
基于UG软件的五轴数控加工后置处理研究
2011-10-18 14:32冉启军张玉峰
制造技术与机床 2011年6期
冉启军 张玉峰
(贵州航天乌江机电设备有限责任公司,贵州遵义563003)
本文结合公司使用过的高精度五轴万能镗铣床UPC800的加工经验,对五轴加工中的一些关键问题进行了分析与研究。此举有助于掌握相关关键技术、提高先进制造技术理论水平,还有利于在实际生产中更好地发挥多轴机床加工后置处理,供同行们参考。
1 五轴机床的相关数学模型
一般五轴联动数控机床由3个平动轴和2个回转轴构成。根据运动轴配置的不同,五轴联动数控机床的结构类型按轴的分布可以分为3种基本类型。本文只针对公司使用的万能铣床UCP800进行技术研究。
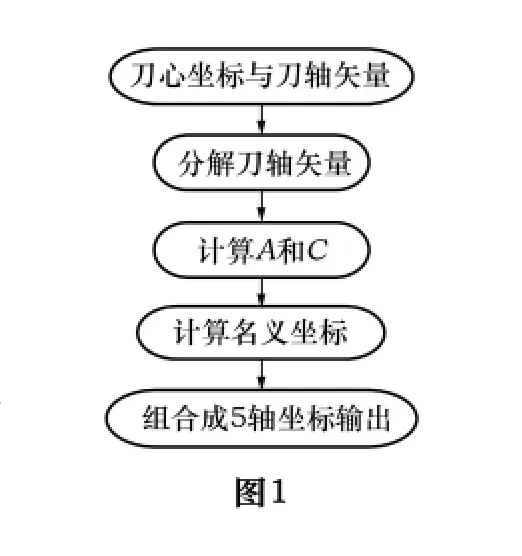
万能铣床UCP800的结构形式为A-C双转台的五轴联动数控机床。A和C的值完全是由刀轴矢量确定的,因为对于UCP800机床来讲,刀具不能任意地转动,只能在XZ平面内平移,要想使刀具中心相对于工件倾斜必须通过转动第4轴和第5轴来实现。针对后置而言,是后置处理文件把刀轴矢量和刀心坐标分别输出,但是对于机床来讲只要同时给出5个坐标就可以完整地进行加工。图1所示为转换坐标的主要步骤。
为描述该五轴机床的运动,建立图2所示坐标系统,其中坐标系OWXWYWZW为与工件固联的工件坐标系,前置刀位数据是在该坐标系中给出;OtXtYtZt为与刀具固联的坐标系,成为刀具坐标系,其原点设在刀位点上,其坐标轴方向与机床坐标系一致;OmXmYmZm为与定轴A'固联的坐标系,其原点Om为两回转轴的交点,其坐标轴方向与机床坐标系一致。显然,其运动关系即是刀具坐标系OtXtYtZt相对于工件坐标系OWXWYWZW的变换关系。它可进一步分解为OtXtYtZt相对于OWXWYWZW的平动和OmXmYmZm相对于OWXWYWZW的转动。

如图2所示,设动轴C'的轴线平行于Z轴的状态为机床初始状态。此时,工作台与Z轴垂直,工件坐标系的方向与机床坐标系一致,刀具坐标系与工件坐标系原点重合,交点Om的位置矢量记为 rm(mx,my,mz)。在刀具坐标中,刀具的位置和刀轴矢量分别为[0 0 0]T和[0 0 1]T,记机床平动轴相对于初始状态的位置为rs(sx,sy,sz),回转轴A、C相对于初始状态的角度为θA和θC(逆时针方向为正)。此时,工件坐标系中刀轴方向和刀具位置矢量分别为 u(ux,uy,uz)和 rp(px,py,pz)。
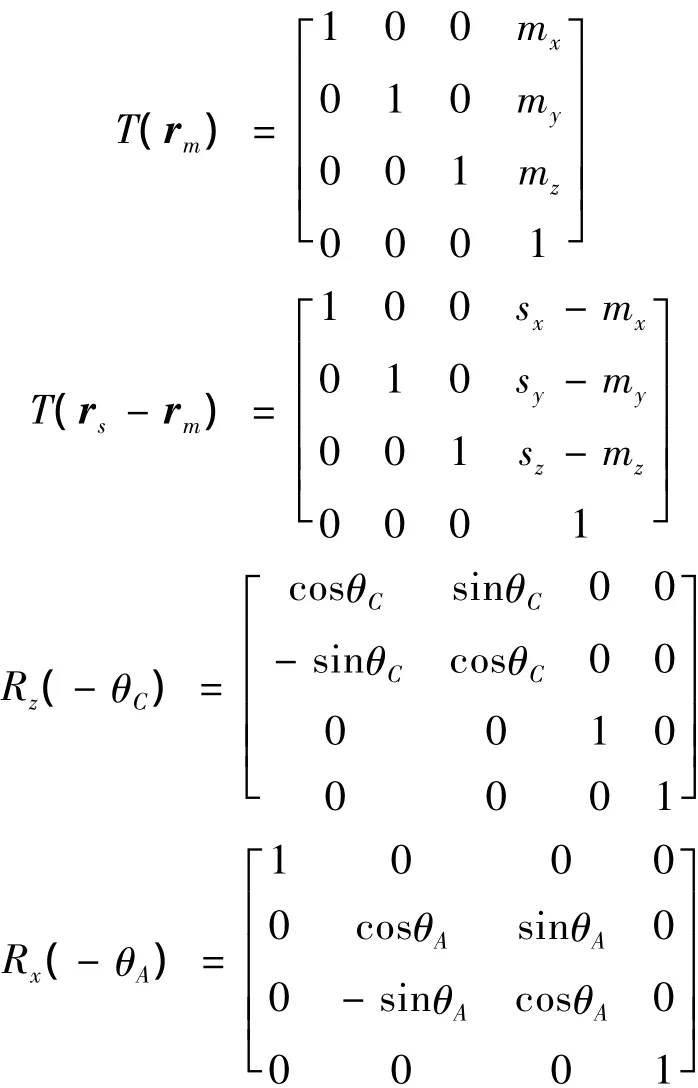
由机床运动链进行坐标转换,可得

式中,T和R分别为平移和回转运动的齐次坐标变换矩阵。由式(1)和式(2)可得
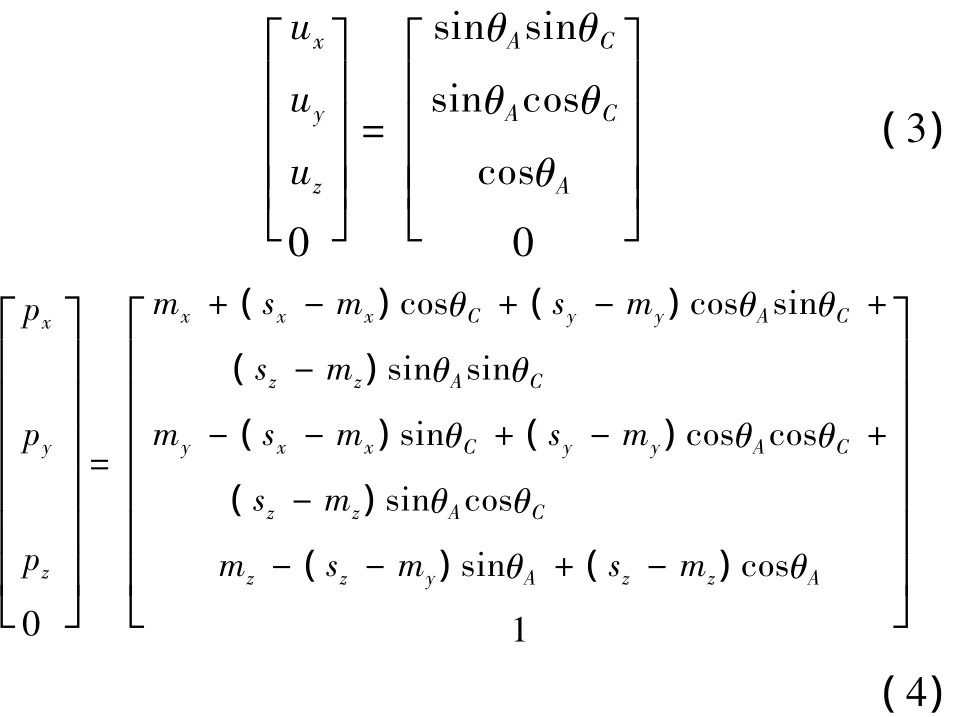
式(3)和(4)即是所求机床的运动变换,它表达了刀具相对于工件的位置与方向随机床的运动变化。将刀位数据赋给 u(ux,uy,uz)和 rp(px,py,pz),则可由此计算满足加工要求的机床回转角度θA、θC及平动位移sx,sy,sz。由式(3)和(4)可得到机床运动坐标为
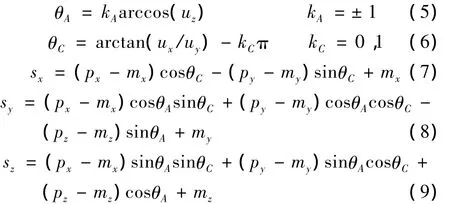
由式(5)和式(6)可知,θA和 θC可能有两个解,且具体象限应按运动的连续性来确定。θA取值要符合其行程范围;θC由式(3)可知,满足 sinθC=ux/sinθA和cosθC=uy/sinθA。由机床工作参数可知:
A轴为摆动轴,行程为-45°~90°C轴为旋转轴,行程为0°~360°
2 UCP800五轴专用后置处理器开发
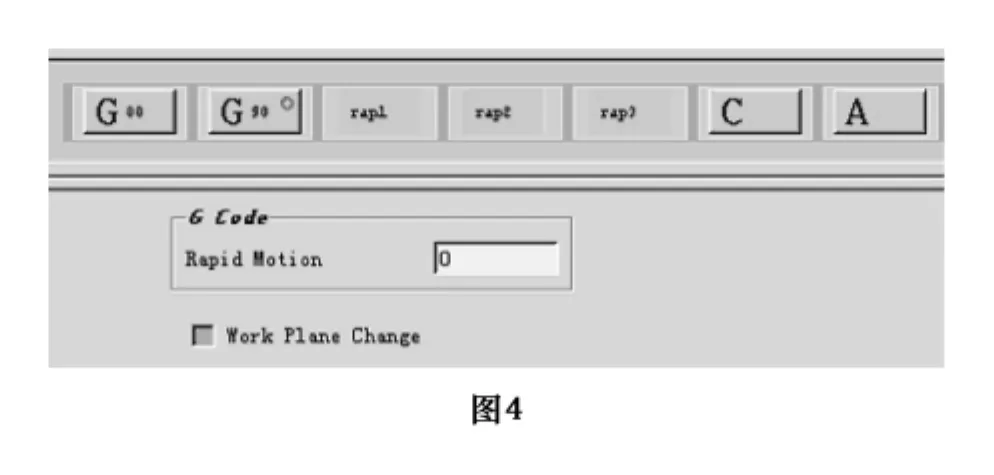
该五轴联动加工中心专用后置处理器是在三轴后置处理器的基础上开发的。原来三轴后置处理器输出的是X、Y、Z值,五轴加工还需要输出第四和第五轴的A、C角度。我们在三轴后置处理器的基础上经过添加修改,然后用户化,快速开发了五轴后置处理器。采用的是UG配带提供一个后置处理器(UG/Post)来进行修改。采用UG/Post Builder建立UCP800万能镗铣床的HEIDEHAIN数控系统。确定第4、5轴,并确定超程处理方式为第二种(图3)。输入第4、5轴的行程范围,修改其他输出格式至满足需要。需要注意的一个问题是在对快速移动动作编辑时,不要选中“Work Plane Change”(图4),否则退刀时不能沿刀轴方向退刀,会造成刀具折断及铣伤工件现象。最后生成后置处理程序并加入 UG后置处理配置模版(template_post.dat)。

用文本编辑器打开生成的事件处理文件(.tcl),修改proc PB_CMD_init_rotary事件处理器。设置如下:

其作用为修改退刀方式固定距离,假设刀尖至摆动中心距离为250 mm,输入退刀距离250 mm,并输入进刀距离20 mm。修改 proc ROTARY_AXIS_RETRACT事件处理器,在图5所示位置增加:

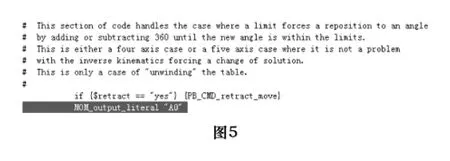
其作用为在数控程序中强制输出A0,其位置在退刀后,C轴反转360°前。在本事件处理器中修改如图6位置,增加:


其作用为在数控程序中强制输出原A轴角度,其位置在C轴反转360°后,返回进刀点前。
3 后置处理论证
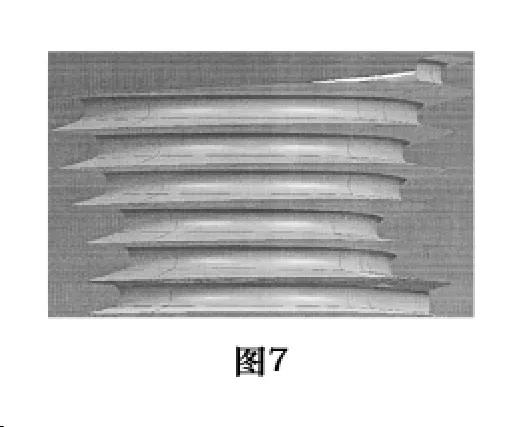
本实例以公司需要加工变外径螺柱工件为例,其中一个的UG CAD造型如图7所示。两工件的螺旋线是自由曲线,螺旋面是自由曲面。对后置处理进行仿真论证。
该工件的加工过程如图8所示。工件螺旋轴向截面成横卧的U型,宽约7 mm,底部为一段半径为2.5 mm的圆弧。U型槽分成上下两对称部分,采用直径5 mm的球头铣刀,分两道工序加工完成。加工中轴向进给为0.08 mm,径向进给为0.5 mm,U型槽底部的弧线由球头铣刀直接成形。
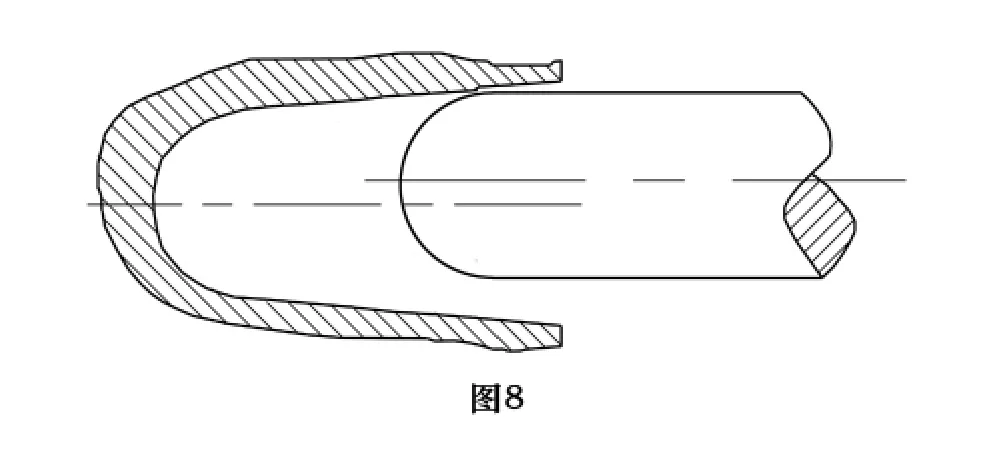
第一道工序切削U型槽的上半部分。由于主轴只能在XZ平面内平动,在切削前,A轴需要转动到-90°位置,使刀具平行于U型槽的中心线。切削时刀具首先在螺旋线的开始端进行径向进给,然后通过三根直线运动轴和C轴的联动,沿着螺旋线一直切削到末端;接着进行轴向和径向的联动进给,其中径向进给为主进给,再沿着螺旋线切削返回到开始端;继续进行联动进给,并按照前面所述路线进行切削,直至该道工序完成。第二道工序切削U型槽的下半部分,加工工艺和第一道工序相似。通过这两道工序完成整个螺旋面的加工。
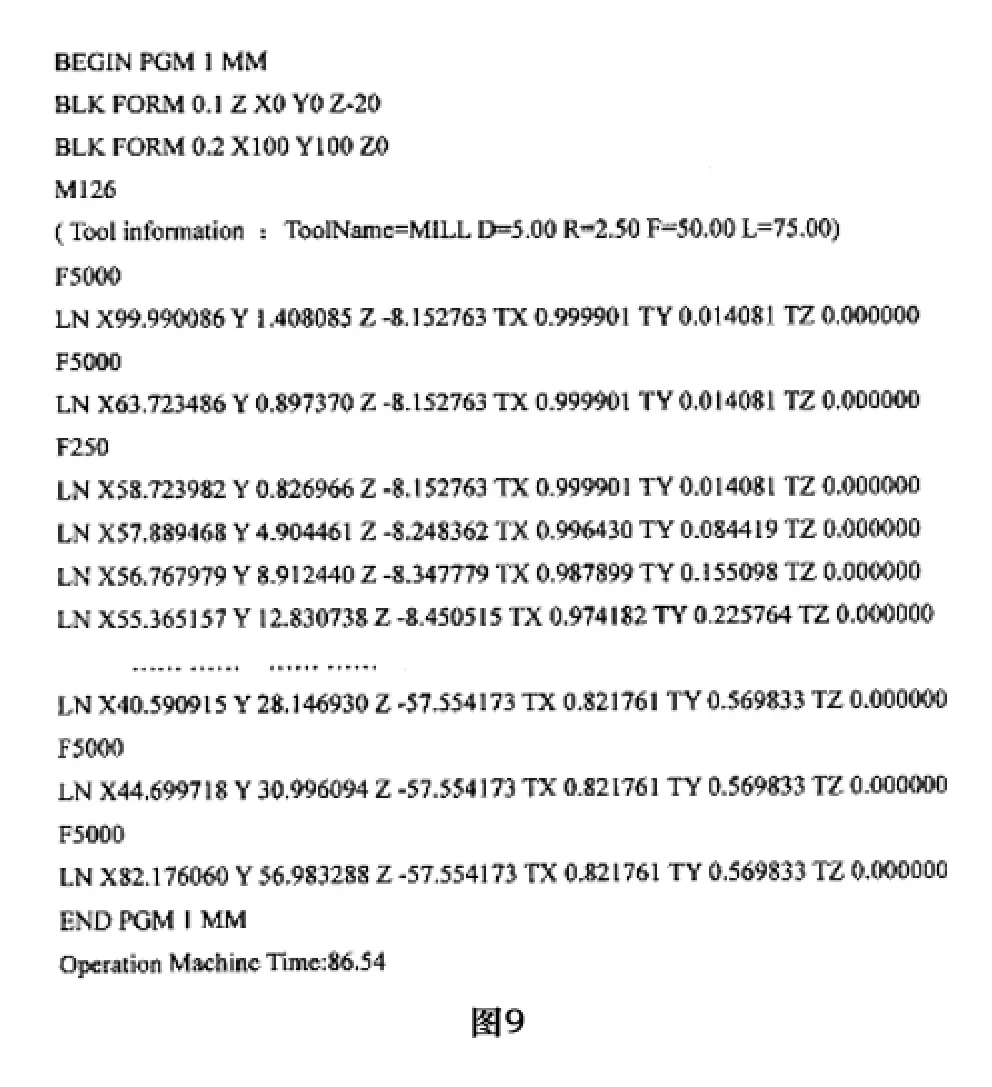
通过修改事件处理文件(.tcl),实现了数控程序按指定方式输出。经仿真验证及实际加工验证,该后置处理能够完成处理工作。经过后置的程序如图9。
4 结语
采用开发的后置处理技术对叶轮零件进行了五轴联动加工,加工后的零件精度满足设计要求,证明提出的后置处理技术的正确性。通过本文研究,实现了该加工中心NC程序高效、可靠编制,以及工件偏置安装轴联动数控加工,也为实现复杂型面零件在该加工中心的高效数控加工奠定基础。
[1]安杰,邹昱章.UG后处理技术[M].北京:清华大学出版社.
[2]刘雄伟,张定华.数控加工理论与编程技术[M].北京:机械工业出版社,2000.
[3]任军学,刘维伟,汪文虎,等.五坐标数控机床后置处理算法[J].航空计算技术,2000.
[4]蔡永林,席光,查建中.五坐标数控加工后置处理算法的研究[J].组合机床与自动化加工技术,2003.
[5]iTNC530编程操作手册[Z].米克朗中国有限公司.2003.
猜你喜欢
中学生数理化(高中版.高考理化)(2021年11期)2022-01-18
电子技术与软件工程(2020年6期)2020-02-03
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年4期)2019-04-04
振动与冲击(2018年14期)2018-08-02
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
中国交通信息化(2014年6期)2014-06-05
客车技术与研究(2014年1期)2014-03-20
