
工程陶瓷材料异形工件切削加工专用车床研制
2011-10-18 14:32龚肖新张卫国
制造技术与机床 2011年6期
龚肖新 张卫国 李 明
(①苏州工业职业技术学院,江苏苏州215104;②湖北工业大学,湖北武汉432200;③苏州维捷自动化系统有限公司,江苏苏州215128)
钢包水口工程陶瓷制品属于管套类工件,其外形由多种复合型面组成,尺寸各异;为了满足上下水口及快换机构等关键部位的连接、配合、密封等要求,此类工件经压制成型和烧结后,还需采用车削加工。由于待加工工件采用耐高温的工程陶瓷材料,其强度高、硬度大、耐磨性好,对切削加工提出了较高要求,尤其在选用加工设备时遇到一些问题。如果采用普通数控车床,虽然可以自动完成各种复合型面的轮廓车削加工,但工程陶瓷材料的粉末状切屑导致机床运动副磨损加剧,难清洗、保养,机床维护困难,且机床导轨磨损后修复费时费力,严重影响生产进度。为了保证加工质量,提高生产率和经济效益,可以研制数控化专用车床,使其既具有自动化程度较高的数控车削功能,又具有良好的防尘保护功能,保证生产能正常进行,而且设备能维持较长的使用寿命。
1 总体方案确定
以普通车床的床身和主轴箱为基体,配置必要的机械和电气部件。
(1)机械部分:采用滚珠丝杠和精密直线导轨取代滑动丝杠和普通导轨,既可以提高传动精度和工作平稳性,又便于安装切屑防护罩起到良好的运动副保护功能;刀架倾斜安装,有利于排屑;尾座采用气缸驱动,便于工件装拆与夹紧。
(2)电气部分:采用变频器控制主轴转速,实现无级调速;采用可靠性较强的数控系统、进给伺服系统对机床进行电气控制。机床总体结构如图1所示。

2 机械关键部件设计
2.1 进给机构和导轨的选用
普通车床进给机构采用的传统螺纹丝杠副,丝杠与螺母间直接作用,摩擦阻力大、易磨损、效率低。本机床进给系统选用台湾HIWIN公司生产的滚珠丝杠副DFUR5010-4-D-FC7-L2434.5-P2和DFUR3205-4-D-FC7-L740-P2分别驱动刀架纵、横向进给,由于以摩擦阻力极小的滚动摩擦代替了传统丝杠的滑动摩擦,使滚珠丝杠副传动效率达到90%以上,发热率大幅降低,而且传动精度高,使用寿命长。
机床导轨采用台湾HIWIN公司生产的BRH型滚动直线导轨。此导轨具有高精度、高负载能力、高刚性、高可靠度、全密封防尘、运动平顺、低噪声、安装容易等优点。为了提高刀架纵向进给支承导轨刚性,本机床设计并安装了上、下两个平行直线导轨,而且为了减少切屑粉尘的堆积,将导轨垂直布置于机床后侧,如图1所示。
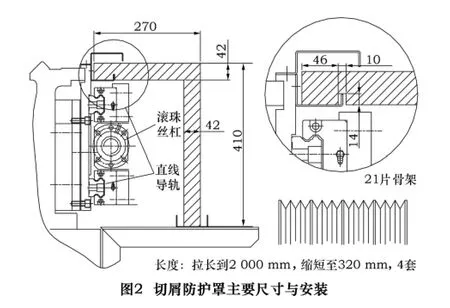
2.2 切屑防护罩的订制
为了防止陶瓷粉末切屑落入运动副和导轨表面,造成加剧摩擦磨损等不良后果,在纵、横向导轨,丝杠和尾座外部,订制了柔性风琴式防护罩。图2所示为纵向进给装置防护罩的主要尺寸与安装情况。此防护罩具有行程长和压缩小的优点,另外还具有硬物冲撞不变形、寿命长、密封好和运行轻便等特点。
2.3 刀架的布置与安装
车床刀架采用后置式,床身倾斜30°,横向导轨和刀架倾斜,使得机床的操作和排屑都很方便,并且占地面积小,有很好的宜人性。
2.4 尾座驱动装置的设计
由于工件依靠长芯棒定位和尾座顶端成型端面夹紧,依据工件装卸的需要,本车床尾座除了完成纵向夹紧与松开动作之外,还需要实现横向进、退运动,而且加工过程中还需保证尾座与床身之间的相对固定,为此设计了尾座气动驱动装置,其布置情况如图3所示。采用气动装置驱动尾座运动和定位,具有构造简单、便于维护、价格低廉等优点。

3 电气部分配置
重新设计电控柜,配置数控装置、伺服系统、变频器以及配套辅助电器等,使电气系统结构简单、运行稳定、维修方便。
3.1 数控装置
采用NUM公司的POWER1020数控系统,配置彩色9英寸W0800液晶显示器、操作键盘、机床控制面板和手摇脉冲发生器,实现数控编程、自动化加工,性能稳定,操作方便。
3.2 主轴控制系统
主轴驱动电动机采用11 kW三相异步交流电动机,加配三菱FR-F740-11kW变频器控制主轴实现无级变速。
3.3 进给伺服系统
车床X、Z轴分别选用SGMD-15ADA和SGMD-30ADA伺服系统,配置SGMGH-13ACA61和SGMGH-30ACA61伺服电动机,以确保各进给坐标轴在整个调速范围内稳定运行。
车床电控柜内部电气系统布置如图4所示,专用车床实物如图5所示。

4 结语
经技术改造与创新研制而成的数控化专用车床,解决了工程陶瓷材料在加工过程中的切屑干扰问题,实现了复合成形曲面的自动化高效加工。此设备用精密直线导轨取代普通滑动导轨,一方面便于在滚珠丝杠和直线导轨外侧安装切屑防护罩,另一方面更换导轨方便迅速,可以节约生产辅助时间。刀架斜置方式不但可以便于排屑而且使机床结构紧凑。夹紧装置采用气缸驱动,节省功耗,便于自动化操作。数控装置和伺服系统的配制,很大程度上保证了异型工件数控加工的基本要求。该专用车床投入生产后,解决了企业工程陶瓷制件车削加工的难点问题,既提高了生产效率,又降低了制造成本。此方法对类似陶瓷、石墨等粉末状切屑材料的自动化切削加工具有很大的借鉴作用。
[1]何伟.数控机床原理及应用[M].北京:机械工业出版社,2007.
[2]王炳实.机床电气控制[M].北京:机械工业出版社,2004.
[3]王凡.实用机械制造工艺设计手册[M].北京:机械工业出版社,2008.
[4]贾志新,艾冬梅,等.工程陶瓷材料加工技术现状[J].机械工程材料,2000(1):2-4.
猜你喜欢
轮胎工业(2022年4期)2022-11-25
汽车实用技术(2022年20期)2022-11-02
化工管理(2021年3期)2021-01-29
设备管理与维修(2020年23期)2021-01-04
小猕猴智力画刊(2020年8期)2020-07-27
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
