏拉制成质地细腻、有弹性的胶团,最后用木杆将其撑开拉薄、晾晒而成。意大利干酪制作则采用发酵剂和凝乳酶工艺制成凝块后在热水中拉伸成形后可以鲜食。尽管二者加工工艺、产品形态各不相同,但它们具有相同的特性。近年来乳扇的需求量日益增加,但目前乳扇生产工艺落后,不仅生产效率低,而且产品质量很难控制;制作乳扇的生奶不经杀菌处理,卫生指标达不到要求,成品乳扇很难保存,从而限制了乳扇的发展。本文在传统制作工艺基础上,结合意大利干酪加工技术以研究乳扇新工艺和产品质量。
1 实验
1.1 材料及设备
材料:生鲜水牛奶和荷斯坦牛奶、干酪菌种、凝乳酶。
仪器与设备:自制干酪槽、干酪切割刀、恒温水浴锅、DELTA320-PH计、凯氏定氮仪、索氏抽提仪、干燥箱、显微镜、恒温培养箱、电热恒温干燥箱等。
试剂:①营养琼脂培养基、磷酸盐缓冲液、质量分数为0.85%灭菌生理盐水、体积分数为75%乙醇;②乳糖胆盐发酵管、伊红美蓝琼脂平板、乳糖发酵管、EC肉汤、革兰氏染色液、磷酸盐缓冲液;③孟加拉红培养基、灭菌蒸馏水;④盐酸、氢氧化钠溶液、海沙;⑤硫酸铜、硫酸钾、硫酸、氢氧化钠溶液、硫酸或盐酸标准滴定溶液、混合指示剂;⑥无水乙醚。
1.2 方法
(1)乳扇新工艺及其品质。传统乳扇制作工艺以生鲜奶为原料,生鲜奶不经加热处理,成品乳扇口感虽好,但不安全;而生鲜奶经过加热处理,影响成品乳扇的咀嚼性和光滑细腻程度,传统工艺A无法将水牛奶加工成乳扇。本文的重点是在传统工艺A和工艺B参数的基础上结合国外干酪加工的工艺来研究乳扇制作的新工艺及其对乳扇品质的影响。
(2)巴氏杀菌奶微生物指标检测。按GB/T 4789.2-2008的方法,研究大理州大理市生鲜牛奶经巴氏杀菌后残留的细菌总数和大肠菌群。
(3)研究乳扇制作过程中凝块的pH值与拉伸性能关系。
(4)乳扇营养成分分析。乳扇中水分、脂肪、蛋白质质量分数的测定按GB/T5009(6.3、6.5)-2003方法测定。
(5)乳扇成品的大肠菌群、细菌总数、霉菌、酵母测定。按GB/T 4789.15-2003的标准要求检测乳扇中大肠菌群、细菌总数、霉菌、酵母,共进行了24次测定。
(6)研究包装储藏方式、水分质量分数对乳扇储藏性能的影响。
2 结果与分析
2.1 乳扇加工工艺
2.1.1 工艺A(传统工艺)
酸水煮沸→按比例加入生鲜奶→凝乳→用竹筷在乳清中重复揉捏→搓揉成团然后用竹筷拉伸→在木杆将其撑开成扇形→晾晒→包装→成品[4]。
其次,建立和完善考核机制。考核是评判相关的护理人员护理工作的效果及责任落实情况的重要手段,通过完善考核机制,构建合理的评分机制对于每个护理人员进行评分,通过分数来反映护理人员的工作情况。考核的过程可以交由管理小组的负责人员来具体执行。
2.1.2 工艺B
生鲜牛乳→过滤→巴氏杀菌→冷却→加酸水调pH值(5.1~5.3)→缓慢升温→慢搅、蛋白慢慢凝乳→热烫拉伸(60-68℃)→上架成型(50-55℃)→晾晒→包装。
在B工艺中研究了生鲜奶杀菌、未杀菌的不同参数和工艺区别,具体如表1所示。由表1可以看出:
(1)实验F1~F3、E1、E2、A1-A4,杀菌牛奶中缓慢加酸,加酸量以pH值在5.20~5.30范围为最佳,然后缓慢升温至50~55℃,若乳清混浊,需补加酸水,随着酸调酸过程蛋白会少量凝集出来,在后面的加工过程中蛋白损耗大,成品率下降。

表1 不同杀菌方式对乳扇加工性能的影响

图1 乳扇制作中牛奶和酸水混合液的pH值

图2 乳扇制作中拉伸时乳清的pH值
(2)实验F1组升温过快,蛋白凝结速度也快,热烫拉伸温度60℃,上架温度55℃以上,上架温度低则易拉断。其它实验组采用缓慢升温,牛奶蛋白随温度的缓慢上升而慢慢凝集出来,接着在55~60℃的乳清中热烫成蛋白胶团。
(3)实验1、2、3、4组用未经热处理生牛奶加工乳扇,热烫拉伸的温度不能超过55℃,上架温度45~50℃,否则形成的胶团软,易拉烂。而实验F1~F3、E1、E2、A1-A4组生鲜奶经过热处理后其加工工艺差数较未热处理的要高些,热烫拉伸温度55~65℃,上架温度50~55℃[2]。其中牛奶与酸水混合样pH值和乳扇拉伸时乳清pH值具体如图1和图2所示。
由图1和图2可以看出,实验1、2、3、4组中牛奶未经巴氏杀菌,牛奶与酸水混合液的平均pH值为5.10,热烫拉伸时乳清的pH值为4.84;而实验F1~F3、E1、E2、A1~A4组中牛奶经杀菌处理,牛奶与酸水混合液的平水的加入蛋白以絮状析出。补加酸水的原则是拉伸时乳清的pH值不低于4.60。若调酸时pH值在5.00以下,均pH值为5.25,拉伸时乳清的pH值为5.05。乳扇加工过程中未经杀菌生鲜奶与酸水混合、拉伸时乳清的pH值较低。
工艺流程:生鲜乳→检验(蛋白质、脂肪、固形物、酸度、抗生素等)→净乳→冷却暂存(冷储)→巴氏杀菌(65℃、30 min)→冷却(40℃)→接种发酵(38~40℃、30 min)→加酶凝乳(60~70 min)→凝乳、切割→乳清成熟(120 min~150 min,排乳清2~3次)→堆叠放置→热烫拉伸(pH值4.8~5.0、60~65℃)→成型(控制厚薄、温度,不同形状切制定型)→干燥(20~30℃、RH≤50%、20~30 min)包装→检验→成品。
2.2 杀菌对生鲜乳中大肠菌群、细菌总数的影响
对制作乳扇的生鲜乳进行巴氏杀菌处理,对经不同巴杀方式处理的牛奶进行11次细菌总数的测定,不同巴杀方法和巴杀后残留细菌数的检测结果如表2所示。

表2 杀菌方式对生鲜乳中大肠菌群、细菌总数的影响
由表2可见,生鲜奶经巴杀后大肠菌群降(最近似值)为<0.30mL-1,杂菌数降为万级以下的细菌数,符合乳扇加工指标。
2.3 凝块的pH值与拉伸性能的关系
研究结果如表3所示。

表3 凝块的pH值和拉伸性能的关系(荷斯坦牛奶)
由表3可以看出,就加工性能而言,随着pH值的降低,凝块越来越软,易于热烫拉伸。A2、A4组凝块pH值适中,即酸度适中,热烫拉伸温度较低(55~60℃),胶团弹性好,极易拉伸操作,成形(上乳扇架子)温度不超过55℃,胶团延展性好,成形厚度1.0~1.5 mm。A1组凝块pH值较高,即酸度低,热烫拉伸温度较高(60~65℃),胶团弹性强,成形温度高(55~60℃),不易拉伸,胶团延展性差,不易成扇形,厚度超过1.5 mm。A3组凝块由于降温冷藏19 h,凝块酸度高,pH值低,凝块软,极易拉伸,不易定型,成形厚度太薄[4]。
2.4 乳扇营养成分分析
分别测定传统工艺A(市售乳扇)、新工艺B和工艺C加工的储藏1~5 d的荷斯坦牛奶乳扇和水牛奶乳扇的营养成分,结果如表4和表5所示。
由表4和表5可以看出:(1)水牛奶乳扇的蛋白质质量分数低于荷斯坦牛奶乳扇(29.25%<33.71%~38.54%),水牛奶乳扇的脂肪高于荷斯坦牛奶乳扇(51.14%>31.07%~41.00%)。这与用于加工乳扇的原料奶的蛋白与脂肪比例有关,生鲜水牛奶脂肪质量分数(9.47%)与蛋白质质量分数(4.82%)比为1.96,而荷斯坦生鲜牛奶脂肪质量分数(3.06%)与蛋白质质量分数(2.71%)比为1.13。(2)新工艺C制作的水牛奶乳扇的脂肪质量分数与蛋白质质量分数比为1.75,而荷斯坦牛奶乳扇的脂肪质量分数与蛋白质质量分数比为0.84,新工艺C对脂肪影响大,加工过程中脂肪损耗大,原因之一是牛奶从接种开始到凝块乳清成熟结束阶段处在38~42℃(长达4 h),是否会造成脂肪氧化分解,有待于进一步研究。传统工艺A加工的乳扇脂肪质量分数与蛋白质质量分数比为1.06,工艺B加工的乳扇脂肪质量分数与蛋白质质量分数比为1.16,工艺A和B乳扇的蛋白与脂肪比例接近生鲜奶蛋白与脂肪比例,工艺B的蛋白损耗较工艺A稍大些。
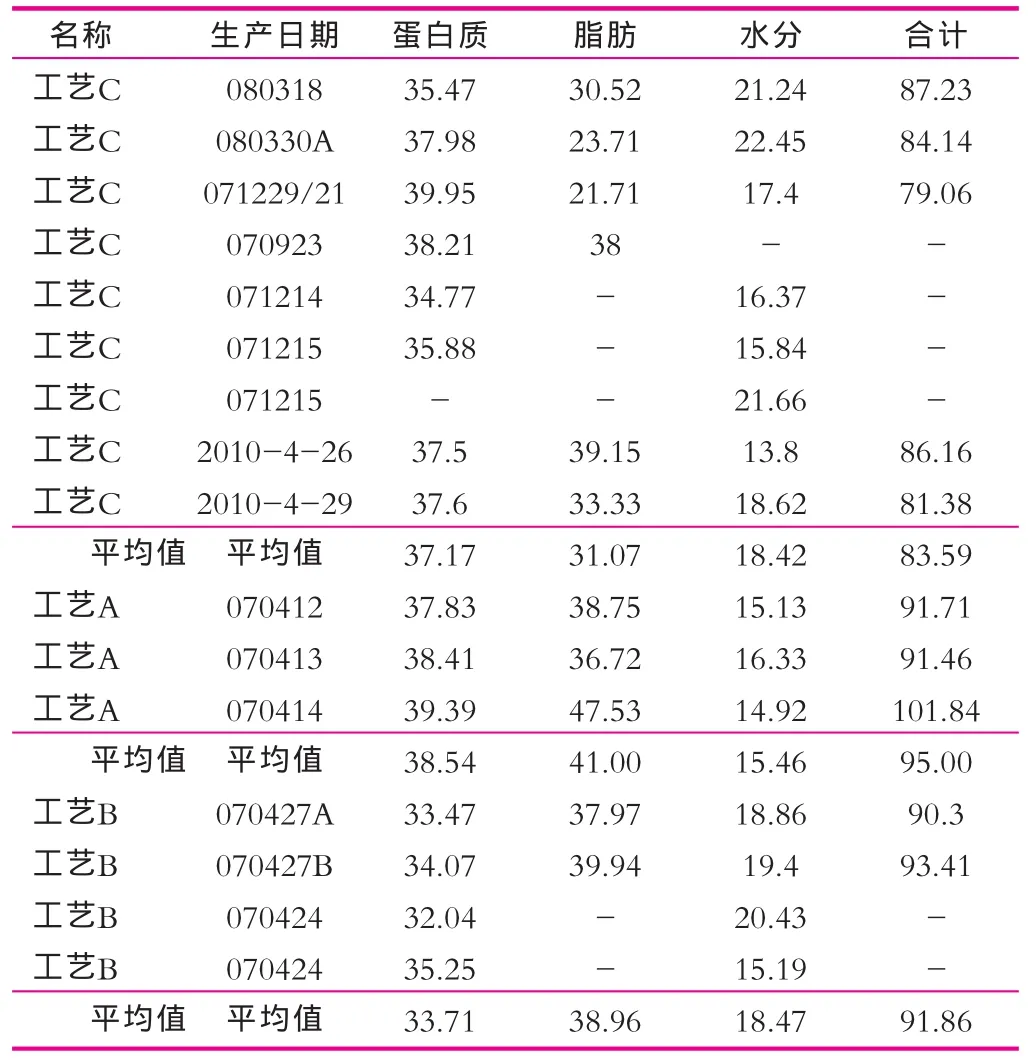
表4 不同工艺对荷斯坦牛奶乳扇营养成分的影响%

表5 水牛奶乳扇营养成分(工艺C)%
2.5 乳扇的微生物指标
对不同工艺加工的乳扇的微生物指标进行检测,贮藏30~60 d期间细菌总数[3]、霉菌、酵母菌的测定结果如图3所示。

由图3可以看出,24批产品的微生物指标平均值为:细菌总数1.5×103g-1,霉菌5.2×102g-1;酵母菌5.5×102g-1,大肠菌群值(最近似值)<0.30 g-1。新工艺从控制霉菌和酵母菌的生长条件入手,破坏其生长条件,从而控制乳扇中霉菌和酵母菌的生长。霉菌喜好潮湿环境、好氧,最适生长温度25~30℃。采用真空包装即可确保产品良好的咀嚼性又能达到抑制霉菌生长的效果。酵母菌主要生长在偏酸性的含糖环境中,在低于水的冰点或者高于47℃的温度下,酵母细胞一般不能生长,最适生长温度一般在20~30℃,最适宜的pH值为4.5~5.0。乳扇采用2~8℃下储藏,这样会抑制酵母菌的生长;新工艺C不采用发酵的酸乳清来制作乳扇,对酵母菌的控制起到很好的作用。

表6 乳扇贮藏60 d后品质特征
2.6 储藏方式对乳扇储藏性能的影响
采用2因素2水平正交实验,即包装方式﹙真空包装和非真空包装)和贮藏方式(4~8℃冷藏和常温20~30℃贮藏﹚,贮藏效果如表6所示。
由表6可以看出,③和④祖乳扇不采用真空包装,无论放置在常温或4℃冰箱中60 d后都会长霉;从②和④可看出,乳扇无论采用真空包装或非真空包装,只要常温储藏会发生油脂析出,发生油脂氧化。新工艺的制作过程长时间在40℃下进行,加之成品脂肪质量分数高达40%以上,所以乳扇不宜常温储藏。从①可知乳扇贮藏的最佳方式是采用真空包装,在4~8℃下储藏可储存45 d。
3 结论
(1)用于加工乳扇的生鲜乳的最佳热处理条件:荷斯坦牛奶乳扇:65℃、30 min,水牛奶70~75℃、30 min。适于拉伸的凝块pH值在4.9~5.2,凝块pH值越低,热烫拉伸的温度越低,凝胶团软但弹性好,延展性好。
(2)水牛奶乳扇的蛋白平均含量29.25%,脂肪平均含量为51.14%,水分含量10.14%;荷斯坦牛奶乳扇的蛋白平均含量36.19%,脂肪平均含量为35.45%,水分含量17.49%。大肠菌群(最近似值)≤0.30g-1,霉菌≤50 g-1,酵母菌≤50g-1,致病菌未检出。产品质量符合相关规定。
(3)乳扇保鲜储藏的关键因素是水分质量分数、储藏方式和包装。控制水分在10%~13%,采用真空包装并在4~8℃下冷藏,冷藏保鲜期达45 d,并且其油炸效果好,膨化度好。
[1] 黄艾祥,虎砚颖,赵家明.凝乳条件对我轩传统拉伸型干酪——乳扇品质的影响[J]中国乳业,2006,34(11)23-25.
[2] 南庆贤,任发政,杨子彪,等.云南乳扇形成工艺条件研究[J].中国畜牧杂志,1992,28(2)25-27.
[3] 张以芳,舒相华,刘旭川.乳扇制品中乳杆菌分离鉴定及其发酵性能试验[J].中国奶牛,2000(2)22-23.
[4] 肖蓉,徐昆龙.云南传统乳扇加工与保鲜[J].农牧产品开发,1996(6)14-16.
Research on processing technology and quality of fan-style cheese
YANG Shao-fen1,HUANG Ai-xiang2,DUAN Song-da1
(1.Dali Lai-sier Dairy Company Limited,Yunnan Dali671000,China;2.Faculty of Food Science and Technology,Yunnan Agricultural University,Kunming 650201,China)
In this paper,processing technology and quality of fan-style cheese were studied according to its traditional technology and Italy style cheese.The improved technology showed that Raw Baffulo Milk→Pasteurized Milk→inoculate starter culture and fermentation→milk congeal by rennet→cutting→remove whey→stretching in hot water to make it like fan.The nutritional composition of the fanstyle cheese are 29.25%protein,51.14%fat and 10.14%water.The microbe index of the product are mold≤50 g-1,yeast≤50 g-1,coliform≤0.30g-1and no pathogen.The improved fan-style cheese was excellent and the quality met some of Chinese standard.
fan-style cheese,improved technology,product quality,microbe index,nutritional composition,guarantee period
TS252.56
A
1001-2230(2011)01-0030-04
2010-07-14
奶水牛产业开发关键技术研究与产业化应用示范(07A007)。
杨绍芬(1972-),女,工程师,主要从事乳品加工工艺和配方研究。
猜你喜欢
中国奶牛(2022年7期)2022-08-12
中国畜牧杂志(2022年6期)2022-06-13
食品安全导刊(2020年30期)2020-12-03
三农资讯半月报(2020年17期)2020-09-26
中国畜牧杂志(2020年3期)2020-03-17
河南农业科学(2019年5期)2019-05-28
东西南北(2018年12期)2018-08-30
体育时空(2017年5期)2017-06-17
江南诗(2016年5期)2016-05-14
中国科技纵横(2015年22期)2015-10-31